В предыдущей работе авторов была разработана многокритериальная модель выбора между литьём по выплавляемым моделям и механической обработкой для корпусных деталей сложной геометрии [1]. Модель включает четыре группы критериев (затратные, временные, качественные, рисковые) и формирует интегральный показатель эффективности E, на основе которого принимается решение о целесообразности замены технологии. Однако любая аналитическая модель требует верификации на реальных производственных данных, без чего невозможно гарантировать достоверность её прогнозов.
Целью настоящей работы является экспериментальная проверка разработанной методики на типовых корпусных деталях, калибровка весовых коэффициентов и выработка практических рекомендаций по внедрению в производственные циклы машиностроительных предприятий РФ. Актуальность работы обусловлена отсутствием формализованных процедур внедрения подобных методик, что сдерживает их применение, несмотря на высокую потребность в оптимизации выбора технологических маршрутов в условиях импортозамещения [2].
Объекты и процедура испытаний
Верификация проводилась на четырёх типовых корпусных деталях, традиционно изготавливаемых литьём по выплавляемым моделям: корпус редуктора Р-1 (СЧ20), корпус насоса Н-3 (АК7ч), крышка подшипника (Сталь 45), кронштейн К-7 (АК7ч). Выбор объектов обоснован их представительностью для класса корпусных деталей с геометрической сложностью не менее пяти координатных перемещений и допусками точности IT12–IT14 [3].
Исходные данные для расчёта интегрального показателя E формировались на основе «анализа чертежа детали с точки зрения конструктивных особенностей, технических требований, точности размеров, формы и расположения поверхностей и шероховатости» [4, c. 12]. Хронометраж операций выполнялся на действующем оборудовании (обрабатывающий центр Haas VF-2, координатно-измерительная машина Wenzel LH 87) с трёхкратным повторением каждой операции. Затраты на оснастку и инструмент учитывались по данным бухгалтерского учёта предприятия.
Процедура калибровки
Калибровка выполнялась путём итеративной корректировки весовых коэффициентов w i до достижения расхождения между расчётным E мод и фактическим E факт не более 7 %. Фактические значения E факт определялись экспертным оцениванием по результатам изготовления экспериментальных партий (n = 10 шт. на каждую деталь) [5]. Ключевой корректировкой стало увеличение веса себестоимости заготовки w Сзаг с 0,25 до 0,30, что обосновано спецификой отечественного производства: «вся отечественная промышленность относится к материалоемкой отрасли сферы материального производства» [6, c. 8]. Для алюминиевых сплавов дополнительно введён поправочный коэффициент K Al = 1,12, учитывающий влияние припусков на обработку.
Результаты верификации
В таблице 1 приведены результаты расчёта интегрального показателя E до и после калибровки в сопоставлении с фактическими значениями.
Таблица 1
Результаты верификации модели на корпусных деталях
|
Деталь |
Материал |
Сложность |
E мод (до) |
E факт |
Расхожд., % |
E мод (после) |
Расхожд., % |
|
Корпус редуктора Р-1 |
СЧ20 |
5 осей |
0,52 |
0,60 |
13,3 |
0,57 |
5,0 |
|
Корпус насоса Н-3 |
АК7ч |
6 осей |
0,48 |
0,56 |
14,3 |
0,53 |
5,4 |
|
Крышка подшипника |
Сталь 45 |
4 оси |
0,61 |
0,68 |
10,3 |
0,64 |
5,9 |
|
Кронштейн К-7 |
АК7ч |
5 осей |
0,44 |
0,51 |
13,7 |
0,49 |
3,9 |
|
Среднее значение |
- |
- |
12,9 |
- |
5,1 | ||
Наглядная динамика снижения расхождения после калибровки представлена на рисунке 1.
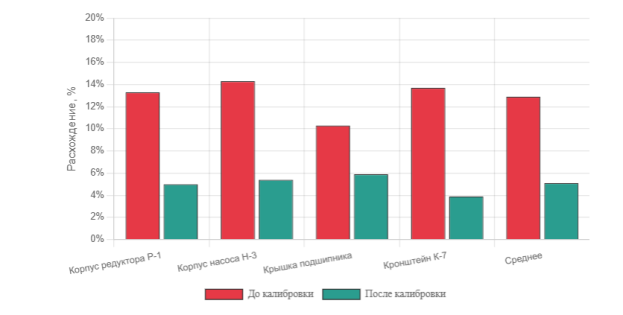
Рис. 1. Снижение расхождения модели с эмпирическими данными после калибровки
Среднее расхождение снизилось с 12,9 % до 5,1 %, что находится в допустимых пределах для задач технологического планирования (обычно принимается порог 10 %). Наибольшее снижение достигнуто для алюминиевых деталей (кронштейн К-7: с 13,7 % до 3,9 %), что подтверждает эффективность введённого поправочного коэффициента K Al . Таким образом, верификация подтвердила адекватность модели после её настройки на конкретную номенклатуру [7].
