




Измерение искривлений и деформаций тонкостенных труб из коррозионно-стойких сталей при их холодной гибке с раскатыванием
Автор: Халиулин Евгений Велемьянович
Рубрика: 7. Машиностроение
Опубликовано в
Дата публикации: 14.01.2019
Статья просмотрена: 608 раз
Библиографическое описание:
Халиулин, Е. В. Измерение искривлений и деформаций тонкостенных труб из коррозионно-стойких сталей при их холодной гибке с раскатыванием / Е. В. Халиулин. — Текст : непосредственный // Актуальные вопросы технических наук : материалы V Междунар. науч. конф. (г. Санкт-Петербург, февраль 2019 г.). — Санкт-Петербург : Свое издательство, 2019. — С. 40-45. — URL: https://moluch.ru/conf/tech/archive/324/14784/ (дата обращения: 20.09.2024).
Проанализирована и рассмотрена технология измерений искривлений и деформаций тонкостенных труб из коррозионностойких сталей при их холодной гибке с раскатыванием. Подробно изложена методика проведения эксперимента. Эксперименты были проведены на специальном станке для холодной гибки тонкостенных труб с раскатыванием. В основу способа измерения искривлений и деформаций был использован «Метод сеток». После холодной гибки тонкостенной трубы были измерены расстояния между рисками, были подсчитаны величины удлинения и уменьшения длины стенок тонкостенной трубы, участвовавших в гибе. В результате проведённых исследований были получены графические зависимости, по которым можно понять характер удлинения и уменьшения длины стенок тонкостенной трубы в различных местах гиба. В результате проведенного исследования удалось оценить степень и характер искривлений и деформаций в продольном и поперечном сечении стенок тонкостенной трубы при холодной гибке с раскатыванием и, как следствие, рассчитать указанные деформации и утонения стенок тонкостенной трубы.
Ключевые слова: измерение, искривления, деформации, тонкостенные трубы, гибка труб, холодная гибка, гибка с раскатыванием, метод сеток.
Криволинейные элементы трубопроводов находят применение в различных отраслях промышленности для транспортировки всевозможных технологических сред при различных температурах и давлениях. Предлагаемая технология холодной гибки с раскатыванием изгибаемой тонкостенной трубы вызывает значительные по величине искривления и деформации, сложный характер распределения напряжений, образование наклепа на внутренней поверхности тонкостенной трубы и др. В связи с этим следует провести исследование влияние самого метода холодной гибки на свойства получаемых изделий с целью уточнения возможных областей применения.
Технология холодной гибки тонкостенных труб с раскатыванием (рис. 1), разработанная в ЮУрГУ, устраняет перечисленные недостатки. Данная технология заключается в следующем. При вращении раскатника, заведённого в тонкостенную трубу с достаточно большим натягом, в каждой точке кольцевой зоны раскатывания возникает знакопеременный изгиб, при котором изгибные напряжения кратковременно достигают предела текучести σт. В результате при приложении относительно небольшого изгибающего усилия происходит холодная гибка в перемещающейся кольцевой зоне раскатывания.
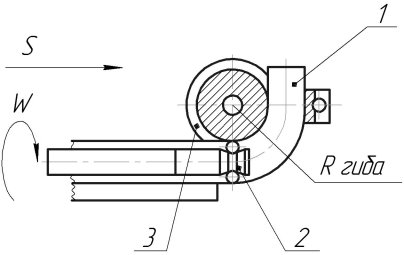
Рис. 1. Схема холодной гибки труб с раскатыванием: 1 — тонкостенная труба, 2 — шариковый раскатник, 3 — гибочный ролик
В конечном итоге, в результате холодной гибке тонкостенных труб с раскатыванием происходят различные искривления и деформации, а именно: удлинение внешней стенки тонкостенной трубы, укорачивание внутренней стенки и изменение длины боковой стенки. Это приводит к преобразованию формы и исходной толщины стенок тонкостенной трубы в поперечном сечении [3].
Результатом и целью экспериментов является измерение искривлений и деформаций при холодной гибке тонкостенных труб из коррозионностойких сталей при холодной гибке с раскатыванием, информации по которым еще достаточно мало.
