Введение
Для организации гибкого управления пневмогидравлическими системами (ПГС) двигательных установок (ДУ) универсальных разгонных модулей (УРМ) ракет-носителей (РН) семейства «Ангара» требуются точные средства измерения давления в баках окислителя «О», горючего «Г», шаробаллонах управления (1), наддува баков (2) (показано на рисунке 1) и передачи полученной информации в бортовую систему управления, которая взаимодействует с агрегатами ПГС двигательных установок.
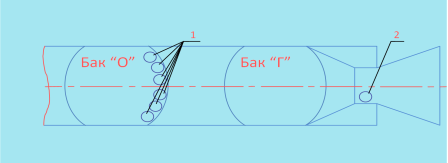
Рис. 1. Элементы РН, требующие точного измерения давления для гибкого управления ПГС ДУ
Для этого Научно-исследовательский институт физических измерений и институт проблем управления Российской академии наук разработал измерительную систему абсолютного давления (ИСАД).
Измерительная система абсолютного давления (ИСАД) предназначена для измерения абсолютного давления в баках и баллонах ПГС РН и выдачи информации об измеренных давлениях. [1]
В общем случае измерительная система абсолютного давления показана на рисунке 2 и состоит из:
— датчиков абсолютного давления (ДАВ 088) поз. 3;
— многоканального цифрового преобразователя (МЦП1) поз. 4;
— межприборного кабеля поз. 5, соединяющего датчики абсолютного давления с МЦП1. [1]
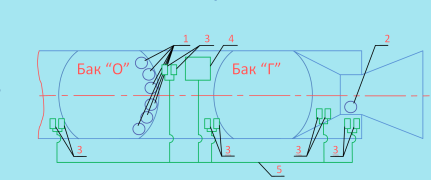
Рис. 2. Схема размещения бортовой аппаратуры ИСАД
Каждый датчик абсолютного давления имеет два тонкопленочных чувствительных элемента (ЧЭ), что позволяет организовать два независимых, гальванически развязанных измерительных канала (ИК).
ЧЭ изготавливается с применением микроэлектронной технологии, которая представляет собой плоскую неразрезную балку с жестким центром. Сам ЧЭ изготовлен из инварного сплава 36НХТЮ. Воспринимающая поверхность балки полируется до зеркального блеска для получения оптимальных условий формирования на этой поверхности измерительной тензосхемы. [2]
Для проведения измерений в каждой точке используются 2 датчика абсолютного давления, образующих 1 функциональный датчик (ФД). Функциональный датчик имеет 4 независимых, гальванически развязанных выхода. Показано на рисунке 3.
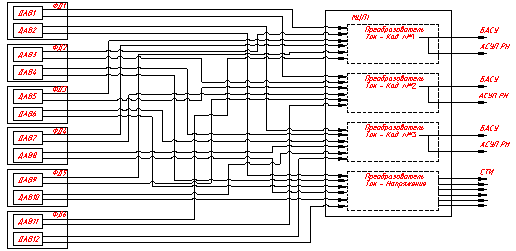
Рис. 3. Функциональная схема ИСАД
Как показано на рисунке 4, информация с первых 3-х выходов каждого ФД поступает после обработки МЦП1 (последовательным цифровым кодом в формате RS 485) в БАСУ и АСУП РН. Информация с 4-го выхода каждого ФД поступает после обработки МПЦ1 (в виде аналогового сигнала (напряжение) в СТИ.
