В данной статье представлены описание и экономический результат опытного внедрения комплексного подхода к организации процесса производства термопанели, основанного на смешанном сочетании современных международных практик совершенствования бизнес процессов. Результаты статьи могут быть полезны при решении практических задач совершенствования бизнес процесса в узких местах производственной системы.
В современном мире существует множество методов организации производства. Благодаря развитию информационных технологий, большинство из методов стали общедоступны, поэтому зачастую малые и средние предприятия копируют производственные системы, или приобретают стандартные коробочные решения. По данным статистики, ежегодный прирост коробочных и облачных бизнес приложений на Российском рынке составляет 22,1 %. [1]
Поскольку потребности каждого производства уникальны, точное копирование производственной системы не может привести к аналогичным показателям эффективности производства копируемого предприятия. В производственных процессах много нюансов, и они у каждого предприятия свои. Список операций из-за этого может отличаться по временным характеристикам. Согласно теории ограничений Голдратта, производительность системы определяется производительностью узкого звена, то есть операции с наименьшей пропускной способностью.
Для развития производственной системы важно ориентироваться на совокупность международных практик. Например, если на вышеописанную производственную систему внедрять принципы бережливого производства, не сконцентрировав усилия на проблему узкого звена, производительность системы не изменится. То есть необходимо сначала определить узкое звено, и только потом внедрять принципы бережливого производства с учетом развития узкого звена.
Используя сочетание ведущих международных концепций организации производства, позволяет достичь синергетического эффекта при развитии производственных систем. Поэтому использование комплексного метода является актуальной концепцией для организации производства. Концепция заключается в следующем алгоритме действий:
– описание и дифференциация процесса, используя нотации описания бизнес процессов;
– изучение процесса, используя Российские методы научной организации труда и принципов Гастева;
– поиск узких мест, используя принципы бережливого производства и теорию ограничений голдратта;
– разработку корректирующих мероприятий, используя принципы бережливого производства;
– интегрирование полученных изменений в бизнес процесс, используя нотации описания бизнес процессов;
– закрепление результатов, используя принцип самосовершенствования кайдзен, реализованный в принципах бережливого производства. [2]
В рамках данной статьи описан опыт применения комплексного метода. Опытной компанией является крупный отечественный производитель термопанелей. На основе вышеописанного алгоритма был внедрен комплексный метод, благодаря которому удалось получить повышение производительности системы. Далее описывается каждый пункт алгоритма по порядку, чтобы отследить ход внедрения комплексного метода организации производства.
Описание процесса. Производства термопанели начинается с засыпания гранул пенополистирола и специального раствора в смеситель, задача которого в создании единой смеси. Эта смесь конвейерным путем поступает на участок прессования, где порционно осуществляется сжатие смеси в специальном прессе. При этом во время прессования идет подача пара, чтобы смесь вспенилась. Поскольку давление в прессе высокое, полученная масса заполняет весь объем пресс формы, образуя необходимую форму даже в самых мелких участках формы. Полученный полуфабрикат проходит далее по конвейеру на участок отпуска. Отпуск необходим для получения повышенных характеристик прочности.
Произведенная заготовка устанавливается на монтажный стол. Рабочий устанавливают на заготовке втулки, необходимые потребителю для монтажа термопанели на стену. Далее, заготовка переворачивается специальным инструментом, после чего рабочий монтирует плитку по всей площади заготовки. Последним элементом производства термопанели является нанесение специального раствора между плитками, имитирующий внешний вид бетона.
Дифференциация процесса. Процесс производства термопанели с точки зрения декомпозиции несложен, поэтому для его описания подойдет простейшая нотация бизнес процесса, например, IDEF0. В данной нотации достаточно легко ориентироваться, если процесс несложен, а это поможет в дальнейших пунктах алгоритма внедрения комплексного метода организации производства.
Контекстная диаграмма бизнес-процесса представлена на рисунке 1. Детализация процесса представлена на рисунках 2–4.