Условия проведения эксперимента: 1. Заготовка: тонкостенная труба 12Х18Н9Т; ø42,5х2,25х1400 мм, ГОСТ 9941–81; 2. Инструмент: шариковый раскатник с 4-мя деформирующими элементами; 3. Оборудование: станок для холодной гибки тонкостенных труб с раскатыванием; 4. Угол изгиба тонкостенной трубы: 90°; 5. Способ холодной гибки: гибка тонкостенной трубы с раскатыванием, путем наматывания на ролик-шаблон; 6. Радиус гиба: 2Ду = 80 мм; 7. Режимы холодной гибки: натяг 0,5; 1; 1,5 мм; частота вращения раскатника: 300 об/мин; 8. В качестве привода главного движения использовался электродвигатель мощностью 0,95 кВт с частотой вращения n = 450 об/мин; 9. Частота вращения гибочного ролика: 0,15 об/мин, что обеспечивает подачу тонкостенной трубы равную 120 мм/мин; 10. В качестве деформирующих элементов раскатника использовались шарики из стали марки ШХ15 диаметром 14,1 мм.
Настоящие эксперименты были проведены на специальном станке [5] для холодной гибки тонкостенных труб с раскатыванием (рис. 2).

Рис. 2. Станок для холодной гибки тонкостенных труб с раскатыванием
Механизм создания натяга (рис. 3, 4), содержащий маховик 1, упор 2, стержень 3, втулку 4, корпус 5 и шток 6, позволяет устанавливать величину натяга в ходе холодной гибки без остановки вращения раскатного инструмента.
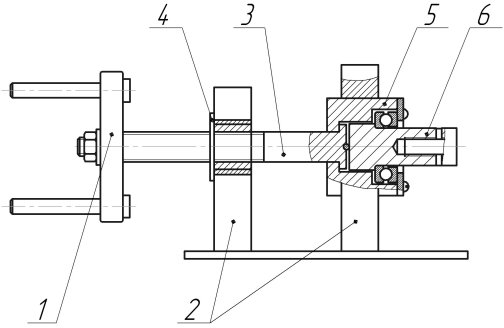
Рис. 3. Схема механизма создания натяга
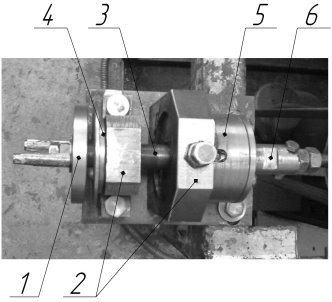
Рис. 4. Механизм создания натяга
С целью измерения искривлений и деформаций был использован «Метод сеток» [1, 2, 4]. На тонкостенную трубу перед холодной гибкой были нанесены риски через каждые 5 мм. На рис. 5 приведен результат эксперимента в виде изображения тонкостенной трубы после разметки и холодной гибки. Измерения проводились электронным штангенциркулем с точностью до 0,01 мм. После холодной гибки тонкостенной трубы были измерены расстояния между рисками, были подсчитаны величины удлинения и уменьшения длины стенок тонкостенной трубы, участвовавших в гибе (рис. 6).


a) b)
Рис. 5. Результат эксперимента: a) образец размеченной тонкостенной трубы после гиба; (b) тонкостенная труба в разрезе
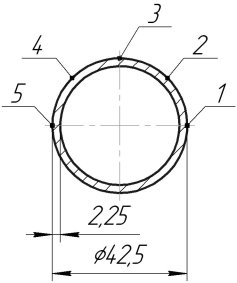
Рис. 6. Схема расположения точек, в которых проводились измерения
Поэтому, в результате проведённых исследований были получены графические зависимости, по которым можно понять характер удлинения и уменьшения длины стенок тонкостенной трубы в различных местах гиба (рис. 7, 8). Анализируя графики (рис. 7) можно установить определенную закономерность изменений искривлений и деформаций на различных участках изгибаемой тонкостенной трубы при различных натягах (табл. 1).
Таблица 1
Закономерность изменений искривлений и деформаций
|
Натяг |
Точка 1 |
Точка 2 |
Точка 3 |
Точка 4 |
Точка 5 |
|
0,5 мм |
–7,4 % |
–4,6 % |
12,0 % |
16,6 % |
35,2 % |
|
1 мм |
–11,0 % |
–5,6 % |
16,8 % |
22,0 % |
36,8 % |
|
1,5 мм |
–12,0 % |
–6,6 % |
18,0 % |
28,6 % |
39,4 % |
Неизбежность выпадения ряда точек на внутренней стенке, обусловлено наличием гофрообразования тонкостенной трубы при малых натягах. Выпадение точек на боковой стенке, внешней стенке, а также на участках 2 и 4 (рис. 6), обусловлено наличием гофрообразования тонкостенной трубы, трением тонкостенной трубы при холодной гибке о ролик-шаблон, неравномерностью толщин стенок тонкостенной трубы и структуры металла.
