Перспектива работы швейной отрасли заключается в увеличении доли отечественных товаров на внутреннем рынке и в росте экспорта продукции собственного производства. Это возможно благодаря внедрению современного оборудования, лицензионных и малооперационных технологий, использование компьютерных технологий на всех этапах изготовления швейных изделий, приобретения опыта работы на основе сотрудничества с зарубежными фирмами-заказчиками.
В последние годы значительное внимание уделяется разработке новых энергосберегающих технологий и оборудования для влажно тепловой обработки изделий, в частности для формования деталей головных уборов. На кафедре технологии и конструирования швейных изделий Хмельницкого национального университета проводятся исследование в области повышения деформационных свойств не путем повышения температурного воздействия, а увеличениям влагопоглощения текстильными материалами. При этом влагу предлагается использовать не в состоянии газа (пар), а в состоянии жидкости — техническая вода. Предварительные исследования показали эффективность и перспективность жидкостно-активной рабочей среды.
Однако в наше время значительного распространения приобрело использование структурированных вод в медицине, промышленности, сельском хозяйстве. Такое использование положительно влияет на организм человека, но и позволяет улучшать свойства обрабатываемых в ней материалов, повышает эффективность технологических процессов. Это делает возможным использования такой воды в швейной отрасли в процессе формования деталей швейных изделий [1].
Именно поэтому является актуальным изучение существующих разновидностей воды, определения их состава и особенностей влияния на изменение исходных свойств тканей, что даст в дальнейшем возможность оптимизировать рабочую среду и максимально использовать деформационные свойства тканей для формования качественных и конкурентоспособных швейных изделий.
Целью работы является оптимизация формовочных свойств текстильных материалов разного происхождения за счет использования свойств структурированной воды для максимального обеспечения их деформационных свойств.
Предыдущие исследования при воздействии статической нагрузки на деформационные свойства ткани показали, что для выбранных тканей в качестве рабочей среды целесообразно использовать католит, анолит, шунгитовую и кремниевую воды. В последние время в области развития ВТО при формовании и определении деформационных свойств материалов используют динамические нагрузки. Поэтому последующим этапом исследований является изучение формовочных свойств тканей при динамических нагрузках в предложенных рабочих средах (таблица 1, рис 1–2). С этой целью авторами разработан прибор для изучения деформационных свойств текстильных материалов в условиях воздействия вибрационной нагрузки разных параметров ЖАРС. Устройство есть аналогом релаксометра типа «стойка» главным отличием которого есть обеспечение подачи вибрационного усилия на верхний держатель образца материала. Изменение массы дисбаланса позволяет задать разную амплитуду вибрации при скорости вращения главного вала вибратора в пределах 20–50 об/с. Измерение виброускорения выполнено с помощью устройства Viber — A4427 (Япония), после чего расчетным путем определяется амплитуда и виброускорение вибрации при постоянных частотах вращения вала. Исследования проводили при скорости вращение вала 20 об/с и массе дебалансу 135 граммов.
Таблица 1
Полная деформация и ее составляющие при динамических нагрузках в исследуемых средах тканей пальтово-костюмного ассортимента
|
Название материала |
РАРС |
Полная деформация,e, мм |
Составляющие полной деформации, мм (%) | |||
|
Условно упругая eпр (Deпр)De |
Эластичная eэлл (Deэлл)De |
Пластичная eпл (Deпл)De | ||||
|
Пальтовая кашемир (арт. 3506) |
нить основы |
Католит |
18,33 |
6,33 (34,5) |
5,0 (27,3) |
7,0 (38,2) |
|
Анолит |
22,67 |
7,33 (32,3) |
4,67 (20,6) |
10,67 (47,1) | ||
