Целью данной статьи является выявление достоинств вторичного покрытия инструмента после заточки.
Одними из наиболее значимых показателей использования режущего инструмента является его способность сохранять свои функциональные параметры в течение длительного срока.
Обеспечивая увеличение работоспособности инструмента, можно значительно повысить производительность механизированного труда, тем самым снизить затраты на закупку нового инструмента и сэкономить на прочие сопроводительные технологические составляющие.
В ходе эксплуатации режущего инструмента, основная нагрузка передаётся на его рабочую часть, это, как правило, приводит к частичному износу или полному разрушению плоскостей и режущих кромок. Существует ряд технологий обработки рабочих поверхностей, которое придает им дополнительное упрочнение, наиболее результативным из которых является способ нанесения на поверхность режущего инструмента специальных покрытий.
Повышение работоспособности режущего инструмента можно обеспечить благодаря улучшению свойств поверхностного слоя инструментального материала, при котором рабочая поверхность инструмента наиболее эффективно сопротивляется характерным видам износа. Подобный материал должен обладать значительным запасом прочности при изгибе, сжатии и выдерживать ударные нагрузки.
Одной из наиболее важной проблемой долговечности инструмента является, что после деформации инструмента его отправляют на заточку, перед тем, как заточить, снимают слой покрытия.
Это ведет к снижению срока службы инструмента. Решение данной проблемы: вторичное покрытие.
Покрытия бывают двух методов:
– метод химического осаждения (Chemical Vapour Deposition — CVD)
– метод физического осаждения покрытий (Physical Vapour Deposition — PVD).
Рассмотрим эти методы подробнее.
В России широкое промышленное применение получили PVD-способы нанесения защитных покрытий на режущий инструмент. Это связано с тем, что нанесение PVD-покрытий при помощи дугового или тлеющего разряда (магнетронa) обладает большей производительностью и не столь чувствительно к незначительным отклонениям технологических параметров.
Технологии CVD предполагают использование дорогостоящих высокочистых химических реагентов (TiCl4, NH3 и др.) и точный контроль продуктов химических реакций в рабочей камере.
Разнообразие используемых в данное время способов физического осаждения износостойких покрытий сводится к испарению или ионному распылению титана или его сплавов, ионизация и гетерогенная реакция на поверхности инструмента атомов и ионов металла и реакционного газа, повергающая к формированию нитридных, карбидных, карбонитридных.
Структуру и адгезию покрытия инструмента, и их режущие свойства предопределяет многие параметры: оптимизация температуры нанесения покрытий, повышение степени ионизации, скорости и плотности потока напыляемых частиц, конфигурация технологической оснастки, применение ионной очистки подложки, ускоряющих напряжений, различные режимы нанесения, проведение предвари тельного ионного травления или легирования и многие другие особенности определяют структуру самих покрытий и строение межфазной границы «покрытие — подложка».
В начале 1980-ого года начали использоваться и сразу же продемонстрировали экономическую эффективность покрытия TiN. Следующим шагом было создание двухслойных покрытий, заключающихся из последовательно нанесенных слоев карбида титана TiC или карбонитрида титана TiCN и тонкого поверхностного слоя оксида алюминия Al2O3.
Альтернативным вариантом служили многослойные покрытия типа TiCTiCNTiN.
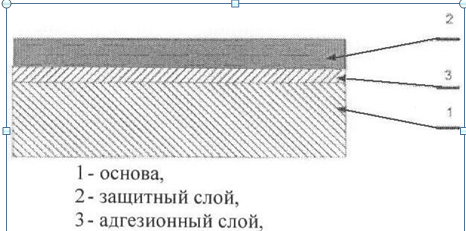
Рис. 1. Многослойное покрытие
Необходимо отметить, что понятие «многослойные» во многих случаях весьма условно, поскольку методы напыления позволяют добиться отсутствия четко выраженных межфазных границ между слоями, а также между покрытием и подложкой. Многослойные износостойкие твердые покрытия имеют повышенную трещиностойкостью, улучшенной адгезией, высокой ударной прочностью, меньшим уровнем внутренних напряжений и напряжений на границе «покрытие — подложка» вследствие выравнивания коэффициентов термического расширения. Например, покрытие TiCN имеет многослойную двухфазную структуру TiN–TiCN, что увеличивает прочностные и вязкостные характеристики по сравнению с покрытие
В последнее десятилетие разработаны и широко приспосабливаются различные комбинации покрытий с применением тонких внешних твердосмазочных покрытий (например, TiAlN/MoS2), которые обеспечивают хороший отвод стружки. Низким коэффициентом трения и высокой износостойкостью обладают высокотвердые алмазоподобные покрытия (diamondlikecarbon coatings — DLC). Однако у них имеется серьезный недостаток: очень высокий уровень внутренних напряжений, приводящий к охрупчиванию и отслаиванию при высоких контактных нагрузках, что ограничивает толщину покрытий до 1 мкм. Еще одна проблема такого покрытия — низкая теплопроводность, которая может приводить к их локальной графитизации с последующим вымыванием. Верхний рабочий температурный предел ограничен 250 °C, и требуется применение смазывающих охлаждающих жидкостей (СОЖ). Покрытия кубического нитрида бора (CBN) также обладают высоким уровнем внутренних напряжений и толщину покрытия не более 0,1 мкм.
