В данной работе рассматривается обзор российского рынка пищевой упаковки, технология производства кашированной фольги, а также разработка технологической линии для упаковки маслодельных продуктов в кашированную фольгу.
Ключевые слова: кашированная фольга, упаковка, сливочное масло, технологическая линия, барьерные свойства.
Современная упаковочная промышленность является достаточно перспективной отраслью в России. Качество упаковочных материалов и тары определяются технологией их производства и базовым сырьем, что подтверждено результатами исследований [7,8, 9]. Бумажная и картонная упаковка преобладают на российском рынке, и их доля быстро увеличивается. Пластик, стекло и металл сохраняют ме́ньшие доли. С развитием российского рынка упаковки, вероятно, пластик будет играть всё более значимую роль. Наибольшая конкуренция в области многослойных кашированных упаковок [1].
Многослойные и комбинированные материалы являются одним из видов композиционных материалов. Поэтому деление упаковочных материалов на многослойные и комбинированные достаточно условно. Термин «многослойные материалы» относится к группе материалов, состоящих только из слоев синтетических полимеров, в то время как в состав комбинированных материалов входят слои материалов различного типа (бумага, фольга, ткань). Комбинированные и многослойные материалы находят широкое применение в качестве упаковки [1].
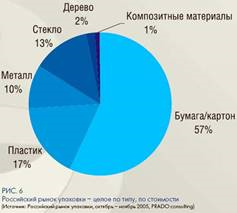
Рис. 1. Структура российского рынка упаковочных материалов
Современная альтернатива картонной и бумажной упаковке — алюминиевая кашированная фольга, ее можно назвать лидером в области упаковки масла, маргарина, творога. Также она применяется для упаковки кондитерских изделий, для обертки конфет, мороженого [3].
Одно из важнейших преимуществ кашированной фольги заключается в ее барьерных свойствах, светонепроницаемости, препятствует проникновению жидкостей и окислению фасуемого продукта. Упаковка хорошо сохраняет заданную форму и является высокоэластичным материалом. У фольги есть один недостаток это низкое сопротивление механическому воздействию, но в композиции с бумагой материал сохраняет свою эластичность и обретает прочность. Также соединение этих двух материалов позволило увеличить срок хранения готовой продукции[4].
Кашированная фольга представляет собой многослойный упаковочный материал, состоящий из склеенных между собой слоев алюминиевой фольги и жиро влагостойкой бумаги. В качестве клеевого слоя используется микровоск, который придает материалу дополнительную гибкость и «память». Воск — экологически чистый природный материал, обладающий прекрасными по отношению к жиру и воде барьерными свойствами. Технология производства фольги включает в себя три способа:
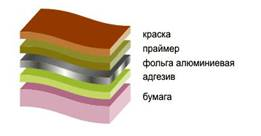
Рис. 2. Слои кашированной фольги
«Клеевая ламинация» — бумага скрепляется с фольгой при помощи специального клеевого слоя. Материал пол0443ается жестким и держит форму упаковки. Бумага ложиться на фольгу с расплавом ПЭ, затем припрессовывается, материал получается эластичным, форму держит хуже. На фольгу наноситься специальный микровоск до 100–120 градусов, а сверху припрессовывается бумага.
Технологическая линия расфасовки масла следующая: загрузка масла в бункер, подача УМ, перенос развертки на формующую матрицу, проверка матрицы, образование коробки и укладка ее на формующий стол (рис. 3). Дозировка определенной порции продукта в коробку, загибка краев, подпрессовка и окончательная заделка брикета, подача брикета на транспортную ленту и готовые брикеты на склад [4].
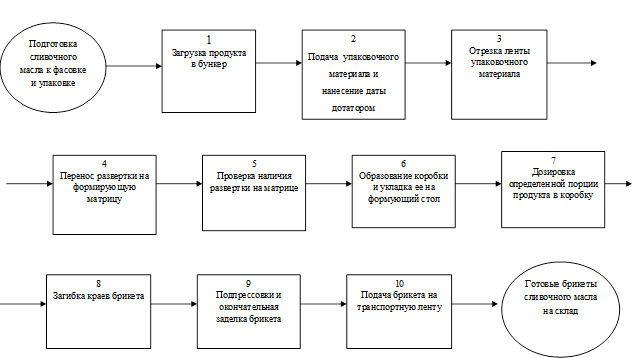 Рис. 3. Технологическая схема упаковки маслодельных продуктов в кашированную фольгу
Рис. 3. Технологическая схема упаковки маслодельных продуктов в кашированную фольгу
Линия состоит из следующего оборудования: установка нарезки масла SLP, гомогенизатор OGA, фасовочно-упаковочный автомат АRМ, укладчик брикетов ВS. Производительность линии — до 1 тонны / час
Представим основное оборудование и его характеристики. Установка нарезки масла SLP предназначена для нарезки сливочного масла, поставляемого крупными блоками и подачи нарезанного масла в гомогенизатор типа ОGА [5].

