1. Актуальность
Нефтеперерабатывающие предприятия сталкиваются с ужесточением требований к качеству товарной нефти и нефтепродуктов, а также необходимостью минимизации потерь при коммерческом учёте. Традиционные системы автоматизации (DCS) обеспечивают стабилизацию параметров, но не способны оптимально управлять качеством в условиях постоянно меняющегося состава сырья и экономических ограничений. Именно здесь на помощь приходят системы APC [1–3; 5].
2. Определение APC
Advanced Process Control — это класс методов управления, которые используют математические модели процесса для прогнозирования его поведения и вычисления оптимальных управляющих воздействий. В отличие от классических пропорционально-интегрально-дифференцирующих (ПИД) регуляторов, APC:
– учитывает перекрёстные связи между несколькими входами и выходами (MIMO-системы; MIMO — Multiple Input Multiple Output);
– работает с ограничениями (по температуре, давлению, качеству);
– прогнозирует будущие отклонения и компенсирует их заранее.
Наиболее распространённый алгоритм в APC — это модельное прогнозирующее управление (MPC).
3. Место APC в иерархии систем управления предприятием
Для понимания роли APC необходимо рассмотреть классическую трёхуровневую структуру, принятую в стандарте ISA-95 (и в его аналоге — ГОСТ Р МЭК 62264-1-2014 [4]) (см. рис. 1).
Нижний уровень — DCS (Distributed Control System)
Задачи: локальная стабилизация температуры, давления, расхода. Работает с периодом от долей секунды до нескольких секунд. DCS получает сигналы от датчиков и выдает команды исполнительным механизмам.
Средний уровень — APC
Работает на горизонте от 1 минуты до 1–2 часов. APC получает от DCS текущие значения переменных, а также данные от анализаторов качества либо от виртуальных датчиков. На основе модели процесса APC вычисляет такие уставки для DCS, которые позволят вести процесс вблизи экономического или технологического оптимума, соблюдая все ограничения.
Верхний уровень — RTO (Real-Time Optimization)
Решает экономическую оптимизацию в масштабе нескольких часов или смены. RTO использует стационарную модель всего завода (или установки) и с учётом цен на сырьё, энергоресурсы и продукцию вычисляет целевые значения для APC. Период работы RTO — от 2 до 8 часов.
Связь «RTO → APC → DCS → оборудование» показана на рисунке 1.
Таким образом, APC является связующим звеном: без него RTO «повисает в воздухе», а DCS не способен реализовать глобальную оптимизацию.
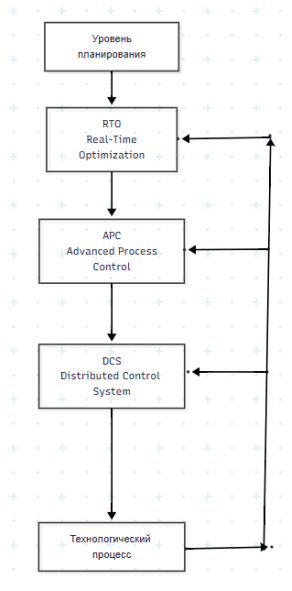
Рис. 1. Иерархия систем управления предприятием (DCS → APC → RTO)
4. Особенности контроля качества нефти при APC
Ключевая проблема управления качеством нефти — отсутствие надёжных онлайн-анализаторов для многих показателей (содержание серы, фракционный состав, плотность). Традиционные лабораторные анализы дают результат с запаздыванием от 2 до 6 часов, что делает невозможным оперативное регулирование.
Решением могут быть виртуальные анализаторы качества — это математические модели (например, на основе регрессии, нейронных сетей или редукционных моделей), которые по косвенным параметрам (температуре, давлению, расходу) в реальном времени оценивают текущее качество нефти. Эти оценки подаются в APC-контроллер.
Структура APC-системы включает (рис. 2):
– блок сбора данных от DCS и лабораторной информационной системы (Laboratory Information Management System, LIMS);
– блок построения и калибровки виртуального анализатора качества;
– прогнозирующий контроллер, который на основе модели процесса и оценок качества вычисляет оптимальные уставки.
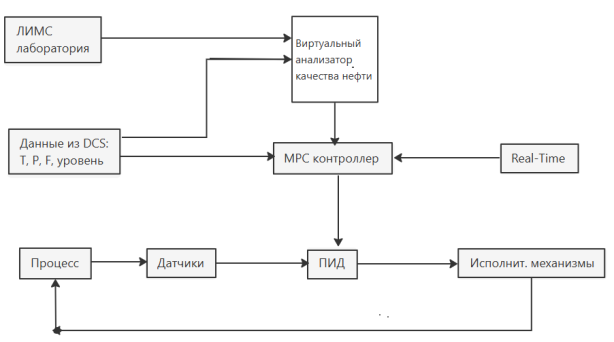
Рис. 2. Структура APC управления качеством нефти с виртуальным анализатором
5. Математическое описание проблемы управления качеством нефти
5.1. Постановка задачи
В рассматриваемом варианте управления подготовкой нефти установлено, что качество целевого продукта должно поддерживаться в заданном диапазоне. Управление осуществляется посредством APC с прогнозирующей моделью.
Обозначения :
t — дискретное время (шаг квантования, например, 1 минута);
u (t) ∈ R m — вектор управляющих воздействий (уставки для DCS);
y (t) ∈ R p — вектор выходных переменных (показатели качества);
x (t) ∈ R n — вектор состояния процесса;
d (t) ∈ R q — измеримые возмущения (состав сырья и др.).
Модель процесса в пространстве состояний (линеаризованная) :
x(t+1) = Ax(t) + B u u(t) + B d d(t) + ξ(t)y(t) = Cx(t) + η(t)
y(t) = Cx(t) + η(t),
где ξ(t) — шум процесса, η(t) — шум измерений.
Проблема : показатели качества y qual (t) измеряются с большим запаздыванием (лабораторный анализ занимает 2–6 часов) или вообще не имеют онлайн-датчиков. Это делает невозможным классическое управление с обратной связью.
5.2. Виртуальный анализатор
Для оценки текущего качества предлагается использовать модель виртуального анализатора
y qual (t) = f SS (x obs (t), u(t – 1), d(t)),
где x obs (t) — наблюдаемые переменные процесса. Функция f SS может быть линейной регрессией, нейронной сетью или редукционной моделью.
Калибровка : периодически (каждые t lab часов) лабораторное значение y lab используется для коррекции модели:
ŷ qual (t) := ŷ qual (t) + (y lab (t lab ) – ŷ qual (t lab ))e –λ(t – t lab )
5.3. Прогнозирующее управление (MPC)
Задача APC формулируется как оптимизация на горизонте прогнозирования H p и горизонте управления H c (H c ≤ H p ).
Целевой функционал :

