В данной статье проведен анализ к технологическому процессу ПДУ согласно международным стандартам. Описано технологическое оборудование, режимы обработки, методы контроля, технологическая оснастка.
Ключевые слова:пневмодробеструйное упрочнение, технологическая оснастка, контроль процесса упрочнения.
Основные термины и аббревиатуры
Поверхностное пластическое деформирование (ППД) — обработка давлением, при которой пластически деформируется только поверхностный слой детали (термины и определения по ГОСТ 18296). [1]
Пневмодробеструйное упрочнение (ПДУ) — процесс ППД, где в качестве движителя дроби используется сжатый воздух.
1. Анализ технологических требований к процессу ПДУ
Качество воздуха и дроби
При подаче сжатого воздуха система должна обеспечить защиту от попадания масла воды и других загрязнений.
Система должна иметь устройство обеспечения сортировки всего объёма дроби по размеру и исключения попадания сломанной дроби и пыли. Возврат дроби надлежащего размера с гарантией качества не менее 80 %.
Требование к дроби и поверхности
При обработке используется типоразмер дроби фракцией 0,5–0,85 мм (аналог S230 [2] по стандарту ASTM E11–04).
Максимальная шероховатость упрочненной дробью поверхности должна быть не выше Ra=3,2 мкм [2].
Технологические режимы
Режим ПДУ
|
Давление воздуха атм. |
Расход дроби*, кг/сек |
Расстояние от среза сопла до детали, мм |
Положение сопла относительно обдуваемой поверхности, ° |
Интенсивность упрочнения для титановых сплавов, мм |
|
2–4 |
8–11 |
100–200 |
70°-90° |
0,2–0,3 |
*-Расход дроби определяется при помощи расходомера в течении 15 сек.
Контроль процесса упрочнения
Визуальный контроль:
- отсутствие вкраплений дроби;
- отсутствие парезов, вызванных отломившимися частичками;
- отсутствие механического повреждения.
2. Контроль режимов обработки записанных в ПК.
3. По образцам — пластинам Almen (см. рис. 1.1;1,2;1.3). Прибор и пластины должны соответствовать стандарту SAE J442 [3]. Пластины изготавливаются из стали 30ХГСА с приделом прочности 120+/-10 кгс/мм2, или 30ХГСНА с приделом прочности 170+/-10 кгс/мм2.

Рис. 1.1. Современные приборы TSP-3 для измерения интенсивности Almen согласно стандарту SAE J442

Рис. 1.2. Устаревший прибор. Позиция 1 индикатор на 0 мм

Рис. 1.3. Позиция 2 индикатор на 2,5 мм, что соответствует требованиям ТП
Для обеспечения требований PCS-2300 по контролю интенсивности прогиба пластин Almen необходимо использовать прибор типа TSP-3 с обеспечением считывания до 0,0254 мм или 0,001 дюйма.
Недостатки ПДУ: высокие локальные мгновенные температуры (600–750 0С), приводящие к созданию значительного подслойного максимума сжимающих остаточных напряжений, увеличение шероховатости поверхности деталей; ускоренный износ сопел, дроби и деталей камеры; наличие металлической пыли [1].
1.2 Технологическая оснастка процесса ПДУ
Основной конструктивной особенностью деталей семейства «Кронштейн» является схема базирования по двум отверстиям и базовой плоскости.
Для снижения времени процесса пневмодробеструйного упрочнения, спроектирована оснастка позволяющая обработать деталь за два установа. Предлагаемая оснастка обеспечивает базирование и закрепление детали по двум отверстиям, тем самым предоставляет доступность сопла ко всем обрабатываемым поверхностям под углом не менее 70°.
При базирование детали за отверстия, используется цанговый палец, спроектированный таким образом, что все резьбовые соединения защищены от попадания дроби, обеспечивая возможность многократного использования оснастки. Также палец обеспечивает необходимую силу зажима, увеличивает доступность поверхностей детали для рабочего инструмента при обработки и контроле, сокращает объем материала используемую на оснастку по сравнению с классическим закреплением детали (см. рис. 2).
Сверху выделен винт, имеющий конусное сечение, фиолетовым натяжная втулка, зеленым цветом цанговый палец.
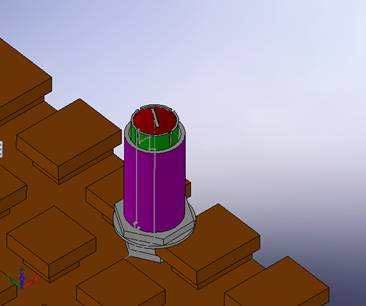
Рис. 2. Система крепления за отверстие с помощью цангового пальца для процесса пневмодробеструйного упрочнения
Литература:
1. Справочник технолога-машиностроителя Т.2/ Под ред. А. М. Дульского, А. Г. Суслова, А. Г. Косиловой- 5-е изд., перераб. И доп.- М.: Машиностроение-1,2001 г.944 с. 481–521;
2. PCS-230 с.1–17;
3. http://www.electronics-inc.com/uploads/data_sheets_installation_manuals/almen/im0060_ru

