Для процесса производства труб большого диаметра по технологии SMS Meer получен аналитический критерий возникновения дефекта перегиба заготовки при ее изгибе на трубоформовочном прессе.
Ключевые слова: стальные трубы большого диаметра, трубоформовочный пресс, радиус кривизны заготовки, овальность трубы.
Дефект перегиба при формовке заготовки. При формовке заготовки на прессе пошаговой формовки SMS Meer из-за больших изгибающих моментов от свободно весящей в воздухе части заготовки может возникать дефект перегиба — необратимый пластический изгиб заготовки в сторону, противоположную нормальному изгибу трубы.
Пусть h — толщина заготовки, α1 и α2 — углы контакта листовой заготовки с бойками; sт и γ — предел текучести (Па) и плотность металла заготовки (кг/м3), g — ускорение свободного падения (g = 9,81 м/с2).
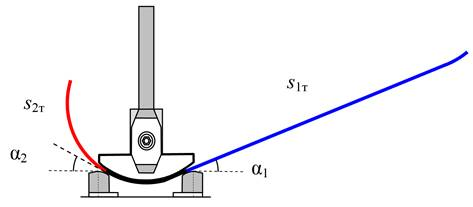
Рис. 1. Пошаговая формовка левой части заготовки
Первый случай перегиба. Рассмотрим перегиб плоской свободной части заготовки при ее формовке слева направо (рис. 1). В этом случае перегиб заготовки о бойки в обратную сторону возникает, если поперечная длина свободной части заготовки s1 больше s1т:
где μ — безразмерный коэффициент, учитывающий силы инерции при изгибе заготовки.
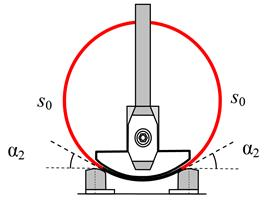
Рис. 2. Последний удар формовочного ножа по центру заготовки
Второй случай перегиба. Рассмотрим перегиб свободной цилиндрической части заготовки при ее формовке слева направо и справа налево (рис. 1-3). В этом случае перегиб заготовки о бойки в обратную сторону возникает, если длина цилиндрического участка свободной части заготовки s2 больше s2т, которая определяется из нелинейного уравнения:
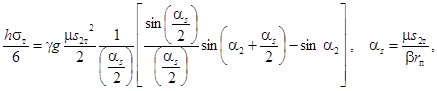
где b - коэффициент пружинения стальной заготовки, rп - радиус пуансона.
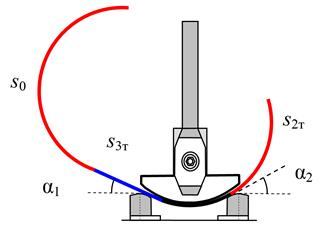
Рис. 3. Пошаговая формовка правой части заготовки
Третий случай перегиба. Рассмотрим перегиб изогнутой свободной части заготовки, состоящей из прямолинейного участка длинной s3 и цилиндрического участка длинной s0 (рис. 3). В этом случае перегиб заготовки о бойки в обратную сторону возникает, если длина s3 больше s3т, которая определяется из квадратного уравнения:


На рис. 4 показана некачественная овальность стенки трубы после формовки на трубоформовочном прессе SMS Meer.
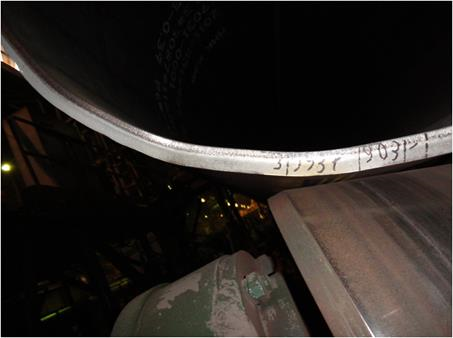
Рис. 4. Некачественная овальность стенки трубы после трубоформовочного пресса
Наиболее опасным является первый шаг изгиба заготовки слева направо на трубоформовочном прессе, при котором возникает максимальный изгибающий момент от свободной части заготовки.
Величина подгибаемой кромки заготовки Lкр на кромкогибочном прессе в зависимости от размеров калибровочного инструмента может изменяться от 187,6 мм до 503,7 мм. Пусть B — ширина трубной заготовки, Lм — расстояние между бойками, кромкогибочного пресса SMS Meer. Положим «диаметр» D = B/π. Длина свободной части заготовки s1 на первом шаге ее изгиба на трубоформовочном прессе равна s1 = B — ΔS = πD — ΔS, где ΔS = k Lм / 2 + Lкр, 0 < k ≤ 1.
