Предложен математический метод определения оптимальных технологических параметров гибки металлического листа на трехвалковых вальцах. Результаты исследований могут быть использованы на металлургических заводах при производстве металлических труб.
Ключевые слова: металлический лист, трехвалковые вальцы, упругопластическая деформация.
Листогибочные вальцы. Для получения изделий различной конфигурации из металлического листа используют множество приспособлений. Одно из них - листогибочные вальцы, которые можно классифицировать по нескольким признакам: по количеству валков (двух-, трёх- и чертырёхвалковые), по типу привода (механические, пневматические, электромеханические и гидравлические) и по взаимному расположению валков (симметричные и несимметричные/асимметричные).
Трехвалковые вальцы (рис. 1) применяются для производства изделий цилиндрической, овальной и конической формы путем гибки листового металла. С помощью них изготавливают трубы, желоба, элементы воздуховодов, обечайки, бочки и всевозможные кожухи.

Рис. 1. Трехвалковые вальцы c гидравлическим приводом
Принцип работы трехвалковых вальцов основан на противоположно направленном вращении валков, благодаря которому происходит захват листового материала и его гибка по заданному радиусу. Для облегчения подачи листов и выемки изделий, согнутых в замкнутую окружность, трехвалковые вальцы комплектуются съемным и регулируемым по прижиму передним валом.
Деформация металлического листа на трехвалковых вальцах. Пусть t - шаг между нижними валками, H2 - величина обжатия срединной поверхности листа на втором валке, h - толщина листа, R - радиус рабочих валков, R0 = R + h/2; σT, E, Пр и Пс - предел текучести, модуль Юнга и модули упрочнения металла при растяжении и сжатии; ρi и εi = 1/ρi - радиусы кривизны и кривизна срединной линии листа в точках ее касания с валками, φi - углы точек касания листа и валков (i = 1, 2, 3) (рис. 2).
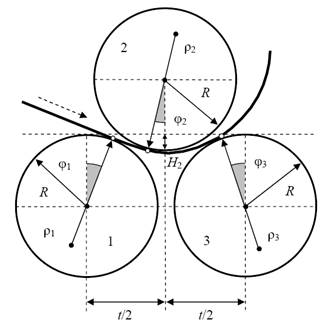
Рис. 2. Схема гибки металлического листа на трехвалковых вальцах
Коэффициент пружинения нейтральной линии листа при радиусе кривизны ρ равен [1-3]

Введем две локальные прямоугольные декартовые системы координат y−z в точках касания листа с валками вальцов. Оси z направим по касательной к поверхности валков слева направо, а оси y − перпендикулярно к оси z в сторону центров соответствующих валков. Будем аппроксимировать в этих системах координат нейтральную линию листа (между соседними точками касания листа и валков) с помощью кубических полиномов вида y(z) = a z2 − b z3 (метод Шинкина [1, 2]). Обозначим ai и bi − коэффициенты кубических полиномов в i -ой системе координат.
Составим уравнения для коэффициентов кубических полиномов, кривизны и радиусов кривизны нейтральной линии листа в точках его касания с валками.
Первый и второй валки:




Второй и третий валки:




