Станкостроительное производство является важным аспектом машиностроения и одной из самых трудоёмких отраслей промышленности.
В течение многих лет и до настоящего времени в станкостроительном производстве обработка функционально связанных поверхностей типа станины и суппорта, станины и плиты задней бабки являются важным вопросом. К функционально связанным поверхностям относят поверхности подвижных и неподвижных соединений, когда сопряжение осуществляется одновременно по нескольким поверхностям, а сама точность их сопряжения определяется нормами контакта [1].
Направляющие суппорта и станины, станины и плиты задней бабки функционально связаны и изменение взаимного расположения одной пары плоскостей приводит к изменению положений других плоскостей соприкосновения. Направляющие суппорта и направляющие станины должны отвечать требованиям по нормам контакта. Контакт направляющих обеспечивается путём чистовой обработки и является окончательной обработкой технологического процесса «шабрения».
В станкостроении наибольшее применение нашёл способ пригонки путём шабрения поверхностей одной из сопрягаемых деталей. Этот способ оказался наиболее приемлемым вследствие того, что сопрягаемая деталь, поверхности которой шабрятся, изготовляются с весьма большими допусками, а, следовательно, и с большими припусками под шабрение.
На рисунке 1 показаны контуры направляющих станины, контактирующих с суппортом токарного станка НТ-250И.
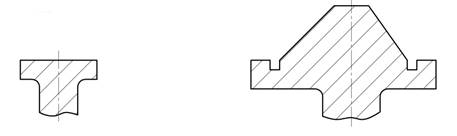
Рис. 1. Контуры направляющих станины станка НТ–250И под суппорт
Как правило, расположение функционально связанных поверхностей направляющих станины с помощью угловых размеров не указывается. Это связано с тем, что направляющие станины станка являются такими поверхностями, по которым подгоняются поверхности сопрягаемых деталей – суппорта и плиты задней бабки. Для приведения к более сокращенной терминологии будем называть поверхности, по которым подгоняются другие поверхности, базовыми поверхностями, либо деталями с базовыми поверхностями.
Размеры и угловые расположения базовых поверхностей выдерживают с помощью специальных шаблонов. На рисунке 2 показан шаблон для контроля точности расположения взаимосвязанных поверхностей станины при их изготовлении. Причем шаблон на рисунке 2 предназначен для контроля базовых поверхностей под суппорт станка НТ-250И. Базовые поверхности станины станка НТ-250И обрабатываются чистовым шлифованием на продольно-шлифовальном станке. Так как обработка базовых поверхностей станины осуществляется путем контроля с помощью шаблонов на «просвет», то можно считать, что точность направляющих станка соответствует точности размеров шаблона.
На рисунке 2 показаны контактирующие со станиной поверхности и размеры между функционально связанными плоскостями шаблона для контроля направляющих станка НТ-250И. Контроль размеров шаблона рекомендуется осуществлять с помощью контрольной оправки.
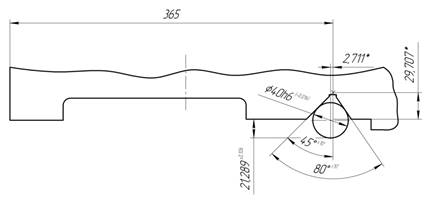
Рис. 2. Шаблон для изготовления направляющих станины станка НТ–250И под суппорт
На чертеже шаблона (рисунке 2) для контроля точности изготовления направляющих станины станка НТ-250И под суппорт показаны следующие размеры:
Ø40h6 - диаметр контрольной оправки;
29,707* - расстояние от вершины V-образной поверхности до плоскости контакта с направляющими станка (размер для оправки);
21,289±0,106 - расстояние от образующей контрольной оправки до плоскости контакта с направляющими станка;
80°±10' - угол V-образной поверхности шаблона;
45°±10' - часть угла V-образной поверхности шаблона.
Такое расположение размеров между функционально связанными поверхностями, которое показано на рисунке 2, часто применяется на деталях металлорежущих станков.
Из рисунка 2 видно, что полный угол V-образной поверхности в 80° разделен по номинальному значению на две неравные части 45° и 35° относительно перпендикуляра к плоскости контакта направляющих станка и проходящей через вершину V-образной поверхности.