|
Кремниевая вода |
28,67 |
3,0 (10,5) |
3,67 (12,8) |
22,0 (76,7) | ||
|
Шунгитова вода |
26,67 |
4,67 (17,5) |
2,33 (8,7) |
19,67 (73,8) | ||
|
Мягкая вода |
20,33 |
3,67 (18,1) |
4,33 (21,3) |
12,33 (60,6) | ||
|
Медная вода |
15,33 |
5,33 (34,8) |
6,33 (41,3) |
3,67 (23,9) | ||
|
Обычная вода |
13,67 |
6,67 (48,8) |
2,33 (17,1) |
4,67 (34,2) | ||
|
нить утечки |
Католит |
24,0 |
9,33 (38,9) |
7,67 (31,9) |
7,0 (29,2) | |
|
Анолит |
26,67 |
8,67 (32,5) |
3,33 (12,5) |
14,67 (55,0) | ||
|
Кремниевая вода |
30,33 |
10,33 (34,1) |
10,33 (34,1) |
9,67 (31,9) | ||
|
Шунгитова вода |
28,33 |
7,67 (27,1) |
5,0 (17,6) |
15,67 (55,3) | ||
|
Мягкая вода |
23,67 |
4,0 (16,9) |
8,67 (36,6) |
11,0 (46,5) | ||
|
Медная вода |
20,0 |
6,0 (30,0) |
3,33 (16,7) |
10,67 (53,4) | ||
|
Обычная вода |
16,33 |
2,67 (16,4) |
4,67 (28,6) |
9,0 (55,1) | ||
|
Костюмная «Рогожка» (арт. 43423) |
нить основы |
Католит |
18,33 |
2,33 (12,7) |
4,0 (21,8) |
12,0 (65,5) |
|
Анолит |
14,67 |
1,67 (13,4) |
3,33 (22,7) |
9,67 (65,9) | ||
|
Кремниевая вода |
12,33 |
3,33 (27,0) |
4,67 (37,9) |
4,33 (35,1) | ||
|
Шунгитова вода |
13,33 |
4,33 (32,5) |
2,67 (20,0) |
6,33 (47,5) | ||
|
Мягкая вода |
12,67 |
3,0 (23,7) |
5,33 (42,1) |
4,33 (34,2) | ||
|
Медная вода |
19,33 |
4,0 (20,7) |
3,33 (17,2) |
12,0 (62,1) | ||
|
Обычная вода |
11,33 |
3,67 (32,4) |
3,33 (29,4) |
4,33 (38,2) | ||
|
нить утечки |
Католит |
23,33 |
12,33 (52,9) |
8,67 (37,2) |
2,33 (9,9) | |
|
Анолит |
21,67 |
11,0 (50,8) |
6,0 (27,7) |
4,67 (21,6) | ||
|
Кремниевая вода |
18,67 |
10,33 (55,3) |
6,33 (33,9) |
2,0 (10,7) | ||
|
Шунгитова вода |
15,33 |
3,67 (23,9) |
2,67 (17,4) |
9,0 (58,7) | ||
|
Мягкая вода |
18,33 |
1,33 (7,3) |
5,33 (29,1) |
11,67 (63,7) | ||
|
Медная вода |
22,67 |
5,67 (25,0) |
4,67 (20,6) |
12,33 (54,8) | ||
|
Обычная вода |
13,67 |
7,0 (51,2) |
5,33 (38,9) |
1,33 (9,8) | ||
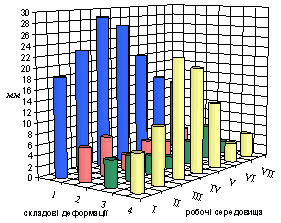
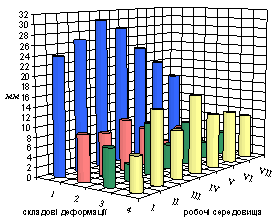
Рис. 1. Полная деформация и ее составляющие при динамической нагрузке пальтовых тканей. Пальтовая ткань арт. 3506. 1 — полная деформация, 2 — упругая деформация; 3- эластичная деформация, 4 — пластическая деформация, І — католит, ІІ — анолит, ІІІ- кремниевая вода, ІV — шунгитовая вода, V — мягкая вода, VI — медная вода; VIІ — обычная вода
Рис. 2. Полная деформация и ее составляющие при динамической нагрузке костюмных тканей. Костюмная «Рогожка» арт.43423. 1 — полная деформация, 2 — упругая деформация; 3- эластичная деформация, 4 — пластическая деформация, І — католит, ІІ — анолит, ІІІ- кремниевая вода, ІV — шунгитовая вода, V — мягкая вода, VI — медная вода; VIІ — обычная вода
Из диаграмм видно, что при динамических нагрузках наблюдается значительный рост деформации во всех рабочих средах. Однако максимальных значений она достигает в кремниевой, шунгитовой и мягкой водах. При этом значения растут для всех тканей в среднем до 35 %. Кроме того, при динамических нагрузках значительно увеличивается часть пластической составной деформации (до 50 %) в отмеченных выше рабочих средах.
Таким образом, установлено, что увеличение нагрузки в использованных водах приводит к росту деформации. В связи с тем что проведение такого исследования является достаточно трудоемким процессом — исследованы две ткани: ткань пальтовую арт. 3506, ткань костюмная арт. 43423 и рабочие среды в которых они проявляют максимальные деформационные свойства. В предыдущих исследованиях таблица 1, рисунок 1–2 были установлены наиболее эффективные рабочие среды в виде католита и кремневой воды.
Входными факторами процесса деформации тканей при динамической нагрузке выбраны масса дисбалансов (х1), и скорость вращения вала (х2).
Исследования путем однофакторного эксперимента предусматривает поочередное варьирования одного из факторов при одновременной стабилизации второго на нулевом уровне.
Уровни варьирования исследуемых факторов приведены в таблице 2.
