Предложен математический метод определения оптимальных параметров холодной правки стального листа из горячекатаного рулона на листоправильной машине испанской фирмы Fagor Arrasate. Расчеты позволяют определить вид и кривизну нейтральной линии стального листа при правке, а также остаточную кривизну листа после правки в зависимости от радиуса рабочих роликов, шага между роликами правильной машины, величины обжатия листа верхними роликами, толщины листа, а также модуля Юнга, предела текучести и модуля упрочнения металла листа. Результаты исследований могут быть использованы на металлургических заводах при производстве стального листа из горячекатанного рулона.
Ключевые слова: горячекатаный стальной рулон, остаточные напряжения, кривизна поверхности листа, многороликовые листоправильные машины, модель упругопластической среды.
Производство труб большого диаметра из широкого толстого стального листа. Магистральный трубопроводный транспорт нефти и газа является важнейшей частью экономики России. Магистральные трубопроводы состоят из последовательно сваренных труб большого диаметра, которые производят из широкого толстого стального листа. Листовой прокат обязательно правят в листоправильных многороликовых машинах для устранения дефектов поверхности листа [1-6]. Для обеспечения высоких требований к эксплуатации магистральных трубопроводов в практике трубного производства утвердился процесс формовки трубной заготовки из стального листа по схеме JСOE, разработанный немецкой фирмой SMS Meer [1-3, 7-20].
Дефект образования гофра продольной кромки стального листа на кромкогибочном прессе SMS Meer изучался в работах [1, 2, 7-16], вредное влияние остаточных напряжений в стенке стального листа после трубоформовочного пресса SMS Meer на процесс экспандирования трубы − в [1, 2, 18], дефект «точка перегиба» при изгибе стального листа на трубоформовочном прессе SMS Meer − в [1, 2, 19], дефект несплавления сварного продольного шва при сборке трубы − в [1, 2, 21], дефект стального листа раскатной пригар с риской - в [1, 2, 22]. Процессы прокатки стального листа для производства труб изучались в работах [23-27], энергосиловые параметры при формовке листовых заготовок - в [1-3, 12, 28-33].
Правка листа на пятироликовой листоправильной машине фирмы Fagor Arrasate. Основная задача технологии правки листа − рассчитать оптимальные режимы обжатия листовой заготовки рабочими роликами листоправильных машин таким образом, чтобы на выходе из машины лист имел минимальные остаточные напряжения и кривизну.
На рис. 1 показана кинематическая схема линии предварительной правки стального листа из горячекатаного рулона, где 1 − гидроцилиндры, 2 − передвижной разматыватель рулона с четырехсекционным барабаном для фиксации рулона, 3 − горячекатаный стальной рулон, 4 − прижимная балка с приводным роликом и наружной подшипниковой опорой, 5 − механизм для исправления кривизны рулона, 6 − устройство с выдвижным столом для раскрытия рулона и проводки листа, 7 − тянущие подающие ролики, 8 − направляющие листа, 9 − пятироликовая листоправильная машина (верхние два ролика имеют независимое вертикальное перемещение, нижние три ролика неподвижны), 10 − машина сухой щеточной очистки листа.
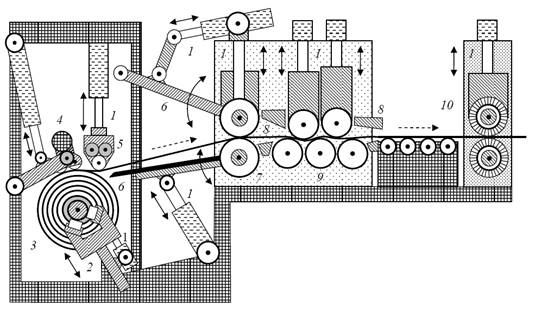
Рис. 1. Кинематическая схема линии предварительной правки стального листа из горячекатаного рулона фирмы Fagor Arrasate
Пусть t − шаг между нижними роликами, H2 и H4 − величины обжатия срединной поверхности стального листа на втором и четвертом роликах, h − толщина стального листа, R − радиус рабочих роликов, R0 = R + h/2; σT, E, Пр и Пс − предел текучести, модуль Юнга и модули упрочнения стали при растяжении и сжатии; ρi и εi = 1/ρi − радиусы кривизны и кривизна срединной линии листа в точках касания листа с роликами, φi − углы точек касания листа и роликов (i = 1 … 5) (рис. 2).
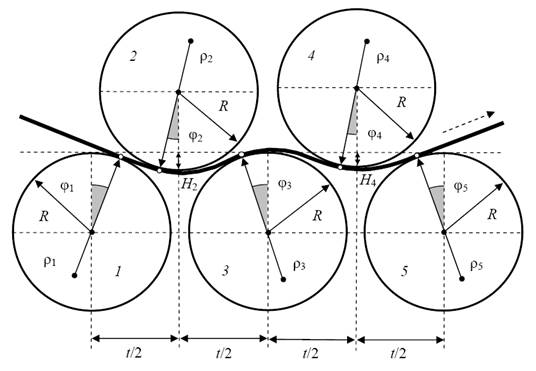
Рис. 2. Правка стального листа между пятью роликами листоправильной машины
Коэффициент пружинения нейтральной линии листа при радиусе кривизны ρ равен

