В условиях современной рыночной экономики многие предприятия машиностроения вынуждены переходить от массового производства к мелкосерийному (единичному). При этом снижение производительности компенсируется внедрением более эффективных методов изготовления, в том числе внедрением станков ЧПУ. Известно, что производительность станков с ЧПУ в три раза выше производительности станков того же типа, но без программного управления, а потребность в производственных площадях в три раза меньше. Наибольший эффект дают станки с ЧПУ при выполнении особо сложных операций, поэтому с их использованием высвобождаются высококвалифицированные рабочие, а также резко сокращаются затраты на технологическую подготовку производства, эксплуатацию инструмента, содержание контроллеров ОТК.
При подготовке управляющей программы для станков ЧПУ важным моментом является разработка траектории движения режущих инструментов относительно детали и на основе данной траектории — описание движений соответствующих органов станка. Перемещение инструмента в пространстве осуществляется с помощью систем ЧПУ, при этом перемещение осуществляется только вдоль кривых определенного вида, а именно — вдоль отрезков прямых и дуг окружностей, называемых обычно элементами контура.
Программа для ЧПУ составляется технологом по чертежу детали. Обычно чертеж детали не содержит непосредственно параметров элементов контура, в частности координат точек перехода с одной кривой на другую, называемых опорными точками. Размеры, проставленные на чертеже, позволяют определить эти параметры только косвенно с помощью вычислений. Составление управляющих программ производится, как правило, вручную для конкретной модели станка, оснащенной конкретной системой ЧПУ. При ручном способе подготовки все необходимые для составления программы вычисления выполняются в основном вручную или с помощью калькуляторов. Затем на основе произведенных вычислений вручную или на каком-либо печатающем устройстве составляется управляющая программа в специальных кодах на языке системы ЧПУ станка.
Существует две системы координат, используемых для написания управляющих программ ЧПУ [1]:
1) абсолютная система координат — это когда координаты точек отсчитываются от постоянного начала координат;
2) относительная система координат — за нулевое положение каждый раз принимается положение исполнительного органа, которое он занимал перед началом перемещения к следующей опорной точке.
Рассмотрим пример подготовки управляющей программы для станков ЧПУ в двух системах координат (рис. 1).
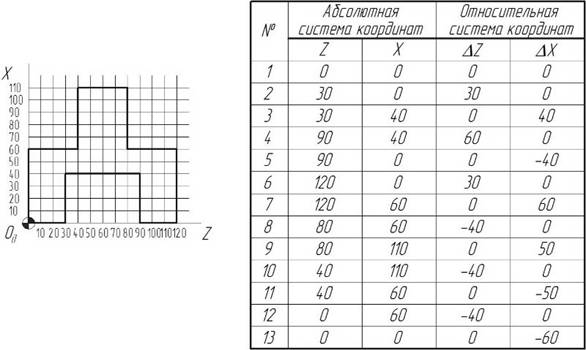
а) б)
Рис. 1. Чертеж детали (а) и координаты опорных точек в абсолютной и относительной системах координат (б)
Для упрощения работы технолога могут использоваться специальные программы подготовки данных для ЧПУ, предоставляющие ему средства расчета и графического отображения элементов контура детали по данным чертежа для проверки правильности расчета опорных точек. Ошибки при расчетах опорных точек влекут за собой несоответствие контура детали исходным данным.
Авторами было разработано программное обеспечение, состоящее из двух программ, для проверки опорных точек, в абсолютных и относительных системах координат, и отрисовки контура детали с целью контроля для последующего написания управляющей программы ЧПУ.
Первый программный продукт «Отрисовка контура детали в абсолютной системе координат» (рис. 2а) может быть использован при создании программ управления станками Ф1 и Ф2, где Ф1 — цифровая индексация с предварительным набором координат, а Ф2-числовое позиционное программное управление.
Второй программный продукт «Отрисовка контура детали в относительной системе координат» (рис. 2б) — при создании программ управления станками Ф2, Ф3, Ф4, где Ф2-числовое позиционное программное управление, Ф3 — контурная система управления, а Ф4 — смешанная система управления (Ф2+Ф3).
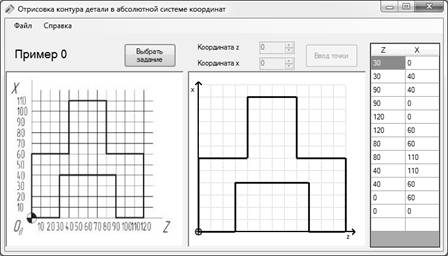
а)
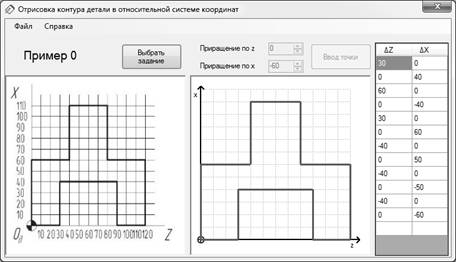
б)
Рис. 2. Разработанное программное обеспечение для отрисовки контура детали в абсолютной (а) и относительной (б) системах координат
Для создания программных продуктов использовалась интегрированная среда разработки Microsoft Visual Studio (язык C# 2010 Express). Опишем работу программ с помощью диаграммы перехода фокуса управления (рис. 3), на которой помимо алгоритма работы программы указаны используемые в программе компоненты.
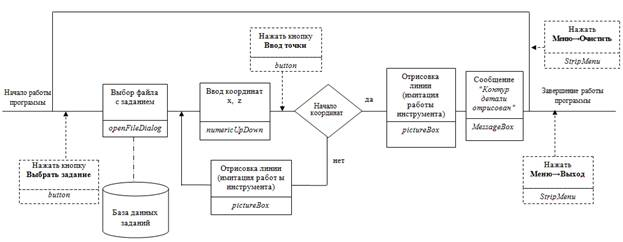
Рис.3. Диаграмма переходов фокуса управления
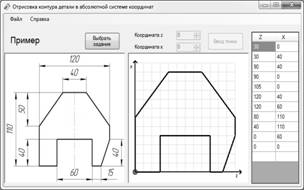
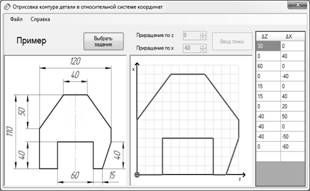
Рис. 4. Примеры работы программ «Отрисовка контура детали в абсолютной системе координат» (а) и «Отрисовка контура детали в относительной системе координат» (б)
В дальнейшем планируется разработать единый программный продукт, позволяющий строить детали, состоящие из отрезков прямых и дуг окружностей, в абсолютной и относительной системах координат.
Литература:
1. Ловыгин А. А., Васильев А. В., Кривцов С. Ю. Современный станок с ЧПУ и CAD/CAM система. — М.: «Эльф ИПР», 2006. — 286 с.
2. Кожанова Е. Р. Диаграммы переходов фокуса управления как средство проектирования пользовательского графического интерфейса // Техника и технологии: пути инновационного развития: материалы Междунар. научно-практич. конф. (1 июля 2011). — Курск: Юго-Зап. гос. ун-т, 2011. С. 80–83.