При обработке резанием максимальная эффективность достигается при интегрированном использовании высокотехнологичного оборудования, оснащенного ЧПУ, и современного металлорежущего инструмента, обеспечивающего более высокие скорости резания и производительность.
Наиболее универсальная группа режущих материалов, позволяющих производить обработку подавляющего большинства металлических и неметаллических материалов. Твердосплавный инструмент предназначен для работы со скоростями резания до 300 м/мин (сверла 50–70 м/мин, новейшие разработки до 90–180 м/мин); используется, в основной массе, на станках зарубежных производителей с частотой вращения шпинделя в среднем до 10000 об/мин. Для улучшения свойств (увеличения твердости, уменьшения радиуса скругления режущей кромки и, как следствие, увеличения стойкости работы инструмента) производители стремятся к уменьшению зерна сплавов.
При сухой обработке хорошо себя зарекомендовало покрытие TiAlN. Это покрытие позволяет улучшить адгезию, повысить ударную прочность, снизить коэффициент трения, обладают повышенной трещиноустойчивостью.
В то же время, покрытия увеличивают радиус скругления режущей кромки, что неблагоприятно сказывается, например, при снятии небольшого припуска.
Таблица 1
Свойства наиболее распространенных покрытий
|
Покрытие |
TiAIN |
TiAICrYN |
TiCN |
TiN |
DLC |
MoS2 |
|
Твердность, HV |
2900–3400 |
2800–3200 |
2800–3100 |
2000–2500 |
4000–7000 |
30–40 |
|
Оптимальная толщина, мкм |
1–5 |
1–5 |
1–5 |
1–6 |
1–2 |
1–10 |
|
Уровень внутренних напряжений, Гпа/мкм |
1–2 |
1–2 |
1–2 |
1–2 |
2–6 |
0,1–1 |
|
Коэффициент трения при сухом резании углеродистой стали |
0,3–0,4 |
0,3–0,4 |
0,3–0,4 |
0,4–0,6 |
0,02–0,1 |
0,05–0,1 |
|
Максимальная рабочая температура (стойкость к окислению) |
800 |
950 |
400 |
500 |
250–350 |
400 |
|
Стойкость к абразивному изнашиваю |
+++ |
++ |
++ |
+ |
± |
- |
|
Стойкость к адгезионному изнашиванию |
+++ |
+++ |
+ |
++ |
± |
+++ |
Некоторые покрытия характеризуются высокими внутренними напряжениями, приводящими к отслаиванию покрытий. Наиболее применимы покрытия на неперетачиваемых инструментах и пластинах, т. к. при переточке покрытия на участках, подвергаемых заточке, полностью разрушаются.
Основные виды покрытий PVD (характеризуются толщиной 1–3,5 мкм, поэтому применяются для режущих кромок с маленьким радиусом скругления, позволяющих снизить силы резания, улучшить стружкодробление, предотвратить вибрации) и CVD-покрытия с толщиной до 20 мкм (Al2O3). Основная разница между этими покрытиями состоит в способе нанесения: для PVD покрытия (400–500оС) применяется физическое осаждение, для CVD (1000–1100оС) — химическое.
Ударное механическое разрушение инструмента также неблагоприятно сказывается на работе покрытий, поэтому их эффективность может снижаться при использовании несовершенного оборудования.
Кроме износостойких покрытий (наиболее распространенные нитридные TiAlN, TiAlCrN, TiN) используются твердосмазочные покрытия, обладающие очень низким коэффициентом трением и обеспечивающие снижение сил резания и удаление стружки (TiO2, WO3V2O5).
Инструмент с напайными твердосплавными пластинами, либо со сменными твердосплавными ножами для торцевых фрез, наиболее распространен в России. Его достоинства: простота, низкая стоимость. Основной недостаток — низкая производительность, необходимость качественной заточки. Скорость резания редко превышает 100 м/мин.
Таким образом, совершенствование технологии нанесения покрытий для режущего инструмента, разработка новых модификаций защитных покрытий позволяет существенно повышать работоспособность инструмента и расширять область его эффективного применения.
Нанесение инновационных покрытий на режущий инструмент является стратегической задачей. По ряду требований, технологическое покрытие, в конечном счете, должно соответствовать высокой степени износостойкости. Следовательно, оно должно быть термически стойким и прочно сцепляться с телом инструмента. Покрытие выбирается с учётом типа обрабатываемого материала и технологии использования конкретного инструмента.
Разработка и применение инновационных покрытий значительно увеличивает поле оптимизации их свойств в сопоставлении инструментальной основой и обрабатываемой поверхности.
Литература:
- Виды покрытий и твердых сплавов для режущего инструмента: [Электронный ресурс]. Дата обращения: 11.01.2017: URL: http://engcrafts.com/about-us/rezhushchij-instrument
- Перспективное оборудование: [Электронный ресурс]. Дата обращения: 09.01.2017: URL: http://www.axispanel.ru/