Введем пять локальных прямоугольных декартовых систем координат y−z в точках касания листа с рабочими роликами листоправильной машины. Оси z направим по касательной к поверхности роликов слева направо, а оси y − перпедикулярно к оси z в сторону центров соответствующих роликов. Будем аппроксимировать в этих системах координат нейтральную линию листа (между соседними точками касания листа и роликов) с помощью кубических полиномов вида y(z) = a z2 − b z3 (метод Шинкина). Отметим, что первые два коэффициента этих полиномов равны нулю, так как лист касается роликов в начале систем координат. Обозначим ai и bi − коэффициенты кубических полиномов в i − ой системе координат. Составим уравнения для коэффициентов кубических полиномов, кривизны и радиусов кривизны нейтральной линии листа в точках касания листа с роликами.
Первый и второй ролики




Второй и третий ролики




Третий и четвертый ролики




Четвертый и пятый ролики




Граничные условия задачи имеют вид

Результаты расчетов. Решая систему уравнений при t = 0,27 м, R = 0,125 м, h = 0,01 м, E = 2∙1011 Па, σT = 500∙106 Па, H2 = 0,024 м, H4 = −0,002 м и ρ1 = ∞ м, получаем ρ2 = 0,172 м, ρ3 = −0,295 м, ρ4 = 2,482 м, ρ5 > 1010 м, φ1 = 16,89°, φ2 = −3,89°, φ3 = 10,80°, φ4 = 1,93° и φ5 = −0,31°. На рис. 3 показана зависимость кривизны нейтральной линии листа при правке на пятироликовой листоправильной машине. По оси абсцисс отложена продольная ось листа, а по оси ординат − кривизна продольных волокон срединной линии листа. Точки локальных экстремумов кривизны соответствуют точкам касания листа с рабочими роликами листоправильной машины.
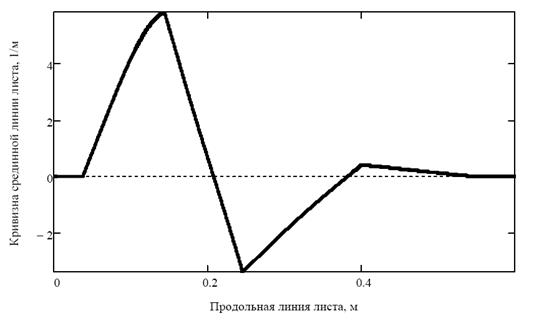
Рис. 3. Кривизна срединной линии листа при правке на пятироликовой листоправильной машине
Деформация листа на участке 1−2−3-ий ролики служит для частичного снятия остаточных напряжений внутри листа и приведения кривизны листа на третьем ролике к некоторому почти постоянному значению вне зависимости от начальной кривизны листа на первом ролике. Деформация листа на участке 3−4−5-ый ролики служит для придания листу плоской формы после его правки на пятироликовой листоправильной машине.
Литература:
1. Шинкин В.Н. Механика сплошных сред для металлургов. - М: Изд. Дом МИСиС, 2014. - 628 с.
2. Шинкин В.Н. Сопротивление материалов для металлургов. - М: Изд. Дом МИСиС, 2013. - 655 с.
3. Шинкин В.Н. Сопротивление материалов. Простые и сложные виды деформаций в металлургии. - М: Изд. Дом МИСиС, 2008. - 307 с.
4. Шинкин В.Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42-20.
5. Шинкин В.Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2014. № 8. С. 26-34.
6. Шинкин В.Н., Барыков А.М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан-5000 // Производство проката. 2014. № 5. С. 7-15.
7. Шинкин В.Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. Вып. 6. С. 171−174.
8. Шинкин В.Н., Коликов А.П. Формовка листовой заготовки в кромкогибочном прессе и условие возникновение гофра при производстве труб магистральных трубопроводов // Производство проката. 2011. № 4. С. 14−22.
9. Шинкин В.Н., Коликов А.П. Упругопластическое изменение металла на кромкогибочном прессе при формовке труб большого диаметра // Сталь. 2011. № 6. С. 53-56.
10. Shinkin V.N., Kolikov A.P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528-531.
11. Шинкин В.Н., Коликов А.П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Черная металлургия. 2011. № 9. С. 45-49.
