В статье авторы рассматривают контрольные карты Шухарта как инструмент для контроля качества на производстве асфальтобетонных смесей.
Ключевые слова: контрольные карты Шухарта, контроль качества, асфальтобетонная смесь.
Асфальтобетон — это прочное покрытие, которое прослужит долгое время за счет включения инертных материалов крупных фракций, таких как щебень или гравий в свой состав. Надежные асфальтобетонные смеси применяют для строительства интенсивно используемых дорог с большим трафиком движения автомобильного транспорта, в том числе тяжеловесного, крупногабаритного, специальных средств передвижения [1].
От качества асфальтобетона зависит надежность, устойчивость конструкций и, что наиболее важно — человеческая жизнь. Качество асфальтовой смеси, а также непосредственное ее использование — решающие факторы. Перед использованием асфальтобетон должен пройти некоторые тесты на устойчивость, водостойкость, износостойкость и прочее. Подобный отбор проводит специализированная лаборатория.
Основным вяжущим компонентом асфальтобетонных смесей является битум. Его характеристики оказывают существенное влияние на качество материала. Чрезмерная вязкость продукта, при низких температурах, может привести к образованию трещин, а недостаточная вязкость, в жаркую погоду, будет способствовать пластическим деформациям покрытия. Подбор состава асфальтобетонной смеси начинается с определения эксплуатационных свойств покрытия и характеристик используемых материалов.
При приготовлении асфальтобетонных смесей контролируют:
– качество асфальтобетонной смеси по СТБ 1033;
– температуру битума, минеральных материалов, готовой асфальтобетонной смеси;
– качество и влажность щебня, песка природного (из отсевов дробления), минерального порошка;
– качество щебня и песка на соответствие зернового состава, содержание пылеватых и глинистых частиц, содержание глины в комках и для щебня;
– минеральный порошок на соответствие зернового состава;
– качество битума по показателю «глубина проникания иглы при 25°С»;
– качество поверхностно-активных веществ и адгезионных присадок принимают по паспорту или сертификату и определяют показатель сцепления вяжущего с поверхностью минерального материала по СТБ 1115 [2].
Традиционный подход к производству, вне зависимости от вида продукции, — это изготовление и контроль качества для проверки готовой продукции и отбраковка единиц, не соответствующих установленным требованиям. Такая стратегия часто приводит к потерям и не экономична, поскольку построена на проверке постфактум, когда бракованная продукция уже создана. Более эффективна стратегия предупреждения потерь, позволяющая избежать производства непригодной продукции. Такая стратегия предполагает сбор информации о самих процессах, ее анализе и эффективные действия по отношению к ним, а не к продукции [3].
Контрольная карта — это графическое средство, использующее статистические подходы, важность которых для управления производственными процессами была впервые показана доктором У.Шухартом в 1924 г.
Последовательность шагов при построении контрольной карты такова:
- Выбрать характеристики образцов, динамика которых будет отслеживаться с помощью контрольной карты (плотность, пористость, температура и т. д..)
- Собрать данные о величине контролируемой характеристики.
- Нарисовать вертикальную ось (y), по которой будете откладывать значения качественной характеристики. На этой оси будет показываться положение (разброс) качественных параметров процесса.
- Нарисовать горизонтальную ось (x), по которой вы будете откладывать время или номера произвольных выборок.
- Провести центральную линию, линию среднего значения характеристики или целевую линию, если процесс поддается регулированию.
С каждой стороны центральной линии (см. рис. ниже) провести:
– линию нижнего контрольного предела LCL (lower control line);
– линию верхнего контрольного предела UCL (upper control line).
Линии CL, LCL, UCL характеризуют размах естественных колебаний процесса.
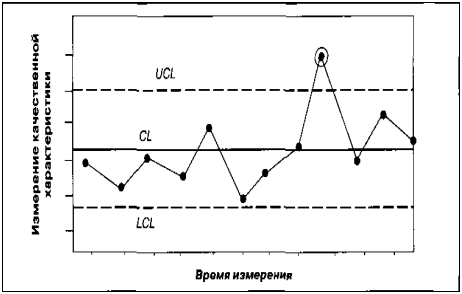
Рис. 1. Пример контрольной карты [4]
- Нанести данные на график.
- Изучить точки, находящиеся выше или ниже соответствующей линии предела. Точки, располагающиеся ниже линии LCL или выше линии UCL, сигнализируют, что случилось нечто требующее к себе особого внимания [4].
Точка, обведенная кружочком, находится выше линии верхнего контрольного предела UCL и сигнализирует о необходимости принятия мер.
Как и всякой сложный строительный материал асфальтобетон не имеет однозначных качеств — плотности, удельного веса, прочности и так далее. Его параметры определяют состав и метод приготовления.
Сегодня мониторинг не предполагает больше проверки качества продукции, проверяется только, все ли в порядке с самим процессом, поскольку при надежном отлаженном процессе производится лишь хорошая продукция. Если в процессе происходит сбой, мониторинг об этом сигнализирует (процесс «вышел из-под контроля» или произошло отклонение по «особой причине»).
В случае сбоя необходимо остановить процесс и устранить причину отказа, что вполне логично. Но важно помнить, что пока процесс еще не вышел из-под контроля, вмешиваться в него не следует. На практике работники, которые пытаются отреагировать на какие-то незначительные отклонения процесса, создают новые проблемы («перерегулирование» недопустимо). Ненужное вмешательство в процесс приводит к росту его изменчивости и снижению качества.
Применение контрольных карт показывает, как может протекать процесс, и помогает ответить на следующие вопросы:
Можем ли мы выполнять исполняемую работу правильно? Выполняем ли мы её правильно? Выполнили ли мы ее правильно? Могли бы мы выполнять эту работу более последовательно и эффективно? [5].
Если работник обнаруживает, что процесс вышел из-под контроля (не управляем), он может незамедлительно приступить к решению проблемы, не дожидаясь вмешательства руководства.
Таким образом, задача контрольной карты Шухарта — выявление ситуаций, свидетельствующих об отсутствии статистической управляемости процессом. Контрольная карта показывает, какого рода решение должно быть принято: совершенствовать процесс или найти и исключить особые причины.
Литература:
- В. В. Силкин, А. П. Лупанов, Н. В. Гладышев, В. В. Рудакова. Учебники для вузов. «Приготовление асфальтобетонных и бетонных смесей» [Текст] / Д.Уилер, Дэвид Чамберс. — Москва: Экон-Информ, 2015г.
- В. Д. Галдина, Г. И. Надыкто. «Определение физико-механических свойств горячего дорожного асфальтобетона. Методические указания к лабораторной работе».
- ГОСТ Р 50779.42–99 (ИСО 8258–91) Статистические методы. Контрольные карты Шухарта.
- ГОСТ Р 50779.40–96 «Статистические методы. Контрольные карты. Общее руководство и введение».
- Девятченко Л. Д., КОНТРОЛЬНЫЕ КАРТЫ. ВВЕДЕНИЕ В АНАЛИЗ КАЧЕСТВА [Текст] / учеб. пособие для студентов. 2006г.