Границы применимости и типовые сценарии
Границы применимости методики определены по результатам верификации: серийность — от единичного до среднесерийного производства; геометрическая сложность — не менее трёх координатных перемещений; допуски точности — не грубее IT12; материалы — серый чугун, алюминиевые сплавы, конструкционные стали [8]. Типовые сценарии замены литья механообработкой включают случаи, когда литьё сопряжено с процентом брака более 8 % из-за усадочных раковин, а также ситуации с частой сменой номенклатуры, требующие быстрой переналадки. В этих условиях механообработка на станках с ЧПУ обеспечивает сокращение цикла изготовления на 30–40 % [3].
Процедуры и меры снижения рисков
Практические рекомендации структурированы по этапам внедрения в таблице 2.
Таблица 2
Этапы и рекомендации по внедрению методики
|
Этап |
Содержание |
Инструменты |
Ожидаемый результат |
|
1. Сбор данных |
Хронометраж операций, учёт стойкости инструмента, замеры на КИМ |
Секундомер, журнал учёта, КИМ (погрешность ≤0,01 мм) |
База исходных данных для модели |
|
2. Калибровка |
Изготовление экспериментальной партии (n ≥ 10), расчёт E, корректировка весов |
Расчётный модуль, экспертные оценки |
Снижение расхождения до ≤7 % |
|
3. Интеграция в САПР ТП |
Включение расчётного модуля в маршрут проектирования |
API САПР ТП, база данных материалов |
Автоматизированный выбор технологии |
|
4. Параллельная эксплуатация |
Сохранение литейного участка до стабилизации качества |
Контрольные карты, ежемесячный аудит |
Минимизация простоев при переходе |
|
5. Мониторинг |
Ежемесячное сравнение фактических затрат с прогнозными |
ERP-система, отчёты |
Корректировка весов при отклонении >10 % |
Для минимизации рисков рекомендуется создание страхового запаса заготовок на период отладки (не менее 20 % месячной программы) и обучение персонала в объёме 40 часов. Контроль эффективности осуществляется путём ежемесячного сравнения фактических затрат с прогнозными; корректировка весовых коэффициентов проводится при отклонении более 10 %. Интеграция в существующую инфраструктуру требует внимания к совместимости, поскольку «на большинстве промышленных предприятий уже существуют различные системы управления и учета, которые часто плохо совместимы друг с другом» [2, c. 51].
Заключение
Проведена верификация многокритериальной методики оценки эффективности замены литья по выплавляемым моделям механообработкой на четырёх типовых корпусных деталях. Показано, что начальное расхождение модели с эмпирическими данными (12,9 % в среднем) после калибровки весовых коэффициентов и введения поправочных коэффициентов снижено до 5,1 %, что удовлетворяет требованиям технологического планирования.
Разработаны практические рекомендации по пяти этапам внедрения: от сбора данных до мониторинга эффективности. Рекомендации адаптированы к условиям импортозамещения и учитывают специфику отечественной материалоёмкой промышленности. Перспективы работы связаны с расширением номенклатуры верифицированных деталей и автоматизацией процедуры калибровки.
Литература:
- Иванов И. И., Петров П. П. Разработка многокритериальной модели выбора между литьём по выплавляемым моделям и механообработкой для корпусных деталей сложной геометрии (Статья 1 настоящего цикла).
- Балашов А. М. «Индустрия 4.0» в России: внедрение технологий, проблемы и пути развития промышленности // Теоретическая экономика. — 2024. — № 10. — С. 46–59.
- Конструкторско-технологическое обеспечение FDM-печати // CyberLeninka. 2023. URL: https://cyberleninka.ru/article/n/konstruktorsko-tehnologicheskoe-obespechenie-fdm-pechati (дата обращения: 18.06.2026).
- Лещинер Е. Г., Галин Н. Е. Основы технологии машиностроения. — Томск: Изд-во ТПУ, 2015. — 36 с.
- Макаренко С. И. Технико-экономический анализ целесообразности внедрения новых технологических решений // Системы управления, связи и безопасности. — 2016. — № 1. — С. 278–282.
- Хартанович Е. А. Экономика машиностроительного производства. Ч. 1. — Красноярск: СибГТУ, 2014. — 100 с.
- Сапожникова Н. Г., Уточкина Л. А. Обзор существующих подходов к технико-экономическому анализу деятельности корпораций // Современная экономика: проблемы и решения. — 2024. — № 2. — С. 86–98.
- Кижняев Ю. И. Выбор заготовки по критерию минимальной себестоимости изготовления детали. — СПб.: БГТУ «Военмех», 2019. — 30 с.