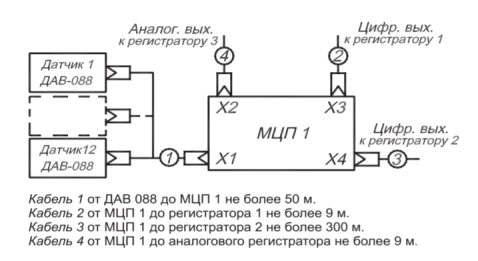
Рис. 4. Схема обмена информацией МЦП 1 со смежными системами
ИСАД позволяет измерять абсолютное давление в 6 различных точках. Диапазон измеряемых давлений:
0–1,6 кгс/м2; 0–3 кгс/м2; 0–4 кгс/м2; 0–6 кгс/м2;
0–10 кгс/м2; 0–25 кгс/м2; 0–60 кгс/м2; 0–100 кгс/м2;
0–160 кгс/м2; 0–250 кгс/м2. [1]
Основная погрешность ИСАД с доверительной вероятностью 0,95 — не более 0,5 % от диапазона измерения. [1]
Для установки на изделие датчики давления выпускаются в двух конструктивных исполнениях — штуцерное разъемное соединение (резьбовое) и штуцерное неразъемное соединение (сварка). [1]
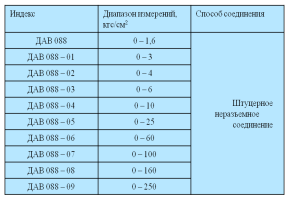
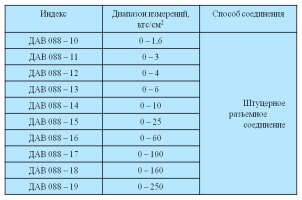
Количество точек измерения и величины измеряемых давлений определяется разработчиком УРМ, согласно таблицы 1, выбором количества используемых датчиков и их диапазоном измерения при заказе ИСАД. [1]
Таблица 1
Диапазоны измерений и способ соединения датчиков абсолютного давления ДАВ-088
«Алгоритм управления ПГС» состоит из блоков, осуществляющих:
- Обработку информации, поступающей от ИСАД, фильтрации ошибок измерения и формирование оценок величин давлений и их производных в газовых полостях баков и в баллонах.
- Управление ЭПК, обеспечивающими расходование газа наддува и управления ДПК для поддержания давлений в баках в заданном диапазоне.
В алгоритме применено два уровня фильтрации случайных ошибок измерения. На первом уровне за счет использования более частого (через 45мс), чем алгоритмический такт (~500мс), опроса каналов ФД и затем осреднения показаний, полученных в течение алгоритмического такта, могут быть отфильтрованы (или значительно уменьшены) составляющие помех с частотами выше частоты основного такта. На втором уровне для измеряемых величин давлений в газовых полостях топливных баков используется технология фильтрации, основанная на сопоставлении сигналов по величине их отклонения от прогнозируемого значения. Сигналы, величины отклонений которых укладываются в заранее назначенные пределы, осредняются, а затем с выбранными весовыми коэффициентами суммируются с результатами прогнозирования. Полученный результат является текущей оценкой измеряемого давления, рисунок 5.
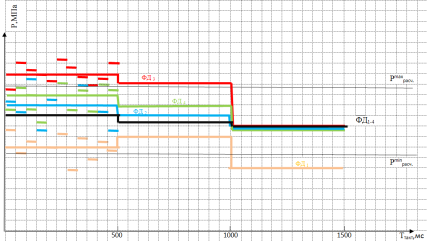
Рис. 5. Текущая оценка измеряемого давления
Диагностика работы ФД построена по двухуровневой схеме. На первом входном уровне, диагностируется отказ отдельных каналов ФД, если осредненный на алгоритмическом такте сигнал с них превышает физически допустимые пределы, которые рассчитываются из предельных условий работоспособности изделия, максимальных расходов газа наддува и т. п. Следующий уровень — диагностика по величине отклонения от прогнозируемого значения. В результате на время или полностью из управления исключаются отказавшие каналы измерения. Процедуры оценивания давления и диагностирования сигналов с отдельных каналов ФД строятся по мажоритарной схеме (два из трех).
Работа контура управления ПГС иллюстрируется на примере изменения давления в баке «Г» при проведении огневого испытания УРМ-1 в ФКП «НИЦ РКП».