Максимальный диаметр Dmax, который можно получить на трубоформовочном прессе без дефекта перегиба заготовки, равен
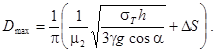
Значения Dmax при Lм = 461,5 мм, Lкр =432 мм, k = 1 (ΔS = 662,75 мм) приведены в таблице 1.
Таблица 1
Максимальный диаметр трубы при изгибе заготовки на трубоформовочном прессе без дефекта перегиба
|
|
Dmax, мм | ||
|
h, мм |
sт = 400 МПа |
sт = 450 МПа |
sт = 500 МПа |
|
2 |
802,4 |
838,3 |
872,2 |
|
3 |
935,3 |
979,2 |
1020,8 |
|
4 |
1047,4 |
1098,1 |
1146,1 |
|
5 |
1146,1 |
1202,8 |
1256,5 |
|
6 |
1235,3 |
1297,5 |
1356,3 |
|
7 |
1317,4 |
1384,5 |
1448,0 |
|
8 |
1393,8 |
1465,6 |
1533,4 |
|
9 |
1465,6 |
1541,7 |
1613,7 |
|
10 |
1533,4 |
1613,7 |
1689,5 |
|
11 |
1598,0 |
1682,1 |
1761,7 |
|
12 |
1659,7 |
1747,5 |
1830,7 |
Минимальная толщина стенки трубы hmin, при которой можно получить трубную заготовку диаметром D на трубоформовочном прессе без дефекта перегиба, равна
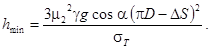
Значения hmin при ΔS = 662,75 мм приведены в таблице 2.
Таблица 2
Минимальная толщина стенки трубы при изгибе заготовки на трубоформовочном прессе без дефекта перегиба
|
|
hmin, мм | ||
|
D, мм |
sт = 400 МПа |
sт = 450 МПа |
sт = 500 МПа |
|
1020 |
3,74 |
3,33 |
2,99 |
|
1220 |
5,82 |
5,17 |
4,66 |
|
1420 |
8,36 |
7,43 |
6,69 |
Производственные дефекты стальных труб. Новейшими технологиями производства прямошовных одношовных труб большого диаметра являются процессы по схеме JСОE [1-46]. Перед формовкой труб стальной лист правят на листоправильных машинах [1, 2, 6-12]. Дефект образования гофра продольной кромки стального листа на кромкогибочном прессе изучался в работах [1, 2, 15-22], дефект несплавления сварного продольного шва при сборке трубы — в [1, 2, 13], дефект остаточных напряжений стального листа после трубоформовочного пресса - в [1, 2, 28], дефект стального листа раскатной пригар с риской - в [1, 2, 14], процессы прокатки стального листа для производства труб - в [47-57].
Литература:
1. Шинкин В. Н. Сопротивление материалов для металлургов. — М: Изд. Дом МИСиС, 2013. — 655 с.
2. Шинкин В. Н. Механика сплошных сред для металлургов. — М: Изд. Дом МИСиС, 2014. — 628 с.
3. Шинкин В. Н. Сопротивление материалов. Простые и сложные виды деформаций в металлургии. — М: Изд. Дом МИСиС, 2008. — 307 с.
4. Шинкин В. Н. Теоретическая механика для металлургов. — М: Изд. Дом МИСиС, 2012. — 679 с.
5. Буланов Э. А., Шинкин В. Н. Механика. Вводный курс. — М.: БИНОМ. Лаборатория знаний, 2013. — 172 с.
6. Шинкин В. Н. Математическая модель правки стальной полосы на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 8 (88). С. 344–349.
7. Шинкин В. Н. Правка толстой стальной полосы на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Молодой ученый. 2015. № 9 (89). С. 359–365.
8. Шинкин В. Н. Расчет технологических параметров правки тонкой стальной полосы на пятнадцатироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 10 (90). С. 361–366.
9. Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы SMS Siemag на металлургическом комплексе стан 5000 // Молодой ученый. 2015. № 11 (91). С. 467–472.
10. Шинкин В. Н. Четырехроликовый режим холодной правки толстого стального листа на пятироликовой листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 12 (92). С. 356–361.
11. Шинкин В. Н. Упругопластическая деформация металлического листа на трехвалковых вальцах // Молодой ученый. 2015. № 13 (93). С. 225–229.
12. Шинкин В. Н. Шестироликовый режим предварительной правки стальной полосы на листоправильной машине фирмы Fagor Arrasate // Молодой ученый. 2015. № 14 (94). С. 205–211.
13. Шинкин В. Н. Определение критических давлений магистральных газонефтепроводов при частичном несплавлении продольного сварного шва стальных толстостенных труб // Молодой ученый. 2015. № 15 (95). С. 222–227.