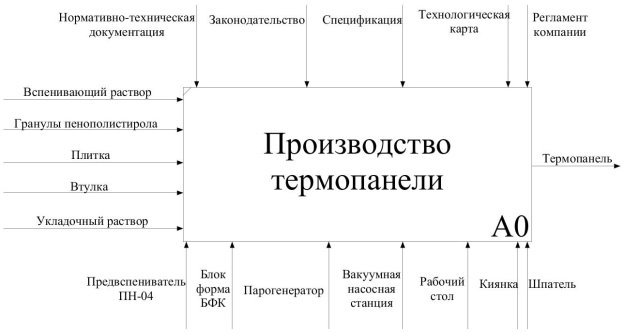
Рис. 1. Контекстная диаграмма бизнес-процесса
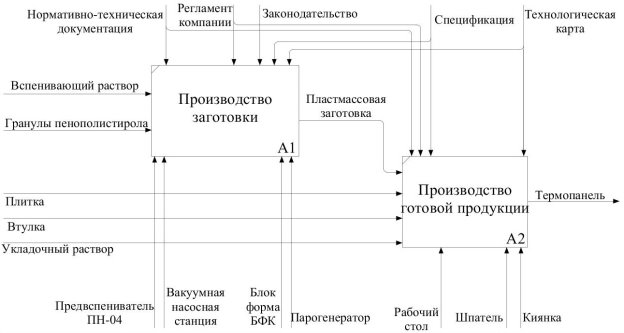
Рис. 2. Детализация бизнес-процесса А0
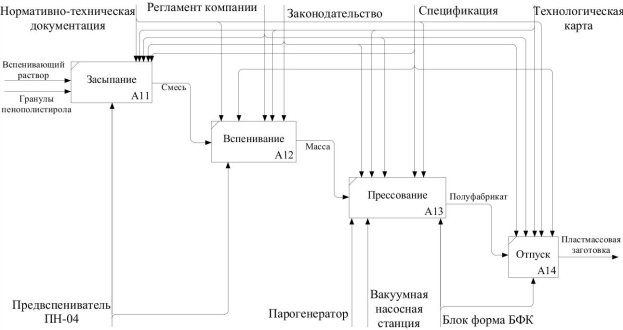
Рис. 3. Детализация бизнес-процесса А1
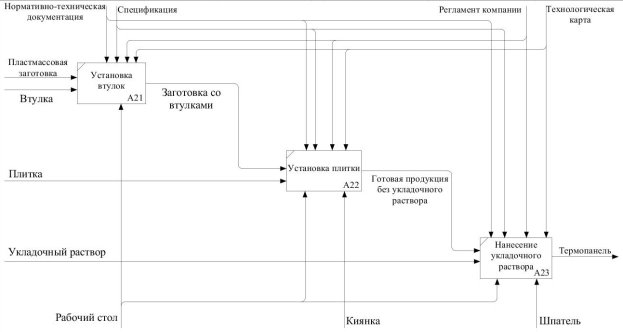
Рис. 4. Детализация бизнес-процесса А2
Изучение процесса. Врамках данного пункта процесс был декомпозирован на операции, после чего была рассчитана норма времени для каждой операции. Каждая операция проходила проверку на соблюдение принципов Гастева [3]. При разработке норм времени применялся метод экспертных наблюдений.
Процесс был разделен на операции, удобные для проведения наблюдений:
– Засыпание пенополистирола;
– Смешивание гранул с раствором;
– Прессование;
– Установка полуфабриката на станок;
– Установка втулок;
– Установка плитки;
– Нанесение укладочного раствора.
Отпуск не включен в список операций, поскольку на складе существует буфер из изделий, который всегда остается заполненным.
С точки зрения принципов Гастева процесс был подвергнут изменениям только в отношении расположения инструментов, а также регламентированию перерывов. Инструментам были определены определенные места, и после их использования рабочие возвращали все в исходные позиции. Перерывы сделали равномерными, чтобы производительность рабочих была одинаковой на всем протяжении испытаний. Данные изменения были произведены с целью получения более точных результатов хронометражных наблюдений, чтобы на их основе сформировать правильные выводы о местонахождении узкого звена.
Экспертным методом было рассчитано, что засыпание пенополистирола занимает около 10 минут: в смеситель засыпается 10 мешков гранул. Смеситель работает ровно час, после чего автоматически подает массу конвейерным путем на прессование с тактом 36 секунд. На выходе получается 100 полуфабрикатов.
Полуфабрикаты из склада отпуска доставляют на две параллельные линии. Установка полуфабриката на станок и монтаж втулок занимает в среднем по минуте.
Самая продолжительная операция — это установка плитки. Операция в среднем занимает около получаса. Далее, укладочный раствор наносится в среднем за 3 минуты.
Поиск узких мест. Очевидно, что узким звеном в этом процессе является установка плитки. Эта операция настолько затормаживает процесс, что на производстве пришлось создать две параллельные линии. При этом смеситель и пресс работают всего 1 час в день, обеспечивая сотрудников работой на весь день. При повышении спроса, проблема решается созданием дополнительных линий, однако это не решает корневой источник проблемы. При этом необходимо искать дополнительную рабочую силу и загромождать достаточно ограниченную производственную площадь.
Разработка корректирующих мероприятий, используя принципы бережливого производства. Целью бережливого производства является непрерывное устранение потерь в производстве. При этом выделяются следующие типы потерь:
– перепроизводство,
– избыточные запасы,
– транспортировка,
– перемещения,
– ожидания,
– излишняя обработка,
– дефекты,
– нераскрытый потенциал сотрудников [4].
Чтобы определить потери в установке плитки, процесс был описан подробнее. Пластмассовая форма покрывается тонким слоем клея, после чего рабочий устанавливает 32 плитки. Процесс установки плитки требует точности и концентрации, поскольку термопанель должна представлять из себя в сборке кирпичную стену. Каждая плитка прижимается и удерживается около 10 секунд, чтобы сцепиться с клеем.
Потери перемещения и ожидания в процессе очевидны. Чтобы определить корневую причину, был применен метод 5 почему:
– Почему процесс установки плитки такой долгий? Потому что каждая отдельная плитка устанавливается долго.