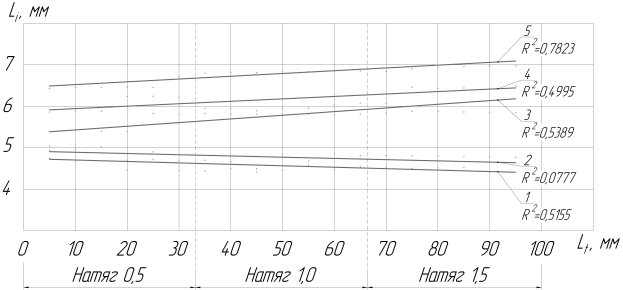
a) b) c)
Рис. 7. Графики изменения длин интервалов: (а) натяг N = 0,5 мм; (b) натяг N =1,0 мм; (с) натяг N = 1,5 мм
Поэтому величина натяга раскатника является основным параметром от которого зависят величины продольных искривлений и деформаций и качество гнутой тонкостенной трубы.
В результате, расчетная толщина стенки тонкостенной трубы на внутренней, боковой и наружной поверхности, а также между ними, по точкам 1–5 (рис. 6), менялась пропорционально изменению величины продольных искривлений и деформаций на соответствующих участках (рис. 7). Изменения толщины стенок тонкостенной трубы приведены на рис. 8.
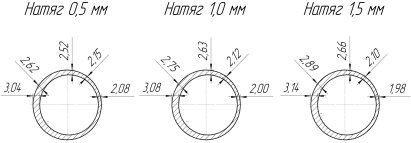
Рис. 8. Изменения толщины стенок тонкостенной трубы
Цель эксперимента достигнута: в результате проведенного исследования удалось измерить степень и характер искривлений и деформаций в продольном и поперечном сечении стенок тонкостенной трубы при холодной гибке с раскатыванием и, как следствие, рассчитать указанные деформации и утонения стенок тонкостенной трубы, а именно на внутренней стенке наблюдалось уменьшение длины стенки тонкостенной трубы в среднем от 7,4 % до 12,0 %, между внутренней и боковой стенкой наблюдалось уменьшение длины стенки тонкостенной трубы в среднем от 4,6 % до 5,6 %, на боковой стенке наблюдалось удлинение стенки тонкостенной трубы в среднем от 12,0 % до 18,0 %, между боковой и внешней стенкой наблюдалось удлинение стенки тонкостенной трубы в среднем от 16,6 % до 28,6 %, на внешней стенке наблюдалось удлинение стенки тонкостенной трубы в среднем от 35,2 % до 39,4 %.
Литература:
- Бергман, В. Измерение напряжений и деформаций / В. Бергман; под ред. Н. И. Пригоровского. — М.: Машгиз, 1961. — 535 с.
- Ильюшин, А. А. Упругопластические деформации полых цилиндров / А. А. Ильюшин, П. М. Огибалов. — М.: Изд-во Московского университета, 1960. — 224 с.
- Козлов, А. В. Технология и оборудование холодной гибки тонкостенных труб: монография / А. В. Козлов, А. В. Бобылев. — Челябинск: Изд-во ЮУрГУ, 2007. — 169 с.
- Пригоровский, Н. И. Методы и средства определения полей деформаций и напряжений: справочник / Н. И. Пригоровский. — М.: Машиностроение, 1983. — 248 с.
- Халиулин, Е. В. Станок для гибки труб из титановых сплавов / Е. В. Халиулин, А. В. Козлов // «Наука ЮУрГУ»: материалы 69 научной конференции. — Сб. науч. тр. Челябинск: Изд. «ЮУрГУ», 2017. — С. 545–549.
Ключевые слова
измерение, деформации, искривления, тонкостенные трубы, гибка труб, холодная гибка, гибка с раскатыванием, метод сетокПохожие статьи
Исследование перемещений металла в очаге деформации при...
Материал трубы в очаге деформации испытывает упругопластические деформации, которые достигают конечных
Поскольку их уровень высок, то при описании модели материала трубы в очаге
Исследовался процесс пилигримовой прокатки тонкостенной трубы из стали 14ХГС...
Пластическая деформация стенки трубы начинается при...
Металл трубы, обычно более пластичный, за счет уменьшения толщины стенки течет и заполняет все неровности соприкасающихся поверхностей, что и обеспечивает плотность соединения. По мере продвижения веретена внутрь трубы происходит деформация сначала...
К вопросу о разрушении стальных труб большого диаметра при...
Предложен критерий упругопластического разрушения стальных труб большого диаметра при
Если риска находится на внешней поверхности трубы, то разрушение поверхности трубы
12. Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы...