14. Шинкин В. Н. Критерий разрушения труб при дефекте раскатной пригар // Молодой ученый. 2015. № 16 (96).
15. Шинкин В. Н. Гофр продольной кромки листа при его формовке на кромкогибочном прессе // Машиностроение и безопасность жизнедеятельности. 2009. Вып. 6. С. 171–174.
16. Шинкин В. Н., Уандыкова С. К. Гибка стальной листовой заготовки на кромкогибочном прессе при производстве труб большого диаметра // Известия Кыргызского государственного технического университета им. И. Раззакова. 2009. № 16. С. 110–112.
17. Шинкин В. Н., Коликов А. П. Моделирование процесса формовки заготовки для труб большого диаметра // Сталь. 2011. № 1. С. 54–58.
18. Шинкин В. Н., Коликов А. П. Моделирование процесса пластического формоизменения листовой заготовки для производства труб большого диаметра // Обработка металлов давлением, 2011. № 3(28). С. 7–11.
19. Шинкин В. Н., Коликов А. П. Формовка листовой заготовки в кромкогибочном прессе и условие возникновение гофра при производстве труб магистральных трубопроводов // Производство проката. 2011. № 4. С. 14–22.
20. Шинкин В. Н. Математическое моделирование процессов производства труб большого диаметра для магистральных трубопроводов // Вестник Саратовского государственного технического университета. 2011. № 4 (62). Вып. 4. С. 69–74.
21. Шинкин В. Н., Коликов А. П. Упругопластическое формоизменение металла на кромкогибочном прессе при формовке труб большого диаметра // Сталь. 2011. № 6. С. 53–56.
22. Шинкин В. Н., Коликов А. П. Модель пластического формоизменения кромок листовой заготовки при производстве труб большого диаметра для магистральных трубопроводов // Известия вузов. Черная металлургия. 2011. № 9. С. 45–49.
23. Шинкин В. Н., Коликов А. П. Моделирование процессов экспандирования и гидроиспытания труб большого диаметра для магистральных трубопроводов // Производство проката. 2011. № 10. С. 12–19.
24. Шинкин В. Н., Коликов А. П., Барыков А. М. Технологические расчеты процессов производства труб большого диаметра по технологии SMS Meer // Металлург. 2011. № 11. С. 77–81.
25. Shinkin V. N., Kolikov A. P. Simulation of the shaping of blanks for large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 1. P. 61–66.
26. Shinkin V. N., Kolikov A. P. Elastoplastic shaping of metal in an edge-ending press in the manufacture of large-diameter pipe // Steel in Translation. 2011. Vol. 41. No. 6. P. 528–531.
27. Шинкин В. Н., Барыков А. М., Коликов А. П., Мокроусов В. И. Критерий разрушения труб большого диаметра при несплавлении сварного соединения и внутреннем давлении // Производство проката. 2012. № 2. С. 14–16.
28. Шинкин В. Н., Коликов А. П., Мокроусов В. И. Расчет максимальных напряжений в стенке трубы при экспандировании с учетом остаточных напряжений заготовки после трубоформовочного пресса SMS Meer // Производство проката. 2012. № 7. С. 25–29.
29. Шинкин В. Н. Критерий перегиба в обратную сторону свободной части листовой заготовки на трубоформовочном прессе SMS Meer при производстве труб большого диаметра // Производство проката. 2012. № 9. С. 21–26.
30. Шинкин В. Н., Мокроусов В. И. Критерий разрыва труб газонефтепроводов при дефекте раскатной пригар с риской // Производство проката. 2012. № 12. С. 19–24.
31. Shinkin V. N., Kolikov A. P. Engineering calculations for processes involved in the production of large-diameter pipes by the SMS Meer technology // Metallurgist. 2012. Vol. 55. Nos. 11–12. P. 833–840.
32. Шинкин В. Н., Федотов О. В. Расчет технологических параметров правки стальной горячекатаной рулонной полосы на пятироликовой машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2013. № 9. С. 43–48.
33. Шинкин В. Н., Барыков А. М. Расчет технологических параметров холодной правки стального листа на девятироликовой машине SMS Siemag металлургического комплекса стан 5000 // Производство проката. 2014. № 5. С. 7–15.
34. Шинкин В. Н. Расчет технологических параметров правки стального листа на одиннадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2014. № 8. С. 26–34.
35. Шинкин В. Н., Барыков А. М. Расчет формы трубной заготовки при гибке на кромкогибочном и трубоформовочном прессах фирмы SMS Meer при производстве труб большого диаметра по схеме JCOE // Производство проката. 2014. № 12. С. 13–20.