Рис. 4. Установка нарезки масла SLP
Производительность (регулируемая), кг/час: 400…1800
Максимальное быстродействие ножа гильотины (регулируемое), циклов/мин: 20
Максимальная подача масла (регулируемая), мм на один ход ножа: 40
Максимальное количество заготовок масла на столе, шт. (при размерах 380 х 260 х Н 230 и весе 20 кг): 3
При фасовке сливочного масла настоятельно рекомендуем применение гомогенизатора. Гомогенизация производится с целью улучшения консистенции масла и стойкости вкуса в условиях хранения. При этом происходит уменьшение потери влаги при мелкой расфасовке и улучшение внешнего вида брикетов расфасованного масла. [5]

Рис. 5. Гомогенизатор
Автоматы для упаковки APM 02. Фасовочные автоматы АРМ могут работать на поточных линиях, а также независимо от другого оборудования.

Рис. 6. Автомат для упаковки сливочного масла APM -02
Конструктивно автоматы АРМ выполнены так, что все операции фасовки и упаковки продукта происходят по кругу. Основным связующим звеном между рабочими узлами является формующий стол с находящимися на нем восемью гнездами, расположенными равномерно по окружности с шагом 45°. [8]
Расчет себестоимости единицы продукции показал эффективность разработанной технологической линии. Данная линия может использоваться на любом малом или крупном предприятии.
Таким образом, в результате проделанной работы была разработана технологическая линия упаковки сливочного масла в кашированную фольгу, а также проведен расчет экономической целесообразности предлагаемого проекта.
Литература:
1. Белоусов А. П. Физико-химические процессы в производстве масла сбиванием сливок. — М.: Легкая и пищевая промышленность, 1984
2. ГОСТ 37–91 Масло коровье. Технические условия. — М.: Госкомиздат
3. Ефремов Н. Ф., Колесниченко М. Г. Технология упаковочных процессов. Учеб.пособие/ Моск. гос. ун-т печати. — М.: МГУП, 2011. –350 с.
4. Журнал «Молочная промышленность». «Тенденции, особенности и перспективы развития молочной промышленности России», Харитонов В. Д., Незнанов Ю. А., Январь 2010г.
5. Иванов С. Н. Технология бумаги. Изд. 3-е, М. Школа бумаги, 2006, 696 с.
7. Мишурина О. А., Чупрова Л. В., Муллина Э. Р. Исследование влияния химического состава углеводородной части различных видов целлюлозных волокон на физико-механические свойства бумаг для гофрирования // Актуальные проблемы гуманитарных и естественных наук. 2013. № 8. С. 52–55.
8. Мишурина О. А., Чупрова Л. В., Муллина Э. Р., Ершова О. В. Исследование влияние качества исходного сырья на прочностные свойства картонных втулок // Современные проблемы науки и образования. 2014. № 1. С. 254. URL: www.science-education.ru/115–12226 (дата обращения: 21.04.2015).
9. Муллина Э. Р., Мишурина О. А., Чупрова Л. В., Ершова О. В. Влияние химической природы проклеивающих компонентов на гидрофильные и гидрофобные свойства целлюлозных материалов // Современные проблемы науки и образования. — 2014. — № 6. — С. 250; URL: www.science-education.ru/120–16572 (дата обращения: 14.04.2015).
10. Российский рынок упаковки — 2004. Справочник / Сост. Рычило Б. П., Кулинченко С. В., Бойко А. Г. — М.: НП «Упаковочные инициативы», ООО «Инфопак плюс», 2004. — 320 с.
11. Радченко Л. А. Основы метрологии, стандартизации и сертификации в об-щественном питании: Учеб. Пособие. — М., 2009–352 с
12. Райкова Е. Ю., Додонкин Ю. В. Теория товароведения: Учеб. Пособие. — М., 2002–240 с.