Граничные условия задачи имеют вид

Результаты расчетов. Решая систему уравнений при t = 0,27 м, R = 0,125 м, h = 0,01 м, E = 2∙1011 Па, σт = 500∙106 Па, H2 = 0,024 м и ρ1 = ∞ м, получаем ρ2 = 0,225 м, ρ3=−0,272 м, φ1=15,83°, φ2=3,16°, φ3=20,63° (рис. 3).
Производство труб из стального листа. В практике производства труб большого диаметра для магистральных газонефтепроводов утвердился процесс формовки трубной заготовки из толстого стального листа по схеме JСOE [1-37]. Перед формовкой труб стальной лист правят на многороликовых (многовалковых) листоправильных машинах [33-36]. Дефект образования гофра продольной кромки стального листа на кромкогибочном прессе изучался в работах [1, 2, 10-22], вредное влияние остаточных напряжений в стенке стального листа после трубоформовочного пресса на процесс экспандирования трубы − в [1, 2, 23], дефект «точка перегиба» при изгибе стального листа на трубоформовочном прессе − в [1, 2, 25], дефект несплавления сварного продольного шва при сборке трубы − в [1, 2, 31], дефект стального листа раскатной пригар с риской - в [1, 2, 32], процессы прокатки стального листа для производства труб - в [38-47].
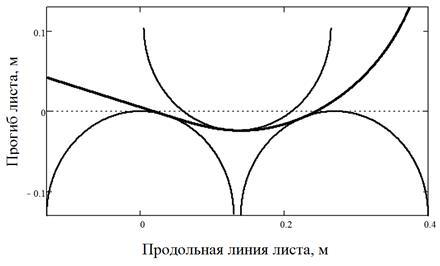
Рис. 3. Срединная линия листа между тремя валками вальцов
Литература:
1. Шинкин В. Н. Механика сплошных сред для металлургов. - М: Изд. Дом МИСиС, 2014. - 628 с.
2. Шинкин В. Н. Сопротивление материалов для металлургов. - М: Изд. Дом МИСиС, 2013. - 655 с.
3. Шинкин В. Н. Сопротивление материалов. Простые и сложные виды деформаций в металлургии. - М: Изд. Дом МИСиС, 2008. - 307 с.
4. Шинкин В. Н. Теоретическая механика для металлургов. - М: Изд. Дом МИСиС, 2012. - 679 с.
5. Шинкин В. Н. Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 8 (88). С. 344-349.
6. Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Молодой ученый. 2015. № 9 (89). С. 359-365.
7. Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 10 (90). С. 361-366.
8. Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы SMS Siemag на металлургическом комплексе стан 5000 // Молодой ученый. 2015. № 11 (91). С. 467–472.
9. Шинкин В. Н. Четырехроликовый режим холодной правки толстого стального листа на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 12 (92).
10. Шинкин В. Н., Уандыкова С. К. Гибка стальной листовой заготовки на кромкогибочном прессе при производстве труб большого диаметра // Известия Кыргызского государственного технического университета им. И. Раззакова. 2009. № 16. С. 110−112.
11. Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. Вып. 6. С. 171−174.
12. Шинкин В. Н., Коликов А. П. Моделирование процесса пластического формоизменения листовой заготовки для производства труб большого диаметра // Обработка металлов давлением, 2011. № 3(28). С. 7-11.
13. Шинкин В. Н., Коликов А. П. Формовка листовой заготовки в кромкогибочном прессе и условие возникновение гофра при производстве труб магистральных трубопроводов // Производство проката. 2011. № 4. С. 14−22.
14. Шинкин В. Н., Коликов А. П. Упругопластическое изменение металла на кромкогибочном прессе при формовке труб большого диаметра // Сталь. 2011. № 6. С. 53-56.
15. Shinkin V. N., Kolikov A. P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528-531.
16. Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Черная металлургия. 2011. № 9. С. 45-49.
17. Шинкин В. Н. Математическое моделирование процессов производства труб большого диаметра для магистральных трубопроводов // Вестник Саратовского государственного технического университета. 2011. № 4 (62). Вып. 4. С. 69−74.
18. Шинкин В. Н., Коликов А. П., Барыков А. М. Технологические расчеты процессов производства труб большого диаметра по технологии SMS Meer // Металлург. 2011. № 11. С. 77−81.
19. Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 11-12. P. 833-840.
20. Шинкин В. Н., Коликов А. П. Моделирование процесса формовки заготовки для труб большого диаметра // Сталь. 2011. № 1. С. 54−58.
21. Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 61-66.
22. Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMS Meer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13−20.
23. Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25−29.
24. Шинкин В. Н., Коликов А. П. Моделирование процессов экспандирования и гидроиспытания труб большого диаметра для магистральных трубопроводов // Производство проката. 2011. № 10. С. 12−19.
25. Шинкин В. Н. Критерий перегиба в обратную сторону свободной части листовой заготовки на трубоформовочном прессе SMS Meer при производстве труб большого диаметра // Производство проката. 2012. № 9. С. 21−26.
26. Шинкин В. Н. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь. 2015. № 4. С. 38−42.
27. Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMS Meer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 3 (74). Часть 1. С. 64-67.
28. Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 4 (75). Часть 1. С. 114-119.
29. Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 5 (76).
30. Шинкин В. Н. Расчет усилий трубоформовочного пресса SMS Meer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 6 (77).
31. Шинкин В. Н., Барыков А. М., Коликов А. П., Мокроусов В. И. Критерий разрушения труб большого диаметра при несплавлении сварного соединения и внутреннем давлении // Производство проката. 2012. № 2. С. 14−16.
32. Шинкин В. Н., Мокроусов В. И. Критерий разрыва труб газонефтепроводов при дефекте «раскатной пригар с риской» // Производство проката. 2012. № 12. С. 19-24.
33. Шинкин В. Н., Федотов О. В. Расчет технологических параметров правки горячекатаной рулонной полосы на пятироликовой машине линии Fagor Arrasate // Производство проката. 2013. № 9. С. 43-48.
34. Шинкин В. Н., Барыков А. М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан 5000 // Производство проката. 2014. № 5. С. 7-15.
35. Шинкин В. Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2014. № 8. С. 26-34.
36. Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42−48.
37. Пермичев Н. Ф., Барыков А. М., Палева О. А. Управление инновационным потенциалом предприятия. - Нижний Новгород: Изд. ВВАГС, 2008. - 83 с.
38. Скороходов В. Н., Чернов П. П., Мухин Ю. А., Бельский С. М. Математическая модель процесса свободного уширения при прокатке полос // Сталь. 2001. № 3. С. 38−40.
39. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Нейтральные углы при прокатке в валках неравных диаметров, вращающихся с одинаковой угловой скоростью // Производство проката. 2006. № 5. С. 2−6.
40. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Контактное давление при тонколистовой прокатке в валках неравных диаметров, вращающихся с одинаковой угловой скоростью // Производство проката. 2007. № 2. С. 15−20.
41. Мухин Ю. А., Бельский С. М. О допустимости одного упрощения при анализе процесса несимметричной тонколистовой прокатки // Производство проката. 2007. № 7. С. 11−13.
42. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Энергетический баланс и величина нейтральных углов при прокатке в валках неравных диаметров // Производство проката. 2007. № 9. С. 15−18.
43. Бельский С. М., Мухин Ю. А., Нейтральные углы и контактное давление при тонколистовой прокатке со скоростной асимметрией // Производство проката. 2007. № 11. С. 13−17.
44. Скороходов В. Н., Мухин Ю. А., Бельский С. М., Мазур С. И. Особенности профилировок рабочих валков для клетей с осевой сдвижкой. Сообщение 1 // Производство проката. 2007. № 12. С. 17−19.
45. Бельский С. М. Влияние формы эпюры переднего удельного натяжения на распределение давления прокатки и выходных напряжений по ширине полосы // Известия высших учебных заведений. Черная металлургия. 2008. № 1. С. 43-46.
46. Скороходов В. Н., Мухин Ю. А., Бельский С. М., Мазур С. И. Особенности профилировок рабочих валков для клетей с осевой сдвижкой. Сообщение 2 // Производство проката. 2008. № 1. С. 21-24.
47. Бельский С. М. О некоторых эффектах применения осевой сдвижки рабочих валков // Производство проката. 2008. № 7. С. 21-24.