36. Шинкин В. Н., Борисевич В. Г., Федотов О. В. Холодная правка стального листа в четырехроликовой листоправильной машине // В сборнике: Глобализация науки: проблемы и перспективы. Том 2. — Уфа: Башкирский государственный университет, 2014. — С. 119–121.
37. Шинкин В. Н. Математическая модель правки тонкого стального листа на пятнадцатироликовой листоправильной машине линии поперечной резки фирмы Fagor Arrasate // Производство проката. 2015. № 1. С. 42–48.
38. Шинкин В. Н., Барыков А. М. Гибка стального листа на трубоформовочном прессе при производстве труб большого диаметра // Сталь. 2015. № 4. С. 38–42.
39. Шинкин В. Н. Производство труб большого диаметра по схеме JCOE фирмы SMS Meer для магистральных трубопроводов // Актуальные проблемы гуманитарных и естественных наук. 2015. № 3–1. С. 64–67.
40. Шинкин В. Н. Расчет технологических параметров кромкогибочного пресса фирмы SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 4–1. С. 114–119.
41. Шинкин В. Н. Математический критерий возникновения гофра при формовке стальной листовой заготовки на кромкогибочном прессе SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 5–1. С. 96–99.
42. Шинкин В. Н. Расчет усилий трубоформовочного пресса SMS Meer при изгибе плоской толстой стальной заготовки при производстве труб большого диаметра // Актуальные проблемы гуманитарных и естественных наук. 2015. № 6–1. С. 115–118.
43. Шинкин В. Н. Оценка усилий трубоформовочного пресса SMS Meer при изгибе стальной цилиндрической заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 7–1. С. 74–78.
44. Шинкин В. Н., Барыков А. М. Сила давления пуансона трубоформовочного пресса SMS Meer при изгибе частично изогнутой толстой стальной заготовки // Актуальные проблемы гуманитарных и естественных наук. 2015. № 8–1.
45. Шинкин В. Н., Барыков А. М. Математический критерий перегиба стальной заготовки на трубоформовочном прессе SMS Meer // Актуальные проблемы гуманитарных и естественных наук. 2015. № 9–1.
46. Пермичев Н. Ф., Барыков А. М., Палева О. А. Управление инновационным потенциалом предприятия. — Нижний Новгород: Изд. ВВАГС, 2008. — 83 с.
47. Скороходов В. Н., Чернов П. П., Мухин Ю. А., Бельский С. М. Математическая модель процесса свободного уширения при прокатке полос // Сталь. 2001. № 3. С. 38–40.
48. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Нейтральные углы при прокатке в валках неравных диаметров, вращающихся с одинаковой угловой скоростью // Производство проката. 2006. № 5. С. 2–6.
49. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Контактное давление при тонколистовой прокатке в валках неравных диаметров, вращающихся с одинаковой угловой скоростью // Производство проката. 2007. № 2. С. 15–20.
50. Мухин Ю. А., Бельский С. М. О допустимости одного упрощения при анализе процесса несимметричной тонколистовой прокатки // Производство проката. 2007. № 7. С. 11–13.
51. Скороходов В. Н., Мухин Ю. А., Бельский С. М. Энергетический баланс и величина нейтральных углов при прокатке в валках неравных диаметров // Производство проката. 2007. № 9. С. 15–18.
52. Бельский С. М., Мухин Ю. А. Нейтральные углы и контактное давление при тонколистовой прокатке со скоростной асимметрией // Производство проката. 2007. № 11. С. 13–17.
53. Скороходов В. Н., Мухин Ю. А., Бельский С. М., Мазур С. И. Особенности профилировок рабочих валков для клетей с осевой сдвижкой. Сообщение 1 // Производство проката. 2007. № 12. С. 17–19.
54. Бельский С. М. Влияние формы эпюры переднего удельного натяжения на распределение давления прокатки и выходных напряжений по ширине полосы // Известия высших учебных заведений. Черная металлургия. 2008. № 1. С. 43–46.
55. Скороходов В. Н., Мухин Ю. А., Бельский С. М., Мазур С. И. Особенности профилировок рабочих валков для клетей с осевой сдвижкой. Сообщение 2 // Производство проката. 2008. № 1. С. 21–24.
56. Бельский С. М. О некоторых эффектах применения осевой сдвижки рабочих валков // Производство проката. 2008. № 7. С. 21–24.
57. Бельский С. М., Мухин Ю. А., Мазур И. П. Теоретический анализ влияния натяжений на уширение металла при тонколистовой прокатке // Производство проката. 2008. № 11. С. 13–17.

