В данной статье рассматриваются способы модернизации системы управления токарного станка на основе микроконтроллера.
Ключевые слова: блок-схема, микроконтроллер.
This article discusses ways to modernize the control system of a lathe based on a microcontroller.
Keywords : block diagram, microcontroller.
В настоящее время все чаще используются станки, с которые могут выполнять токарные, сверлильные, фрезерные, шлифовальные и другие операции, при этом для каждой технологической операции необходим не только отдельный станок, но и специализированная система управления. Программное управление получило значительный размах в ряде ведущих отраслях.
Модернизация системы управления токарного станка обычно ассоциируется с заменой числового программного управлением.
После замены ЧПУ, пользователь хотел бы получить современный станок, превышающий старый по производительности и надежности. Однако, как показывает практика, это происходит далеко не всегда.
В данной статье рассматривается возможность модернизации системы управления токарным станком с применением автоматизированного рабочего места (АРМ) на базе микроконтроллеров для измерения и обработки сигналов, поступающих от датчиков и сигнализаторов, установленных на технологическом оборудовании, формирования команд и воздействий на объекты управления, а также связывания с системами вышестоящего уровня. Это в свою очередь приведет к повышению производительности труда и снижению материальных затрат, а следовательно, к повышению прибыли на предприятиях, внедряющих новую систему управления на своих производствах.
Для управления токарными станками в настоящее время на производстве используются микроконтроллеры системы автоматизации (МКСА), которые представляют собой функционально законченные изделия, выполненные в отдельном корпусе с возможностью установки на DIN — рейку. Подключение контроллеров МКСА к внешним устройствам осуществляется через клеммники, расположенные снаружи корпуса. Контроллеры МКСА имеют однотипную конструкцию, основой которой является печатная плата, установленная в сборный корпус.
Контроллер МКСА-РТИ обеспечивает передачу информации, поступающей по одному из интерфейсов обмена информации, на два других. Скорость обмена, наличие бита контроля четности и его тип задаются с помощью переключателей на передней панели контроллера. Внешний вид МКСА контроллера представлен на рисунке 1.
Рис. 1. Внешний вид контроллера МКСА
Контроллеры МКСА реализованы с применением микропроцессорной техники. Каждый контроллер МКСА в своем составе имеет программируемый микроконтроллер ATmega8515. Микроконтроллер имеет внутреннюю энергонезависимую память программ, в которую записана базовая программа. Пример построения информационно управляющей системы на базе контроллеров МКСА приведен на рисунке 2.
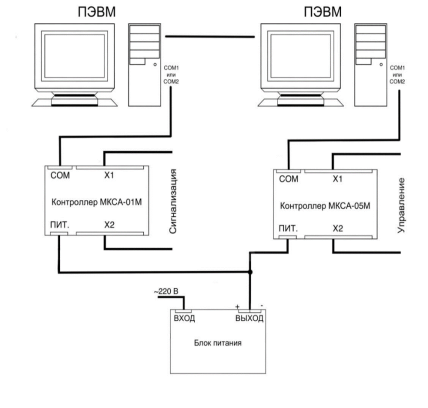
Рис. 2. Управляющая система токарного станка с ЧПУ базе контроллеров МКСА
Существующее токарные станки с ЧПУ имеют следующие недостатки:
– высокую стоимость,
– небольшую рабочую область перемещения
– ограниченность в модернизации управляющего блока
В данной статье рассматривается возможность снижения себестоимости модернизации токарного станка с числовым программным управлением, уменьшение его габаритных размеров, что позволит разместить токарный станок в небольших бытовых помещениях и без использования специального оборудования для его переноса.
Из методов обеспечения устойчивости к ошибкам будут использоваться методы повторного выполнения операций и сокращенное обслуживание в случае отказа отдельных функций системы.
При обеспечении надёжности модернизации системы управления токарным станком в данном проекте будут использованы методы предупреждения ошибок и методы обеспечения устойчивости к ошибкам, поскольку они наименее требовательны к аппаратным ресурсам и их проще реализовать аппаратно и программно.