12. Шинкин В.Н. Математическое моделирование процессов производства труб большого диаметра для магистральных трубопроводов // Вестник Саратовского государственного технического университета. 2011. № 4 (62). Вып. 4. С. 69−74.
13. Шинкин В.Н., Коликов А.П., Барыков А.М. Технологические расчеты процессов производства труб большого диаметра по технологии SMS Meer // Металлург. 2011. № 11. С. 77−81.
14. Shinkin V.N., Kolikov A.P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 11-12. P. 833-840.
15. Шинкин В.Н., Коликов А.П. Моделирование процесса формовки заготовки для труб большого диаметра // Сталь. 2011. № 1. С. 54−58.
16. Shinkin V.N., Kolikov A.P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 61-66.
17. Шинкин В.Н., Барыков А.М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMS Meer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
18. Шинкин В.Н., Коликов А.П., Мокроусов В.И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
19. Шинкин В.Н. Критерий перегиба в обратную сторону свободной части листовой заготовки на трубоформовочном прессе SMS Meer при производстве труб большого диаметра // Производство проката. 2012. № 9. С. 21−26.
20. Шинкин В.Н., Коликов А.П. Моделирование процессов экспандирования и гидроиспытания труб большого диаметра для магистральных трубопроводов // Производство проката. 2011. № 10. С. 12−19.
21. Шинкин В.Н., Барыков А.М., Коликов А.П., Мокроусов В.И. Критерий разрушения труб большого диаметра при несплавлении сварного соединения и внутреннем давлении // Производство проката. 2012. № 2. С. 14−16.
22. Шинкин В.Н., Мокроусов В.И. Критерий разрыва труб газонефтепроводов при дефекте раскатной пригар с риской // Производство проката. 2012. № 12. С. 19-24.
23. Бельский С.М., Третьяков В.А., Барышев В.В., Кудинов С.В. Исследование процесса формирования ширины сляба в черновой группе широкополосного стана // Известия высших учебных заведений. Черная металлургия. 1998. № 1. С. 24-29.
24. Скороходов В.Н., Чернов П.П., Мухин Ю.А., Бельский С.М. Математическая модель процесса свободного уширения при прокатке полос // Сталь. 2001. № 3. С. 38−40.
25. Скороходов В.Н., Мухин Ю.А., Бельский С.М., Мазур С.И. Особенности профилировок рабочих валков для клетей с осевой сдвижкой. Сообщение 1 // Производство проката. 2007. № 12. С. 17−19.
26. Скороходов В.Н., Мухин Ю.А., Бельский С.М., Мазур С.И. Особенности профилировок рабочих валков для клетей с осевой сдвижкой. Сообщение 2 // Производство проката. 2008. № 1. С. 21-24.
27. Бельский С.М. О некоторых эффектах применения осевой сдвижки рабочих валков // Производство проката. 2008. № 7. С. 21−24.
28. Бровман Т.В. Определение усилий при вдавливании цилиндрического пуансона в заготовку // Известия высших учебных заведений. Черная металлургия. 1997. № 1. С. 44-47.
29. Бровман Т.В. Определение усилий при листовой штамповке // Вестник машиностроения. 2004. № 3. С. 60-61.
30. Бровман Т.В. Энергосиловые параметры при деформации листовых заготовок» // Производство проката. 2012. № 6. С. 27-32.
31. Бровман Т.В., Васильев М.Г. Модель численных расчетов искусственной анизотропии при деформации тонколистового материала // Вестник Тверского государственного университета. Серия: Прикладная математика. 2014. № 2. С. 25-32.
32. Бровман Т.В., Кутузов А.А. О выборе режимов изгиба при вальцовке заготовок // Производство проката. 2014. № 12. С. 29-32.
33. Бровман Т.В., Кутузов А.А. Определение усилий подгибки в штампах кромок стальных кольцевых заготовок // Производство проката. 2015. № 2. С. 18-23.

