В нашем современном техническом веке все больше и больше задумываются, как удешевить производство, ускорить процесс изготовления деталей без лишнего человеческого труда и затрат ресурсов. Одно из решений стало то, что в наше время стали все больше и больше использовать для обработки деталей обрабатывающие центра. Эти станки обладают огромным потенциалом, они способны: сверлить, растачивать отверстия, нарезать резьбу и многие другие операции.
Одно из многих преимуществ данного оборудования – это использование многошпиндельных сверлильных головок. Многошпиндельная сверлильная головка – это специальное приспособление, которое позволяет за одну операцию просверлить сразу же несколько отверстий. Таким образом, мы экономим очень большое количество времени на обработку детали.
Предоставлены основные данные многошпиндельной сверлильной головки для детали корпус углового редуктора (рис.1):
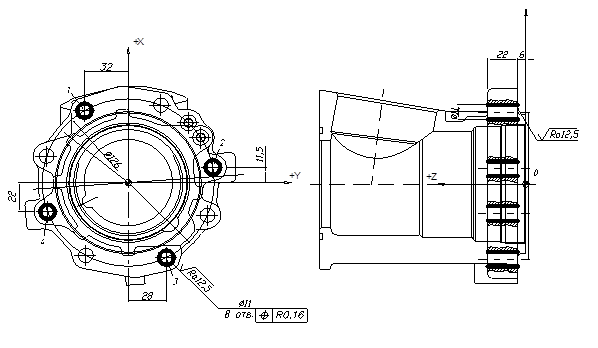
Рис. 1 корпус углового редуктора
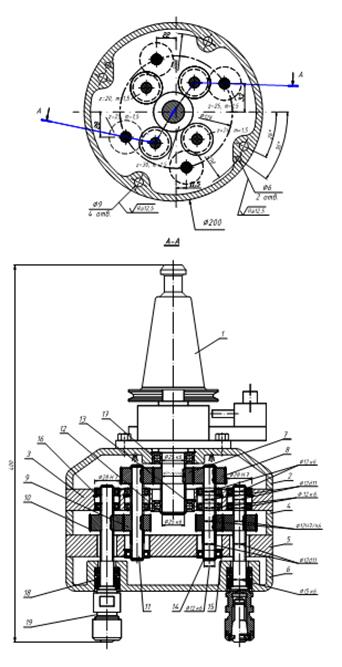
Рис. 2 Многошпиндельная сверлильная головка.
Определяем частоту вращения n:
Определяем крутящий момент и осевую силу и определяем мощность резания при сверлении. (n = 3000 об/мин – частота вращения шпинделя, Ро = 2652 Н – осевая сила инструмента, М=13,88 Н·м – крутящий момент инструмента)
На сверление одного отверстия затрачивается 40 секунд времени, таким образом вместо того что бы центровать, сверлить их по отдельности за раз будем обрабатывать сразу 4 отверстия значительно экономя время на обработку детали. Далее происходит смена инструмента на другую многошпиндельную головку, и процесс происходит заново для других отверстий.
Многошпиндельная сверлильная головка (рис. 2), позволят просверлить только 4 отверстия: 1,2,3 и 4 (рис.1) из-за очень близкого расположения отверстий друг от друга. Для того что бы просверлить другие отверстия нужно спроектировать другую головку. Расчет и проектировка производиться аналогично.
За счет того, что мы не будем сверлить каждое отверстие по отдельности, а просверлим их одновременно мы значительно снизим затраты на время и тем самым снизим цену на производимую деталь.
Данный метод обработки можно использовать с корпусными, сложными деталями, где требуется большое количество времени на центровку сверление и другие операций – это значительно удешевит производство.
Литература:
1. Анурьев В.И. Справочник конструктора-машиностроителя: В 3-х т. – М.: Машиностроение, 2006. Т.1. C.350-414.
2. Кузнецов Ю.И. Оснастка для станков с ЧПУ: Справочник. – М.: Машиностроение, 1983. – 359 с. С.340-348
3. П.Ф. Дунаев Конструирование узлов и деталей машин. Учебное пособие для студ. техн. спец. вузов/ П.Ф. Дунаев, О.П. Леликов. 8-е изд. перераб и доп. – М.: Издательский центр «Академия», 2004. C. 45-54.
4. Емельянов Д.В. Конструкция спирального сверла с переменным углом подъема спирали для формообразования отверстий в труднообрабатываемых материалах/ Д.В. Емельянов // "Справочник. Инженерный журнал" (с приложением) № 3, 2013. – С. 31-34