– Почему каждая отдельная плитка устанавливается долго? Потому что при быстрой установке плитки термопанель будет кривой.
– Почему при быстрой установке плитки термопанель будет кривой? Потому что плитка может сдвинуться от намеченного места.
– Почему плитка может сдвинуться от намеченного места? Потому что намеченное место сложно определить на глаз.
– Почему намеченное место сложно определить на глаз? Потому что на форме нет никакой разметки.
Корневой причиной длительной установки плитки является отсутствие разметки на форме. Причем, если на форме сделать специальные стержни, позволяющие попасть в точное место и удерживать плитку для сцепления, у рабочих пропадет необходимость концентрироваться на точности установки и прижимать плитку. Термопанель будет собираться как конструктор, что намного производительнее.
Так же, согласно теории ограничений Голдратта, процесс установки плитки необходимо сделать непрерывным, без простоев. Поэтому рабочих из операции установки плитки нельзя направлять на другие операции.
В результате разработки корректирующих мероприятий были приняты следующие решения:
– установить на прессовочное оборудование новую пресс форму со стержнями;
– обеспечить бесперебойную загруженность на операции сборки плитки;
– Добавить к операции нанесения укладочной смеси удаление верхней части стержня, чтобы сохранить эстетический вид термопанели.
Интегрирование полученных изменений. Бизнес процесс, описанный ранее, сохраняется, за исключением детализации процесса А2. В новой детализации добавляется этап удаления стержней.
Так же, в новом процессе, ответственность персонала делится на две категории: ответственные за установку плитки и ответственные за обеспечение непрерывности установки плитки на других операциях.
Детализация нового бизнес процесса представлена на рисунке 5.
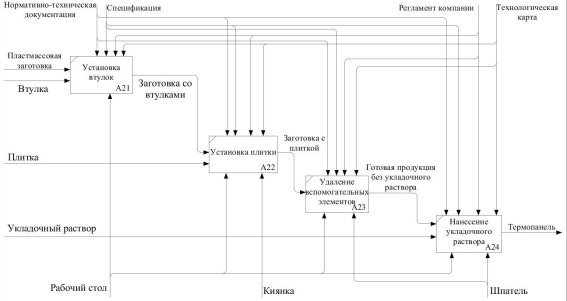
Рис. 5. Детализация нового бизнес процесса А2
Закрепление результатов. Чтобы сотрудники могли самостоятельно проводить аналогичные мероприятия, были рассказаны методологии бережливого производства, научной организации труда, теории ограничений Голдратта, а также принципы Гастева. В результате этих мероприятий рабочие стали ухаживать за своими рабочими местами, а также ответственно подходить к обслуживанию узкого звена.
Чтобы внедрить данное нововведение, было разработано техническое задание поставщикам оборудования. Разработка пресс формы, её производство, а также монтаж на участок производства обошелся в 1,3 миллиона рублей. При этом, во время установки новой пресс формы, производство термопанелей встало на 1 день. что составило 150 тыс. упущенной прибыли. Старый пресс отслужил примерно половину срока, поэтому его упущенный ресурс составил 200 тыс. рублей (так как первоначальная стоимость пресса составляла 400 тыс.). Таким образом, общие издержки данного нововведения составили 1,65 млн рублей.
В результате внедрения вышеописанного нововведения за месяц производительность возросла в 2,5 раза. То есть средняя дневная прибыль составила 375 тыс. рублей, что позволило окупить внедрение за 4,5 дня.
Таким образом, практическое применение комплексного подхода к организации производства, основанного на смешанном сочетании современных международных практик совершенствования бизнес-процессов, позволяет достигать экономических результатов. Особенно это актуально в малом и среднем бизнесе, когда проблема эффективности скрывается за незаметным узким звеном в незначительном подпроцессе.
Литература:
- Бухалков М. И. Организация и нормирование труда: Учебник / М. И. Бухалков. — М.: ИНФРА-М, 2008. — 548 с.
- Шушкина Ж. В. Научная организация труда: Учебное пособие / Ж. В. Шушкина. — Тольятти: ТГУ, 2007. — 225 с.
- Оно Т. Производственная система Тойоты. Уходя от массового производства: пер. с англ. Грязнова А., Тяглова А. / Т. Оно. — 3-е изд., доп. и перераб. — М.: Институт комплексных стратегических исследований, 2008. — 208 с.
- Синго С. Изучение производственной системы Тойоты с точки зрения организации производства / Пер. с англ. М.: Институт комплексных стратегических исследований, 2006. — 312 с.
- Голдратт Э., Кокс Дж. Цель. Процесс непрерывного совершенствования. М.: Попурри, 2009.
- Крышкин, О. Настольная книга по внутреннему аудиту: Риски и бизнес-процессы. 3-е изд. / О. Крышкин. — М.: Альпина Паблишер, 2016. — 477 c.
- Дворников А. IDEF0 как инструмент моделирования процессов // М.: Авант Партнер, 2005. — № 22