где y(t+k|t) — прогноз выхода на k шагов вперёд;
y ref (t+k) — целевая траектория качества (может задаваться RTO);
Δu(t+k) = u(t+k) – u(t+k–1) — приращение управления;
Q ≥ 0, R > 0 — весовые матрицы;
ε — переменная, ослабляющая жёсткие ограничения, со штрафом ρ.
Ограничения :
u min ≤ u(t+k) ≤ u max ,
k = 0 ... H c-1 Δu min ≤ Δu(t+k) ≤ Δu max y min ≤ y(t+k|t) ≤ y max + ε
Решение . На каждом шаге t решается задача квадратичного программирования. Применяется только первое управляющее воздействие u(t) = u(t – 1) + Δu(t), затем горизонт сдвигается.
5.4. Учёт запаздывания измерений качества
Пусть истинное качество y qual (t) становится известным только через τ шагов (лабораторный анализ). Виртуальный анализатор даёт оценку ŷ qual (t) в реальном времени. В MPC используется комбинированная модель или модель ошибки :
e(t) = y lab (t – τ) – ŷ qual (t – τ)
5.5. Задача RTO (верхний уровень)
RTO решает экономическую оптимизацию:

где p j — цены на продукты;
F j — выходы продуктов;
c i — стоимость энергоресурсов и сырья;
U i — их расход.
Решение RTO (оптимальные уставки качества y ref ) передаётся в APC каждые несколько часов.
5.6. Решение проблемы снижения погрешности качества нефти
Проблема : виртуальный анализатор f SS будет иметь погрешность, особенно при изменении состава сырья или режима работы установки. Это приводит к смещению прогнозов MPC и, как следствие, к нарушению качества или неоптимальной работе.
Формально : требуется обеспечить

при наличии неизмеряемых возмущений ξ(t), запаздывания лабораторных данных и ошибки виртуального анализатора Δy SS (t) = y qual (t) – ŷ qual (t).
Для решения этой задачи предлагается выполнять периодическую рекалибровку по лабораторным данным с включением робастных методов в MPC путем минимизации максимальной ошибки или использования инвариантных эллипсоидов для ограничений.
Заключение
APC — это не просто модный термин, а необходимый элемент современной системы управления нефтеперерабатывающим заводом. Он занимает ключевое место между DCS и RTO, позволяя в реальном времени управлять качеством нефти с учётом экономических критериев. Предложенный подход построения APC-системы с адаптивным виртуальным анализатором и робастным MPC, обеспечивающий требуемую точность контроля качества нефти в промышленных условиях, позволит гарантированно удерживать качество нефти в заданном диапазоне даже при существенных изменениях сырья и задержках лабораторных анализов.
Литература:
- Qin S. J., Badgwell T. A. A survey of industrial model predictive control technology // Control engineering practice. — 2003. — Т. 11. — № 7. — С. 733–764.
- Bauer M., Craig I. K. Economic assessment of advanced process control — A survey and framework // Journal of Process Control. — 2008. — Т. 18. — № 1. — С. 2–18.
- Kadlec P., Gabrys B., Strandt S. Data-driven soft sensors in the process industry // Computers & chemical engineering. — 2009. — Т. 33. — № 4. — С. 795–814.
- ГОСТ Р МЭК 62264-1-2014 Интеграция систем управления предприятием. — 2014. — 73 с. — URL: https://docs.cntd.ru/document/1200118645
- Ribeiro C. H. P, Miyoshi S. C., Secchi A. R., Bhaya A. Model Predictive Control with quality requirements on petroleum production platforms // Journal of Petroleum Science and Engineering. — 2016. — № 137. — C. 10–21.