В литературе мы не нашли примеров расчета погрешностей относительного расположения функционально связанных плоскостей с V-образной поверхностью, разделенной на неравные части угла. Поэтому нами ниже приведен расчет погрешностей расположения плоских и V-образных поверхностей применительно к станкам типа 1К62 и НТ-250И.
На рисунке 3 показана схема к расчету погрешности изготовления функционально связанных поверхностей направляющих станков в системе координат XY. За точку отсчета выбираем точку P – вершину V-образной поверхности. Относительно точки P фиксируем погрешность ∆l – по оси X и погрешность ∆H по оси Y.
Вначале определим погрешность образующиеся вдоль оси X.
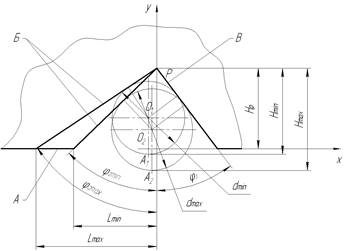
Рис. 3. Схема к расчету погрешностей вдоль осей X и Y для V-образных поверхностей металлорежущих станков
Из рисунка 3 следует, что угол 80°±10' делится на две части 35° и 45°. Причем допуск угла 35° не указан. Допуск угла 45°±10' равен допуску угла 80°. Следовательно, плоскость угла 35° принимается за измерительную базу. Погрешность углов 45° и 80° образуется за счет отклонений другой плоскости V-образной поверхности, до которой измеряются углы 45° и 80°.
Принимая размер 29,707 мм, указанный на рисунке 2, за номинальный, определим линейный размер отклонения точки пересечения стороны V-образной поверхности с плоскостью базовой поверхности станины по формуле:
 , т.е. погрешность
, т.е. погрешность  мм.
мм.
Для оценки погрешности расположения функционально связанных поверхностей станины, рассмотрим их в системе координат XY, т.е. по направлению горизонтальной плоскости станины и по направлению перпендикулярной горизонтальной плоскости.
На рисунке 3 показаны размеры с отклонениями к расчету погрешности изготовления V-образных направляющих станков системе координат XY. Причем, на рисунке 3 показана схема расположения контрольной оправки при неизменном значении одной части угла φ1 V-образной поверхности.
Из рисунка 3 видно, что

(1)

Значения O1A1 и O2A2 соответственно равны O1A1 = 0,5dmin и O2A2 = 0,5dmax. Прямые PO1 и PO2 являются биссектрисами максимального и минимального значения угла φобщ.
Значение половины угла V-образной поверхности призмы, разделяющимися биссектрисами, будут равны 0,5φmax и 0,5φmin. При этом отрезки PO1 и PO2 будут определяться по формулам:
(2)
В формуле (1) значения Δφ1 и Δφ2 определяются по формулам:
(3)
Подставив в формулу (1) значения, определенные по формулам (2) и (3), получим общие формулы для определения расстояний Hmin и Hmax

(4)

На основе приведенной формулы (4) определяем значение погрешности вдоль оси Y.
 (5)
(5)
Пример.Определим погрешность вдоль оси Y для случая обработки шаблона для контроля направляющих станины станка по чертежу, приведенному на рисунке 2, образующуюся за счет колебания углов V-образной поверхности и изменения диаметра контрольной оправки.
Исходные данные: dmax = 40 мм; dmin = 39,984 мм; φmax = 80,1667°; φmin = 79,8333°; φ1 = 35°; φ2max = 45,1667°; φ2min = 44,8333°.
Для приведенных исходных данных по формуле (4) рассчитываем значение Hmin и Hmax и по формуле (5) определяем погрешность Δy. Получаем погрешность Δy1 = 0,125 мм.
Для определения возможной общей погрешности положения плоскости направляющей станка необходимо рассмотреть размерную цепь, в которую входят размер 21,289±0,100 и размер H. В такой размерной цепи замыкающим звеном будет размер от вершины V-образной поверхности до плоскости направляющей суппорта. Рассчитывая размерную цепь по методу «max» и «min», определяем ожидаемое поле рассеивания этого размера. Поле рассеивания, либо погрешность расположения контактной плоскости относительно вершины призмы вдоль оси Y будет равна сумме погрешностей размеров H и 21,289 мм, т.е.
 мм.
мм.
На рисунке 4 показаны угловые и линейные размеры функционально связанных поверхностей суппорта токарного станка НТ-250И.
