Недостаток лабораторного оборудования по измерению отклонений геометрических размеров технологических отверстий деталей ДВС от перпендикулярности и параллельности в поперечных и продольных плоскостях, а также технологии дефектовки и ремонта приводит к необходимости дополнительной разработки методического и технологического обеспечения учебного процесса. Лабораторные установки, предназначенные для освоения знаний, умений и навыков обучающимися, обладают высокой востребованностью, комплексным определением дефектов, высоким коэффициентом точности, что делает их незаменимыми при реализации учебного процесса по направлению подготовки Сервис и техническая эксплуатация автомобилей.
Ключевые слова: поршень ДВС, техническая скалка, нониусные инструменты, микрометрические инструменты, индикаторные инструменты.
С развитием дорожных сетей количество автомобильного транспорта в стране ежегодно растет, что приводит к увеличению числа эксплуатирующихся подержанных автомобилей. В дальневосточном регионе, где основной состав автомобильного транспорта японского производства, а вместо запчастей доставляются контрактные двигатели целиком, что приводит к необоснованному увеличению стоимости ремонта, востребованными являются диагностические и ремонтные работы ДВС.
Актуальность
Анализируя рынок автомобилей на Дальнем Востоке и загруженность СТО, можно сделать вывод об изношенности узлов автомобилей. Порой они уже не соответствуют заводским техническим требованиям. Именно поэтому актуальна проблема создания методического и технического обеспечения, инструкций по диагностике и ремонтопригодности узлов и их дальнейшей эксплуатации. В данной работе команда авторов представляет актуальное устройство для определения изношенности поршня с прямой юбкой.
Новизна
В настоящее время установок для измерения отклонений от перпендикулярности и параллельности бобышки поршня ДВС в лаборатории прикладной механики не существует. Поэтому в данной работе представлена разработка схемы, конструкции, основы методического обеспечения и масштабная модель лабораторной установки, обладающая новизной.
Основная часть
Исследование результатов натурных экспериментов, проводимых в лаборатории прикладной механики кафедры ТПТ института транспорта и логистики, показало востребованность в учебном процессе и перспективность разработки, цель которой — выявлять отклонения действительных геометрических размеров деталей ДВС от номинальных.
Поршни современных автомобильных двигателей имеют сложную пространственную форму, которая обусловлена различными факторами и условиями, в которых работает деталь. Поршни бывают двух видов и их различие заключается в форме торца поршня — прямой или косой [1].
Косая юбка имеет выпуклый и вогнутый вид (рис. 1).
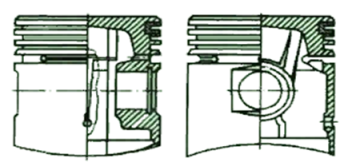
Рис.1. Поршень ДВС с косой юбкой
Прямая юбка (рис. 2) в свою очередь имеет строго горизонтальный вид.

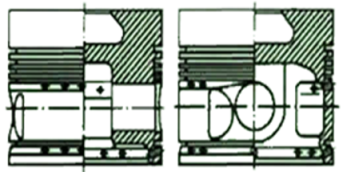
Рис. 2. Поршень ДВС с прямой юбкой
Наиболее распространена прямая юбка. Чаще всего такие поршни используются в бензиновых двигателях.
В результате проведенного анализа было принято решение использовать для лабораторной установки поршень с прямой юбкой, т. к. спрос на ремонт данных поршней выше и технологическая особенность такого поршня — его простота, а, следовательно, и стоимость ремонта.
Неотъемлемым процессом формирования лабораторной установки является умение расшифровывать маркировку поршня ДВС. Поршень маркируется по пяти пунктам (рис. 3):
1 — стрелка, показывающая направление установки;
2 — ремонтный размер (1-й ремонтный — треугольник, 2-й ремонтный — квадрат);
3 — класс поршня по диаметру;
4 — класс поршня по отверстию под палец.
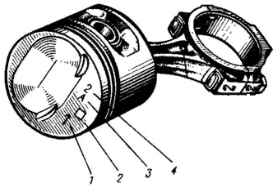
Рис. 3. Маркировка поршня ДВС

При выполнении работы применялось обобщение опыта передовой практики проектирования, теоретический анализ и синтез, системно-структурный анализ, 3D моделирование, конкретизация, сбор независимых характеристик и статистическая обработка данных с планированием экспериментов с использованием центрально композиционных ортогональных планов второго порядка Бокса-Уилсона.