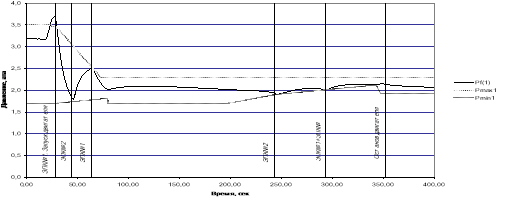
Рис. 6. Работа контура управления ПГС в баке «Г» УРМ-1 при проведении огневого испытания в ФКП «НИЦ РКП»
На рисунке 6 показано изменение давления в баке «Г» по параметру Pf(1), получаемому в «Алгоритме управления ПГС» путем обработки сигнала с датчиков ИСАД — 1ФДБГ в границах регулирования: Pmax1 — верхняя и Pmin1 — нижняя границы регулирования.
Можно видеть, что после двух переключений ЭПК наддува с первого на второй в баке стабилизировалось давление, т. е. установился баланс между расходом гелия в бак через второй ЭПК и расходом керосина в двигатель.
Но несмотря на достаточно высокий уровень развития технологии изготовления металлопленочных тензорезисторных датчиков, актуальной остается проблема обеспечения долговременной стабильности их выходных параметров. Так в эксплуатационной документации на бортовую аппаратуру ИСАД завод-изготовитель (ЗИ) установил межповерочный интервал 6 месяцев, по истечении которого производитель не может гарантировать заявленную точность измерений функциональных датчиков. Крайняя калибровка ФД проводится перед проведением электрических испытаний РН на ЗИ. Если учесть, что электрические испытания на предприятии длятся от 3 до 4 месяцев, и к этому времени прибавить время на приемку РН представителями ВП МО, транспортировку, работы проводимые на ТК РН, то к пуску РН на универсальном стартовом комплексе 14П221 мы можем подойти с истекшими сроками поверки, а следовательно измерения будут недостоверными, что может привести к неудачному пуску РКН. Данная проблема влечет за собой повторную тарировку ИК и увеличение сроков подготовки РН.
Стабильность тонкопленочных ТР определяется в большей степени наличием скрытых дефектов тонкопленочной структуры интегрального чувствительного элемента, которые обусловлены:
— исходным состоянием рабочей поверхности упругих элементов (риски, царапины неисчезающего характера после полировки, структурные дефекты самого материала упругого элемента);
— дефектами, привносимыми непосредственно самим процессом напыления диэлектрического и тензорезистивного материала (поры в изолирующем и резистивном слоях тонкопленочной структуры, образующиеся при взаимодействии частиц напыляемого материала с остаточными газами в рабочем объеме вакуумной камеры и на поверхности упругого элемента). [3]
Для повышения точности изготовления и увеличения межповерочных интервалов необходимо внедрение технологии импульсной обработки.
Данная технология заключается в воздействии импульсных электрических нагрузок, который позволяет проводить структурирование резистивного слоя (отжигать дефекты в пленке, упорядочивать структуру пленки в зонах со скрытыми дефектами), юстировку величины сопротивления резисторов до требуемого номинального значения без изменения их геометрии, а также отбраковывать потенциально ненадежные резисторы с «критичными» дефектами резистивного слоя. [3]
Использование данной технологии улучшит метрологические характеристики измерительных каналов ИСАД, приведет к повышению стабильности системы и увеличению межповерочных интервалов.
Литература:
- Измерительная система абсолютного давления. Руководство по эксплуатации СДАИ.411711.014 РЭ. — Текст: непосредственный.
- Технологические приемы достижения долговременной стабильности чувствительных элементов металл плёночных датчиков давления ДАВ-88. — Текст: электронный // https://elibrary.ru/item.asp?id=12533874
- Способы повышения стабильности тонкостенных тензорезисторов. — Текст: электронный // https://rucont.ru/efd/599156