Деформации технологических трубопроводов и оборудования...
Частота вибрации трубопроводов зависит от величины давления газа и частоты пульсирующего потока, типа опор и расстояния между ними, жесткости трубопровода, его веса
В свою очередь перемещение трубы складывается из ее движения как целого и деформации ее осевой линии.
Экспериментальные исследования напряженно...
После подготовке трубы к испытаниям, она укладывалась в горизонтальном положении между деревянными брусками. Бруски сечением 10х10 см имели длину, равную длине трубы. Поверхности брусков специально не обрабатывались и оставлены плоскими.
Теоретическое исследование начальной стадии процесса...
Моделирование начальной стадии процесса пилигримовой прокатки труб выполнялось с использованием программного продукта ANSYS v10.0 [2]. Расчет выполнялся с использованием метода конечных элементов в объемной постановке. Упор сделан на определении...
Гидроиспытания стальных труб на прочность на заводе.
Гидроиспытания проводят в упругой зоне деформации стенки трубы. Однако, при чрезмерном внутреннем давлении стенка трубы может испытывать пластическую деформации и даже разорваться. Разрыв труб также может произойти при наличии дефектов в стенке труб [112...
Разрушение стальных труб при дефекте «раскатанный пригар...»
По теории прочности внешняя стенка трубы разрушается, когда максимальные
Разрушение стенки трубы при дефекте раскатанный пригар происходит при достижении в трубе
Шинкин В. Н., Борисевич В. Г., Федотов О. В. Холодная правка стального листа в четырехроликовой...
Остаточные напряжения при экспандировании стальной трубы
Напряжения в стенке трубы при экспандировании. После формовки на кромкогибочном и трубоформовочном прессах труба имеет
На внутренней и внешней поверхностях той же трубы максимальные суммарные окружные напряжения соответственно равны 1,254 σв и 0...
Похожие статьи
Исследование перемещений металла в очаге деформации при...
Материал трубы в очаге деформации испытывает упругопластические деформации, которые достигают конечных
Поскольку их уровень высок, то при описании модели материала трубы в очаге
Исследовался процесс пилигримовой прокатки тонкостенной трубы из стали 14ХГС...
Пластическая деформация стенки трубы начинается при...
Металл трубы, обычно более пластичный, за счет уменьшения толщины стенки течет и заполняет все неровности соприкасающихся поверхностей, что и обеспечивает плотность соединения. По мере продвижения веретена внутрь трубы происходит деформация сначала...
К вопросу о разрушении стальных труб большого диаметра при...
Предложен критерий упругопластического разрушения стальных труб большого диаметра при
Если риска находится на внешней поверхности трубы, то разрушение поверхности трубы
12. Шинкин В. Н. Холодная правка толстого стального листа на девятироликовой машине фирмы...
Деформации технологических трубопроводов и оборудования...
Частота вибрации трубопроводов зависит от величины давления газа и частоты пульсирующего потока, типа опор и расстояния между ними, жесткости трубопровода, его веса
В свою очередь перемещение трубы складывается из ее движения как целого и деформации ее осевой линии.
Экспериментальные исследования напряженно...
После подготовке трубы к испытаниям, она укладывалась в горизонтальном положении между деревянными брусками. Бруски сечением 10х10 см имели длину, равную длине трубы. Поверхности брусков специально не обрабатывались и оставлены плоскими.
Теоретическое исследование начальной стадии процесса...
Моделирование начальной стадии процесса пилигримовой прокатки труб выполнялось с использованием программного продукта ANSYS v10.0 [2]. Расчет выполнялся с использованием метода конечных элементов в объемной постановке. Упор сделан на определении...
Гидроиспытания стальных труб на прочность на заводе.
Гидроиспытания проводят в упругой зоне деформации стенки трубы. Однако, при чрезмерном внутреннем давлении стенка трубы может испытывать пластическую деформации и даже разорваться. Разрыв труб также может произойти при наличии дефектов в стенке труб [112...
Разрушение стальных труб при дефекте «раскатанный пригар...»
По теории прочности внешняя стенка трубы разрушается, когда максимальные
Разрушение стенки трубы при дефекте раскатанный пригар происходит при достижении в трубе
Шинкин В. Н., Борисевич В. Г., Федотов О. В. Холодная правка стального листа в четырехроликовой...
Остаточные напряжения при экспандировании стальной трубы
Напряжения в стенке трубы при экспандировании. После формовки на кромкогибочном и трубоформовочном прессах труба имеет
На внутренней и внешней поверхностях той же трубы максимальные суммарные окружные напряжения соответственно равны 1,254 σв и 0...