Важным элементом создания данной установки является скалка, строго соответствующая размеру пальца поршня ДВС. Для поршней применяются пальцы размером 16–30 мм в диаметре. Скалка представляет собой цилиндрическую деталь шириной 200 мм и диаметром, равным размеру пальца измеряемого поршня, изготавливается из стали 12ч2н4а.
Для полноценной работы устройства необходимо установить два штангенрейсмаса на поверочную плиту. Штангенрейсмас — это высокоточный инструмент для измерения высоты и вертикальной разметки деталей. Инструмент простой в применении, позволяет производить измерения и разметку с точностью до 0,005 мм без наличия специальных знаний и навыков. Немаловажной деталью является поверочная плита — металлическая, каменная, композитная, пластиковая плита с нормированной плоскостностью, чистотой поверхности, жесткостью, контактной износостойкостью, предназначенная для контроля точности детали (рис. 4).
Для создания трехмерной модели была использована программа Rhinoceros 5 [2, c. 6], которая позволяет строить твердотельные объекты при помощи 3D моделирования.
Геометрические модели твердых тел всегда математически определены. Отображение этих моделей на экране монитора осуществляется с заданной точностью и зависит от размера рабочей области, выбранной конструктором в начале работы, что существенно упрощает процесс проектирования и моделирования.
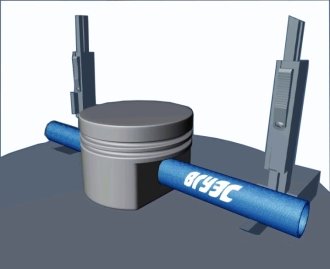
Рис. 4. 3D модель лабораторной установки
Отклонения формы и расположения поверхностей снижают не только эксплуатационные, но и технические показатели изделия. Они существенно влияют на точность и трудоемкость сборки и повышают объем пригоночных операций, снижают точность измерения размеров и влияют на точность базирования деталей при изготовлении и контроле [3, с. 2].
При выполнении лабораторной работы рекомендуется применять следующую последовательность действий:
— проверить поршень ДВС, определив отклонения от от перпендикулярности осей поршня и проушин;
— контролируемый поршень ставится торцом на поверочную плиту, угольником проверяется надежность базы, т. е. перпендикулярность к плоскости плиты. При наличии отклонения от перпендикулярности торец юбки выравнивается напильником;
— на контрольной скалке размечают расстояние с таким расчетом, чтобы полученные отметки были удалены от концов скалки на 5–10 мм, устанавливают контрольную скалку в проушины поршня и подводят индикатор к концу скалки, касаясь измерительным стержнем сделанных ранее отметок;
— устанавливают шкалу индикатора на ноль. Переводят стойку индикатора на вторую отметку скалки и снимают показания индикатора. Величина отклонения индикатора показывает перекос оси проушин относительно перпендикуляра к оси поршня;
— проверяют поршень двигателя, определив отклонение от пересечения осей поршня и проушин под поршневой палец. За базу для измерения принимается боковая поверхность поршня до ручьев;
— поршень со скалкой устанавливают на призмы;
— уравнивают скалку двумя штангенрейсмасами. Снимают размеры от плиты до верхней образующей скалки и верхней образующей поршня;
— замеряют диаметр скалки и диаметр поршня микрометрами;
— дают заключение относительно пересечения осей;
— определяют степень точности отклонения.
Заключение
В данной работе представлена лабораторная установка для дефектовки и ремонта бобышки поршня ДВС с прямой юбкой, описан технологический процесс, показан методический порядок выполнения лабораторной работы по определению отклонений от параллельности и перпендикулярности исследуемой детали.
К перспективам работы коллектив авторов считает возможным отнести разработку методического обеспечения дефектовки и ремонта поршня ДВС с косой юбкой, как одного из наиболее распространенных элементов современного ДВС.
Литература:
- https://www.autostat.ru/infographics/35747/ © Автостат
- Меженин, А. В. Технологии 3d моделирования для создания образовательных ресурсов. Учебное пособие. — СПб, 2008
- Тюнинг системы газораспределения на примере ДВС NISSAN RB20DET. Чубенко Е. Ф., Салабаш К. О. Автомобильный транспорт Дальнего Востока — 2018 Материалы IX международной научно-практической конференции. 2018 г.