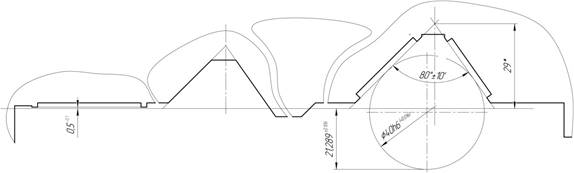
Рис. 4. Базовые поверхности суппорта, контактирующие с направляющими станины станка НТ–250И под суппорт
Из чертежа видно, что плоскость, по которой суппорт прилегает к плоскости станины станка, имеет размер, равный 0,5-0,1 мм. По чертежу станка заложен припуск в пределах от 0,4 до 0,5 мм для пригонки функционально связанных поверхностей суппорта по станине. Принимая заложенное значение припуска можно считать, что максимальная погрешность будет рассчитываться с учётом заложенного максимального значения припуска на плоскость прилегания, равная 0,5 мм. При расчете погрешности изготовления функционально связанных поверхностей суппорта по формуле (4), с учетом положения плоскости прилегания, получим следующие значения отклонений вдоль осей X и Y:
вдоль оси X Δx= 0,276 мм;
вдоль оси Y Δy= 0,836 мм.
По описанной выше методике были рассчитаны максимальные погрешности для соединений токарного станка НТ-250И с функционально связанными поверхностями. Были рассчитаны максимальные значения погрешностей, измеряемых вдоль осей X и Y.
В таблице 1 приведены числовые значения погрешностей для каждой детали соединений.
|
Таблица 1 Числовые значения погрешностей деталей соединений | |||
|
№ п/п |
Функционально связанные поверхности |
Максимальная погрешность | |
|
по оси X, мм |
по оси Y, мм | ||
|
1 |
2 |
3 |
4 |
|
1 |
Станины под суппорт |
0,083 |
0,108 |
|
2 |
Шаблона для станины под суппорт |
0,276 |
0,336 |
|
3 |
Станины под плиту задней бабки |
0,042 |
0,054 |
|
4 |
Шаблона для станины под плиту задней бабки |
0,042 |
0,032 |
|
5 |
Суппорта на станину |
0,23 |
0,132 |
|
6 |
Плиты задней бабки на станину |
0,18 |
0,08 |
|
7 |
Корпуса задней бабки с плитой |
0,704 |
0,61 |
|
8 |
Плиты задней бабки под корпус задней бабки |
0,375 |
0,324 |
Из таблицы 1 видно, что погрешности вдоль оси X и Y принимают весьма большие значения, выходящие за пределами допусков самых низких квалитетов точности.
При контакте соединяемых деталей погрешности функционально связанных поверхностей будут суммироваться. Нами рассчитаны суммарные значения погрешностей соединений.
На таблице 2 приведены числовые значения погрешностей соединений деталей металлорежущих станков.
|
Таблица 2 Числовые значения погрешностей соединений | |||
|
№ |
Функционально связанные поверхности |
Максимальная погрешность | |
|
по оси X, мм |
по оси Y, мм | ||
|
1 |
2 |
3 |
4 |
|
1 |
Соединение станины с суппортом станка |
0,313 |
0,24 |
|
2 |
Соединение станины с плитой задней бабки |
0,22 |
0,186 |
|
3 |
Соединение корпуса задней бабки с плитой |
1,08 |
0,934 |
Из таблицы 2 видно, что возможные погрешности, которые необходимо снимать при пригонке путем шабрения – технологического процесса для станка НТ250-И, могут принимать весьма большие значения.
Выводы:
1. Базовые поверхности деталей, по которым осуществляется контакт сопрягаемых пришабриваемых поверхностей, изготовляются с повышенной точностью;
2. Сопрягаемые пришабриваемые поверхности имеют размеры с пониженной точностью.
Из этого следует, что процесс пригонки сопровождается снятием весьма больших припусков до 0,5 мм, что в несколько раз превышает рекомендуемые припуски 0,1÷0,2 мм под операцию шабрение [2].
Литература
1. Коганов И.А., Никифоров А.П., Сотова Б.И., Герлейн М.О. Размерный анализ технологических процессов: Тула, Из-во ТулГУ, 1998. 109 с.
2. Балакшин Б.С. Теория и практика технологии машиностроения: В 2–х кн.-М.: Машиностроение, 1982 – Кн. 1. Технология станкостроения. 1982. 239 с.

