Широкий спектр методов и средств измерений позволяет легко запутаться при выборе средств измерений для того или иного параметра. Инженера и контролеры должны владеть базовыми знаниями о методах и средствах контроля для оценки продукцию на соответствие всем требования технологической документации.
Ключевые слова: методика контроля качества, средства измерений, погрешность, контроль качества, качество.
Измерения и контроль являются основными методами подтверждения годности продукции. Поэтому уметь выбирать и пользоваться средствами измерений для контроля параметров продукции, знать основные термины, выбирать базы есть главная задача любого контролера.
Измерение — это совокупность операций по применению технического средства, хранящего единицу физической величины, обеспечивающих нахождение соотношения измеряемой величины с ее единицей и получения значения этой величиных [1].
Методы и средства измерений не являются идеальными. Поэтому невозможно получить истинное значение измеряемого объекта. Таким образом вводится понятие погрешность измерений. Погрешность измерений — это отклонение результатов измерений от истинного значения измеряемого объекта [2].
Рассмотрим методы и способы измерения призонных отверстий ϕ31,5 +0,025– 0,015 диска турбины изделия НК-16СТ (рис.1). От качества обработки и обеспечения требований данных отверстий будет зависеть ресурс и надежность всего двигателя. Поэтому правильный выбор метода и средств измерений играет ключевую роль. Так же стоит отметить что при измерении данных отверстий нужно знать фактическое значение этих отверстий.
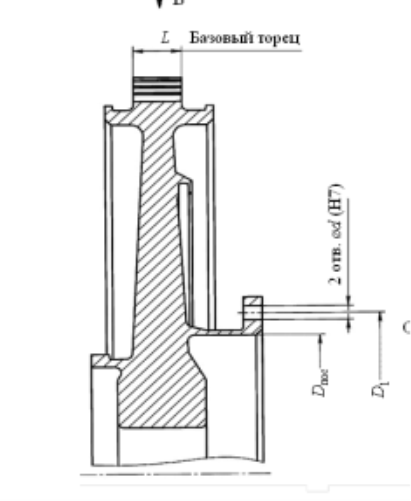
Рис. 1. Измеряемое отверстий
Наиболее распространённым измерительным средством является контрольно-измерительная машина (КИМ). Данные машины позволяют достаточно с высокой точностью и скоростью измерять заданные параметры отверстий. Данный метод широко применяется на окончательном контроле. Преимуществом данного метода является скорость, точность, исключение человеческого фактора и т. д. Недостатком же данного метода является дороговизна машины, жесткие технические требования, предъявляемые к данным машинам, а также для проведения измерений диск необходимо снять со станка и подать на контроль, что может привести к некоторым трудностям при необходимости повторной установки в случае необеспечения требований технической документации на отверстия (в случае доработки).
Для исключения случае необеспечения отверстия и подачи деталей на окончательный контроль с отклонениями нужны методы, позволяющие контролировать отверстия непосредственно на станке. Для данного метода используют эталон, по которому настраивается нутромер. Разница величин отверстий эталона и отверстий диска и будет искомым результатом. Преимуществом данного метода является скорость, точность, универсальность. Недостатком же данного метода является человеческий фактор, жесткие требования к эталону.
Таким образом при выборе средств измерений в условиях реального производства следует учитывать, что измерения должны быть проведены таким образом, чтобы учесть все требования технической документации с учетом всех погрешностей при этом стоимость и сложность измерений должны укладываться в рамках реального производства. То есть КИМ — это точная машина, позволяющая оценить результаты работ с высокой точностью и скорость, но при этом выполнять измерения на КИМе после каждой операции не целесообразно. Поэтому для межоперационного контроля, а также для непосредственного контроля при выполнении операции необходимо использовать универсальные средства измерений. Такой подход позволит сократить цикл изготовления деталей и загрузку КИМ. КИМ же следует применять только на окончательных операциях и в случае отсутствия возможности проведения измерений универсальным способом.
Литература:
- Дивин, А. Г. Методы и средства измерений, испытаний и контроля /А. Г. Дивин, С. В. Пономарев // — Тамбов: Изд-во ГОУ ВПО ТГТУ, 2011. — Ч. 1. — 104 с. — 100 экз. — ISBN 978–5-8265–0987–6.
- Д. Л. Скуратов, Е. В. Бурмистров, И.Г Попов, С. Ю. Сидоров Т 382 Технические измерения и контроль при производстве деталей в машиностроении: лаб. практикум / [Д. Л. Скуратов и др.]. — Самара: Изд-во Самар. гос. аэрокосм. ун-та, 2007. — 160 с.: ил.76.