Таблица 2
Уровни варьирования факторов, которые влияют на процесс деформации ткани
|
Уровни варьирования |
Параметры исследуемого процесса | |
|
Масса диссбалансов т, грамм |
Скорость вращения вала n, об/с | |
|
+2 |
245 |
60 |
|
+1 |
190 |
50 |
|
0 |
135 |
40 |
|
–1 |
80 |
30 |
|
–2 |
25 |
20 |
Оценку качества процесса деформирования осуществляли за величиной полной деформации ткани.
Математическая обработка результатов исследований осуществлена с применением методов математической статистики [2].
В результате предыдущих исследований установлено, что для выполнения эксперимента со средним значением гарантийной ошибки 5 % и доверительной вероятностью 0,95 нужно провести не менее 3 испытаний.
В результате анализа влияния каждого из факторов отдельно на процесс деформации тканей получены регрессионные уравнения зависимостей между выбранными параметрами и полной деформацией ткани (табл. 3).
Таблица 3
Регрессионные зависимости
|
Параметры процесса деформации |
Уравнение регрессии |
Корреляционное отношение | |
|
Пальтовая кашемир арт. 3506 | |||
|
Масса дебалансу, грамм |
основа |
в = 0,000003m3–0,0016 m 2 + 0,3379 m + 18,792 |
0,953 |
|
уток |
в = 0,000005 m 3–0,0022 m 2 + 0,4875 m + 13,005 |
0,958 | |
|
Скорость вращения вала, об/с |
основа |
в = -0,0114n2 + 1,4143 n + 5 |
0,995 |
|
уток |
в = -0,0195 n 2 + 2,0752 n — 3,6 |
0,978 | |
|
Костюмная «Рогожка» арт. 43423 | |||
|
Масса дебалансу, грамм |
основа |
в = -0,000003 m 3 + 0,0018 m2–0,0449 m + 11,269 |
0,991 |
|
уток |
в = -0,000003 m3 + 0,0004 m2 + 0,1228 m + 11,025 |
0,938 | |
|
Скорость вращения вала, об/с |
основа |
в = -0,00003 n3–0,0031 n 2 + 0,4671 n + 13,2 |
0,962 |
|
уток |
в = -0,0002 n3 + 0,0086 n2 + 0,4337 n + 12,6 |
0,968 | |
Результаты исследований влияния указанных параметров на качество формования представлены графически для пальтовой ткани на рисунках 3–6.
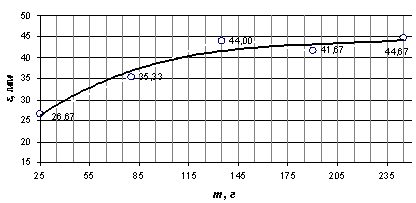
Рис. 3. Зависимость величины полной деформации по нитям основы в пальтовой ткани арт. 3506 от массы дисбалансов
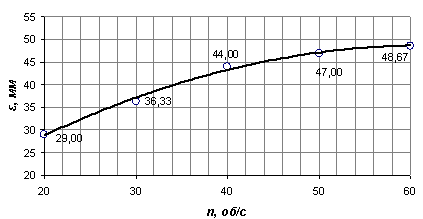
Рис. 4. Зависимость величины полной деформации по нитям основы в пальтовой ткани арт. 3506 от скорости вращения вала
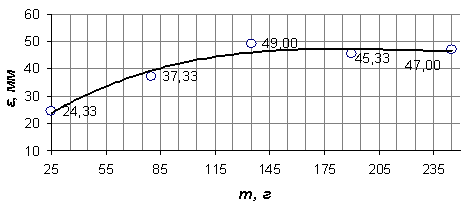
Рис. 5. Зависимость величины полной деформации по нитям утечки в пальтовой ткани арт. 3506 от массы дисбалансов
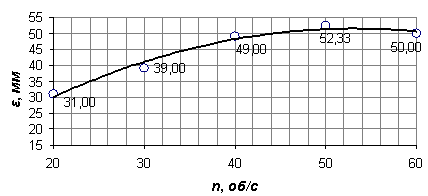
Рис. 6. Зависимость величины полной деформации по нитям утечки в пальтовой ткани арт. 3506 от скорости вращения вала
Анализ полученных результатов исследований показал, что с увеличением значений массы дисбалансов от 25 до 245 грамма и скорости вращения вала от 20 до 60 об/с величина полной деформации начинает уменьшаться, что объясняется увеличением вибрационной нагрузки, которая негативно влияет на структуру материала.
Однако результаты исследований не дают полной картины имеющихся взаимосвязей между указанными параметрами и уровнем их комплексного влияния на процесс деформации. Именно поэтому последующие исследования предусматривают проведение двухфакторного эксперимента, который позволит рационализировать процесс деформации тканей при динамических нагрузках.
