В работе рассматриваются вопросы разработки устройства для нанесения паст высокой вязкости. Данное устройство позволяет реализовать технологию прецизионного дозирования паст с высокой вязкостью для аддитивного способа изготовления ГИС проводящими, диэлектрическими и резистивными пастами.
Ключевые слова: шнек, дозатор, аддитивные технологии, функциональные пасты, макет.
При разработке будет использован новый способ дозирования на основе комбинации пневматического и шнекового способов дозирования для формирования пленок методом цифровой принтерной печати. Такой подход позволит обеспечить использование функциональных паст с вязкостью более 20 сП, что позволит использовать общедоступные функциональные пасты от станков трафаретного изготовления гибридных интегральных схем (ГИС).
Работа разделана на несколько этапов по степени важности и необходимости для своевременного тестирования, внесений изменений в разрабатываемую установку.
1) Аналитический обзор и патентный поиск аналогов устройств прецизионного дозирования для печатной электроники.
В качестве импортных аналогов для разрабатываемого устройства дозирования рассматриваются:
− DV7000 от Nordson Asymtek производство: США. Данная система позволяет наносить пасты в виде непрерывных линий. Однако в данной системе отсутствует возможность использования особо вязких паст, более 25 сП.
− V-One от Voltera производство: Канада. Данная установка позволяет изготавливать печатные платы с минимальной шириной дорожки 0.2 мм, но только при использовании определенных паст с не высокой вязкостью 0т 5 до 10 сП. Отсутствует возможность управления температурой материала дозирования.
В качестве косвенного аналога для разрабатываемого устройства дозирования является трафаретная печать. На этапе макетирования возможны временные и материальные затраты на изготовление трафаретов, из-за отсутствия возможности оперативного изменения доз наносимой пасты.
2) Проектирование деталей, механизмов и функциональных узлов устройства дозирования
Разрабатываемая головка дозирования уже претерпела 3 крупных изменения компоновки рис. 1–2, связано это с невозможностью изготовления некоторых важных деталей из металла рис. 3, а в пластиковом варианте изготовления они не надежны и для конечного пользователя будут являться одноразовыми, что меня не устраивает.
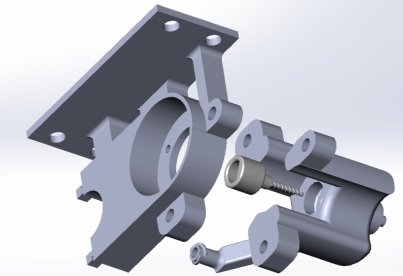
Рис. 1. Дозирующая головка первой версии
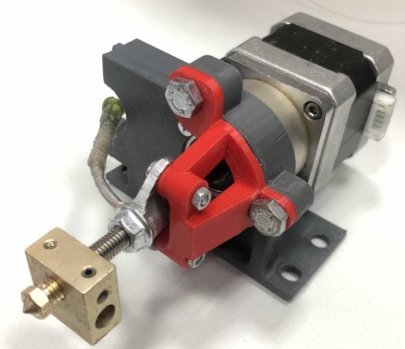
Рис. 2. Дозирующая головка второй версии
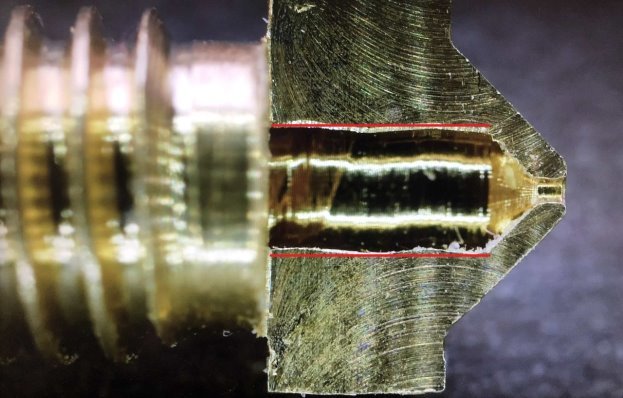
Рис. 3. Гильза с дефектами изготовления для главного шнека
Ведутся работы по моделированию рабочей кромки главного шнека, рассматриваются готовые решения зарубежных фирм рис. 4.


Рис. 4. Разновидности шнеков
3) Разработка экспериментальной установки для исследования процесса прецизионного дозирования
Для проведения лабораторных испытаний устройства дозирования был собран тестовый стенд, с помощью которого производится дозирование и выявляются просчеты и недостатки той или иной компоновки устройства рис. 5.
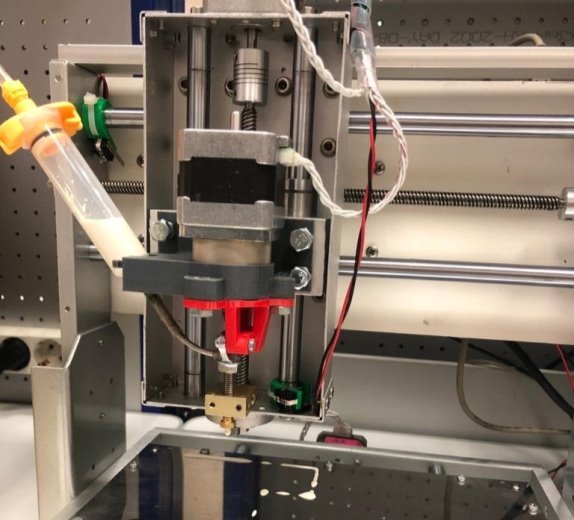
Рис. 5. Тестовый стенд для испытания дозирующих головок
4) Проведение экспериментальных исследований
5) Проектирование модуля видеонаблюдения за процессом дозирования
6) Изготовление макета устройства дозирования
7) Экспериментальные исследования работоспособности прототипа устройства дозирования, проба изготовления ГИС.
Итогом работы будет считаться разработанный прототип устройства дозирования, обеспечивающий равномерное нанесение проводящих, резистивных и диэлектрических паст на твердое основание (подложку). Прототип устройства дозирования предлагается размещать на координатографе для удобства обеспечения равномерного перемещения дозатора в пределах рабочего поля.