Обеспечение информационной безопасности позволит исключить возможность несанкционированной модификации, обновления (загрузки), удаления и иных преднамеренных изменений измеренных (вычислительных) данных. Модернизируемая система управления в составе печатного узла будет иметь специальный разъём для программирования МК.
Антивандальная защита на физическом уровне будет осуществлена с помощью пломбы (для прошивки необходимо вскрыть корпус).
Для реализации вышеуказанных задач было принято решение реализовать контроллер управления в системе управления токарным станком на базе микроконтроллера, в память которого загружена прошивка, предназначенный для выполнения следующих функций:
– хранение ПО на интегрированной в микроконтроллер (МК) постоянного запоминающего устройства (ПЗУ).
– определение углов поворотов осей двигателей путем генерации G-кода при передаче его с АРМ оператора токарного станка с ЧПУ на контроллер управления
– получение координат промежуточных точек траектории движения резца с заданной точностью;
– управление электроприводами токарного станка с ЧПУ;
– обмен информацией с ЭВМ верхнего уровня и системой управления промышленным роботом (СУПР).
В соответствии с проведенным моделированием для контроллера управления токарным станком с ЧПУ была разработана структурная схема, представленная на рисунке 3.
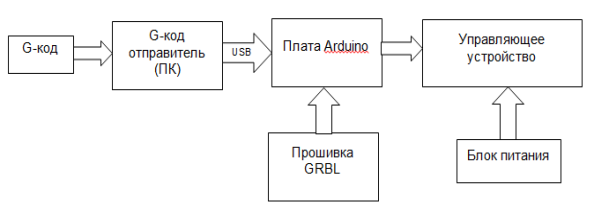
Рис. 3. Схема структурная электрическая контроллера управления токарного станка с ЧПУ
Контролер управления в соответствии со схемой структурной электрической состоит из четырех основных компонентов:
1) АРМ оператора токарным станком которое обеспечивает отправление G-кода на плату Arduino; по средствам периферийного аппаратного интерфейса USB
2) плата Arduino — c прошивкой GRBL, преобразует G-код в определенные углы поворота осей двигателей;
3) блок питания — предназначен для формирования напряжений питания систем, выполняет функции стабилизации и защиты от незначительных помех питающего напряжения.
4) управляющее устройство (УУ) которое включает в себя:
– CNC Shield, предназначенный для простого соединения платы Arduino c драйверами шаговых двигателей;
– драйвера шаговых двигателей для управления шаговыми двигателями;
– шаговые двигатели, приводящие оси станка в движение.
Литература:
1. Гребнев В.В микроконтроллеры семейства AVR фирмы Atmel.-М:. ИП РадиоCофт, 202–176с.: ISBN 5–93037–091–5
2. Васильков, Cхиртладзе, Вейц: Электромеханические приводы металлообрабатывающих станков. Расчет и конструирование ISBN: 978–5- 7325–0926–7
3. Петров И.: Программируемые контроллеры. Стандартные языки и приемы прикладного проектирования ISBN: 5–98003–079–4
4. Хоровиц, Хилл: Искусство схемотехники ISBN: 978–5–9518–0351–1
5. ISO 6983–1:2009 “Automation systems and integration -- Numerical control of machines”
6. Сван, Т. Программирование для Windows в Borland C++ / Т. Сван. — М.: Бином, 1996. — 480 c
7. Сарпов, Б. C++: специальный справочник / Б. Карпов, Т. Баранова. — М.: СПб: Питер, 2003. — 480 c.
8. Пайвин, А. С. Основы программирования станков с ЧПУ: учебное пособие / А. С. Пайвин, О. А. Чикова; Уральский гос. пед. ун-т, Ин-т физики, технологии и экономики. — Екатеринбург: [б. и.], 2015. — 102 с.
9. Сосонкин В. Л., Мартинов Г. М. Системы числового программного управления. Учебное пособие для вузов. Изд. Логос, 2005 г., 296 стр. ISBN 5–98704–012–4