Проанализировав одинфакторные зависимости, возможно, сузить область независимых переменных таким образом, чтобы в полученной области результаты эксперимента описывались адекватно и с максимально возможной точностью.
При изменении массы дисбалансов от 25 грамм до 245 грамм, отброшен диапазон значений до 48 грамма и после 231 грамма. Анализируя влияние скорости вращения вала от 20 об/с до 60 об/с на процесс деформации позволил сократить диапазон значений до 26 об/с и после 54 об/с.
Сужение диапазона входных факторов обусловлено нецелесообразностью выполнения процесса деформации вне определенных пределов. Поскольку низшие показатели избранных параметров не обеспечивают соответствующую величину полной деформации тканей, а высшие показатели не рационально использовать через негативное влияние на структуру ткани, что приводит к уменьшению деформации. Поэтому в дальнейшем при планировании эксперимента использованы новые пределы и интервалы варьирования входных параметров таблицы 4.
Таблица 4
Уровни варьирования факторов, которые влияют на процесс деформации ткани
|
Ровные варьирования |
Параметры исследуемого процесса | |
|
Масса дисбалансов т, грамм |
Скорость вращения вала n, об/с | |
|
+1,414 |
231,9 |
54 |
|
+1 |
205 |
50 |
|
0 |
140 |
40 |
|
–1,414 |
75 |
30 |
|
–1 |
48,1 |
26 |
|
Интервал варьирования |
65 |
10 |
Матрица двухфакторного эксперимента при заданных параметрах выглядит следующим образом (таблица 5):
Таблица 5
Матрица эксперимента
|
№ опыту |
Матрица планирования |
Рабочая матрица | ||
|
Х1 |
Х2 |
m, грамм |
n, об/с | |
|
1 |
1 |
1 |
205 |
50 |
|
2 |
-1 |
1 |
75 |
50 |
|
3 |
1 |
-1 |
205 |
30 |
|
4 |
-1 |
-1 |
75 |
30 |
|
5 |
1,414 |
0 |
231,91 |
40 |
|
6 |
-1,414 |
0 |
48,09 |
40 |
|
7 |
0 |
1,414 |
140 |
54,14 |
|
8 |
0 |
-1,414 |
140 |
25,86 |
|
9 |
0 |
0 |
140 |
40 |
За избранным планом эксперимента получено количество опытов N=9, количество входных факторов k=2, количество повторений каждого опыта n=3.
Для определения коэффициентов уравнения регрессии, а также получения уравнения регрессии при определении деформации тканей за указанными параметрами было использовано специальную программу Planning experiment, которая разработана на платформе Java. Математическая обработка результатов исследований осуществлена с применением методов математической статистики.
В результате статистической обработки эксперимента установлено, что дисперсии наблюдений при ротатабельному планировании являются однородными, а математические модели, которые описывается уравнениями второго порядка являются адекватными (таблица 6):
Таблица 6
Регрессионные зависимости
|
Уравнение регрессии | |
|
Пальтовая кашемир арт. 3506 | |
|
основа |
|
|
уток |
|
|
Костюмная «Рогожка» арт. 43423 | |
|
основа |
|
|
уток |
|




Проверка значимости рассчитанных коэффициентов регрессии выполнена с помощью критерия Стьюдента. В соответствии с весомостью коэффициентов регрессии и значений входных параметров процесса деформирования тканей, уравнения регрессии принимают натуральный вид:
|
Пальтовая кашемир арт. 3506 | |
|
основа |
ε= 93,098–0,1078m-1,9095n+0,0033mn+0,004m2+1.68n2 |
|
уток |
ε = 61,661–0,058m-1,418n+0,003mn+0,027n2 |
|
Костюмная «Рогожка» арт. 43423 | |
|
основа |
ε =5,433–0,036m-1,031n+0,002mn+0,00006m2+0,019n2 |
|
уток |
ε =53,666+0,061m-0,687n-0,0009mn+0,016n2 |
Анализ абсолютных значений коэффициентов уравнения регрессии подтвердил, что на качество формования существенное влияние осуществляет скорость вращения вала, потом масса десбалансов.
На параметр Е входныефакторы влияют не пропорционально, на что указывает квадратичный эффект. Наибольшее влияние осуществляет скорость n. Меньшее влияние имеет масса m. При этом максимальная деформация достигается при максимальных значениях скорости вращения вала n=54 об/с имассе дебалансу m=231г.
Литература:
1. Березненко С. М. Основи теорії ресурсозберігаючих технологічних процесів формування та формозакріплення деталей швейних виробів з врахуванням анізотропії текстильних матеріалів: Дис...докт. техн. наук: 05.19.04. — К., 2002. — 372 с.
2. Адлер Ю. П., Маркова Е. В., Грановский Ю. В. Планирование эксперимента при поиске оптимальных условий. –М.: Издательство «Наука»,1976.-278 с.

