В статье приведен пример использования статистического контроля для оценки технологической операции расточки призонных отверстий на диске газотурбинного двигателя. Представлены основные моменты расчета и построения графиков пригодности технологической операции.
Ключевые слова: методика контроля качества, индекс возможности процесса, контроль качества, качество, призонные отверстия, газотурбинный двигатель, турбинный диск.
Один из методов статистического управления качеством продукции — метод контрольных карт Шухарта, описанный в [1, 3]. Целью методики построения и анализа контрольных карт Шухарта и является оценка статистической управляемости процесса [2].
Для примера было взято 20 мгновенных выборок по 5 комплектов. Приведем данные для построения контрольных карт средних и размахов:



Контрольные карта средних арифметических приведена на рисунке 1 и карта размахов приведена на рисунке 2.
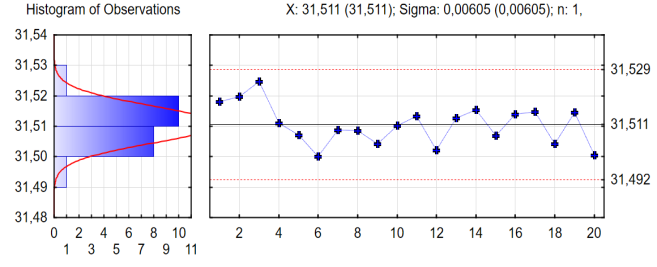
Рис. 1. Карта средних арифметических
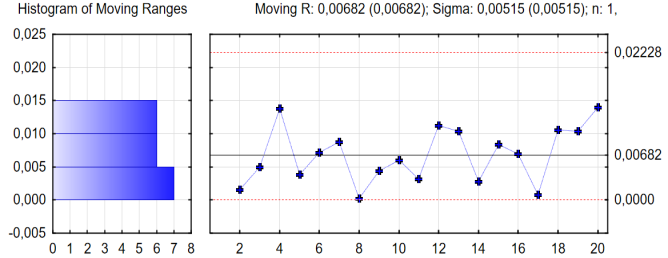
Рис. 2. Карта размахов
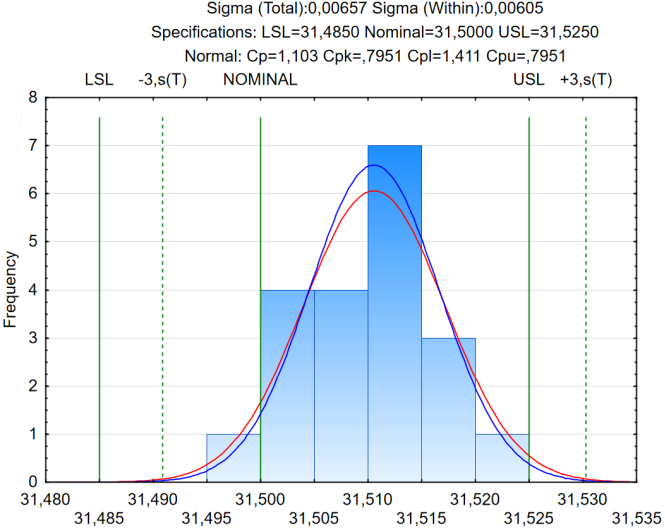
Рис. 3. Анализ пригодности операции расточки отверстий ϕ31,5 +0,025– 0,015 .
Видно, что все точки как на карте средних, так и на карте размахов лежат внутри контрольных пределов, и других признаков нестабильного состояния процесса нет. Контрольная карта свидетельствует, что для улучшения процесса необходимо административное воздействие на процесс (например, ремонт или замена оборудования, повышение квалификации работника).
Литература:
- ГОСТ Р ИСО 7870–2–2015. Статистические методы. Часть 2. Контрольные карты Шухарта: утвержден и введен в действие Приказом Федерального агентства по техническому регулированию и метрологии от 6 октября 2015 г. N 1469-ст: дата введения 2016–12–01. Доступ из электронного фонда правовых и нормативно-технических документов «Консорциум Кодекс». Текст: электронный.
- Сильнова, А. Д. Оценка стабильности контрольных процессов при производстве корпусных изделий /А. Д. Сильнова, А. И. Сойко // XXVI Туполевские чтения (школа молодых ученых): Международная молодёжная научная конференция, 9–10 ноября 2023 года: Материалы конференции. Сборник докладов. — Казань: ИП Сагиев А. Р., 2023, с. 1739–1741
- Скорик, И. И. Оценка приемлемости измерительных процессов при производстве корпусных изделий /И. И. Скорик, А. И. Сойко // XXVI Туполевские чтения (школа молодых ученых): Международная молодёжная научная конференция, 9–10 ноября 2023 года: Материалы конференции. Сборник докладов. — Казань: ИП Сагиев А. Р., 2023, с. 1741–1747

