Шероховатость поверхности является одной из основных характеристик качества деталей и оказывает влияние на эксплуатационные показатели. Поверхности деталей, в первую очередь, подвергаются внешним воздействиям. Износ трущихся поверхностей, зарождение трещин усталости, смятие, коррозионное и эрозионное разрушения, разрушение в результате кавитации и др. — это процессы, протекающие на поверхности деталей и в некотором прилегающем к поверхности слое. Естественно, что придание поверхностям деталей высокого качества, способствует существенному повышению показателей работоспособности машин в целом и в первую очередь показателей надежности. Данная работа выполнена при финансовой поддержке министерства образования и науки РФ.
В процессе резания лезвийным инструментом, шлифования, полирования и др. поверхностный слой деформируется под действием нагрузок и температуры, а внешний рельеф поверхности формируется благодаря геометрии режущего инструмента, режимов обработки и т. д.
Назначение подачи при токарной чистовой обработке осуществляется исходя из требуемой шероховатости обрабатываемой поверхности, геометрических параметров токарного инструмента, возможностей технологической системы и обрабатываемого материала. При чистовой обработке рекомендуют назначать максимальную подачу из условия Smax=1/3·r, где r — радиус при вершине резца, мм [1, 2]. По предложенной схеме работы резца (Рис. 1) максимальная подача определяется из условия Smax=2·r·sin(φ1).
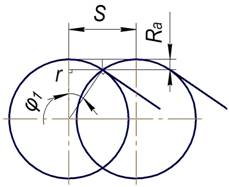
Рис. 1. Схема работы токарного резца при чистовой обработке
Определение шероховатости Ra и подачи S из схемы работы можно определить по формуле:
 ,
,
тогда получим:
 ,
,
 ,
,
 ,
,
тогда:
 и
и  .
.
Ниже приведены результаты расчета подачи, зависящие от радиуса при вершине резца r, вспомогательного угла в плане φ1 и требуемой шероховатости обработанной поверхности Ra (Табл. 1).
Таблица 1
|
Smax, мм |
При φ1 |
r=0,1 мм |
r=0,2мм |
r=0,4мм |
|
5º |
0,017 |
0,035 |
0,070 | |
|
7º |
0,024 |
0,049 |
0,097 | |
|
10º |
0,035 |
0,069 |
0,139 | |
|
15º |
0,052 |
0,104 |
0,207 | |
|
30º |
0,100 |
0,200 |
0,400 | |
|
45º |
0,141 |
0,283 |
0,566 | |
|
S, мм |
При Ra,мкм |
r=0,1 мм |
r=0,2мм |
r=0,4мм |
|
0,16 |
0,011 |
0,016 |
0,023 | |
|
0,32 |
0,016 |
0,023 |
0,032 | |
|
0,63 |
0,022 |
0,032 |
0,045 | |
|
1,25 |
0,032 |
0,045 |
0,063 | |
|
2,50 |
0,045 |
0,063 |
0,089 | |
|
5,00 |
0,063 |
0,089 |
0,126 |
По результатам расчетов получена зависимость шероховатости обработанной поверхности Raот радиуса при вершине резца r и подачи S (Рис. 2).
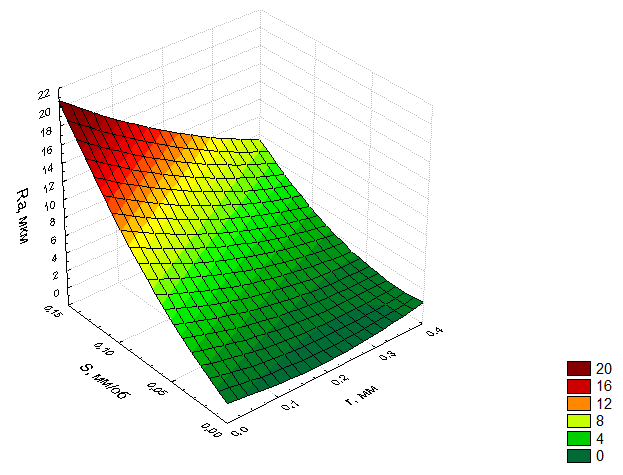
Рис. 2. Зависимость шероховатости обработанной поверхности Raот радиуса при вершине резца r и подачи S
Зависимость шероховатости обработанной поверхности Ra имеет вид:
 .
.
Результаты, полученные при расчетной модели, подтверждаются экспериментальными данными (Рис. 3). Из графика следует, что с увеличением вспомогательного угла шероховатость обработанной поверхности увеличивается.
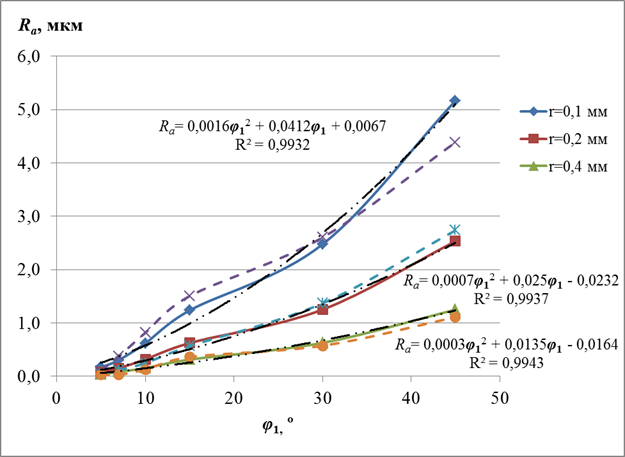
Рис. 3. График зависимости геометрической шероховатости обработанной поверхности от вспомогательного угла резца
Анализ результатов исследований показал, что для уменьшения шероховатости следует стремиться к уменьшению вспомогательного угла режущего элемента и снижению радиуса при вершине. Кроме того, следует применять подачу, не превышающую расчетного значения.
Таким образом, выполненные исследования позволили установить, что значительное влияние на качество обработанной поверхности оказывает радиус при вершине, подача и вспомогательный угол в плане резца, но возможность применения низких значений подач возможно лишь при высоком качестве затачивания режущего инструмента. Например, при расчетной подаче равной 0,011 мм/об острота лезвия должна быть не хуже 4…5 мкм, в противном случае не будет обеспечиваться резания, а будет возникать выдавливание материала.
Литература:
1. Парфеньева И. Е. Технология конструкционных материалов. М.: Учебное пособие, 2009.
2. Жуков Э. Л. [и др.] Основы технологии машиностроения. Этапы проектирования и точность технологических процессов: учеб. пособие /; под общ. ред. С. Л. Мурашкина. — СПб.: Изд-во Политехн. ун-та, 2008. — 408 с.
3. Табенкин А. Н., Тарасов С. Б., Степанов С. Н. Шероховатость, волнистость, профиль. Международный опыт / Под редакцией к. т.н. Н. А. Табачниковой, СПб.: Изд-во Политехн. ун-та 2007, 136 с.
4. Технология машиностроения, колебания и точность при обработке материалов резанием: Учеб. пособие / С. Л. Мурашкин, А. Г. Схиртладзе, А. М. Соловейчик, Э. Л. Жуков, И. И. Козарь, Б. Я. Розовский В. В. Дегтярев. Под редакцией С. А. Мурашкина СПб.: Изд-во СПбГПУ, 2003, 280 с.

