В работе рассматривается проблема и способы решения избыточной шероховатости при типичной механической обработке.
Ключевые слова: шероховатость, традиционный метод обработки, высокоскоростная обработка, поверхности, инструмент.
Развитие технологии машиностроения как науки за последние десятки лет позволило сделать вывод, что в общем случае параметры, влияющие на образование шероховатости при всех методах механической обработки зависят от режимов обработки, геометрии режущей части инструмента, его заточки, определяющей шероховатость режущей кромки, жесткости технологической системы, физико-механических свойств обрабатываемого материала и исходной шероховатости обрабатываемой поверхности. В зависимости от условий обработки степень влияния каждого из этих факторов на образование шероховатости поверхности будет различной. Под шероховатостью поверхности понимают совокупность неровностей высотой около 10 –2 … 10 3 мкм с шагом меньшим, чем базовая длина l , используемая для ее измерения.
Алюминий — легкий, мягкий и пластичный металл, который, в общем случае, хорошо поддается механической обработке. Благодаря своим свойствам, применяется в промышленных предприятиях машиностроения, авиастроения, кораблестроении и в ракетно-космической отрасли.
При использовании традиционного метода обработки алюминия фрезерованием применяется подача не более 1200 мм/мин, обороты шпинделя менее 10000 об/мин, подача на оборот в пределах 0,25 об/мин. Используются стандартные фрезы с нулевым радиусом скругления, которые склоны к вибрации. Имеют большую силу резания и плохой отвод стружки. При таком фрезеровании применяется способ охлаждения со смазочно-охлаждающей жидкостью, из-за чего образуется плохая теплопроводность, притупление инструмента и получение не качественной обработанной поверхности [1].
Исходная схема для расчета систематической составляющей высоты профиля шероховатости поверхности при механической обработке приведена на рис. 1.
Средняя высота профиля шероховатости в общем случае при всех методах механической обработки определяется равенством:

где


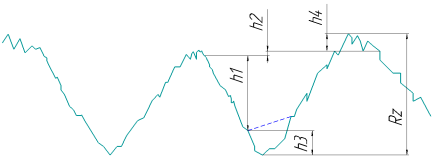
Рис. 1. Выступ профиля шероховатости
Наибольшее влияние на образование шероховатости оказывает подача на оборот при значениях
S
0

Таких результатов можно добиться с помощью высокоскоростной обработки (ВСО). Данный метод широко применяется для обработки алюминия. Отличительная особенность ВСО — обороты шпинделя более 40000 об/мин, подачей 20000 мм/мин, при наименьшей подачи на оборот 0,02 мм/об, глубиной резания не более ½ от диаметра фрезы. Использование шаровых или скругленных фрез с обеспечением минимальной силы резания и хорошего отвода стружки из зоны резания, что достигается применением 2-х или 3-х лезвийных фрез с глубокими канавками и с острым передним углом небольшого диаметра для равномерной нагрузки. Увеличения стойкости инструмента при ВСО наблюдается при использовании обдува.
Основываясь на исследованиях, методом высокоскоростной обработки, после достижения достаточно высокой скорости резания, наблюдается заметное уменьшение образования заусенцев. Это уменьшение является результатом, как самой скорости резания, так и правильной геометрической формы режущей кромки. По сравнению с традиционной механической обработки, высокоскоростная обработка позволяет получить поверхности с малой шероховатостью.
Главное требование ВСО при создании траекторий обработки — это обеспечение минимальной и постоянной нагрузки на инструмент, а также создание минимальных холостых ходов. Для этого рассматриваются различные виды основных стратегий ВСО, которые предлагают CAD/САМ системы. Плавность рабочих ходов достигается применением различных видов траекторий:
− сглаживание острых углов;
− применение спиральных траекторий;
− применение трохоидальных траекторий.
При выборе траекторий для ВСО надо исключать резкие изменения в движениях инструмента, особенно в зонах врезания, когда идет проход полной шириной фрезы. Это достигается трохоидальной обработкой, когда в процессе врезания фреза движется по окружности [2].
Способ высокоскоростной обработки показал, что уменьшение сил резания и толщины срезаемого слоя хорошо сказывается на точности и шероховатости получаемой поверхности, а высокие режимы обработки при этом обеспечивают большую производительность. Эти критерии лежат в основе современной стратегии «Тонко, но быстро».
Литература:
- Суслов А. Г. Технология машиностроения: Учебник для студентов. — 2-е изд. переаб. и доп. М.: Машиностроение 2007. 430 с.
- Высокоскоростная обработка деталей из алюминиевых сплавов. — Текст: электронный // OZLIB: [сайт]. — URL: https://ozlib.com/830862/tehnika/ vysokoskorostnaya obrabotka (дата обращения: 04.04.2020).
- https://cyberleninka.ru/article/n/obespechenie-tochnosti-i-kachestva-poverhnostey-obrabotannyh-rezaniem

