Описывается электропечь для обжига керамики и огнеупоров, котораяпредставляет собой печь конвейерного типа с тремя внутренними секциями. Для экономии энергии 1 и 3 секции соединяются воздуховодом. Сквозь печь, проходит конвейер с поддонами, на которые ставятся детали для обжига массой до 30 кг. Контроль за процессом обжига осуществляет микроконтроллерная система. Режимы обжига задаются клавиатурой и отображаются на ЖК-дисплее.
Ключевые слова: печь, керамика, огнеупоры, микроконтроллер, секции обжига.
Слово керамика (от греческого keramos — глина) происходит из греческого языка, и в узком смысле обозначает глину, прошедшую обжиг. Однако современное использование этого термина расширяет его значение до включения всех неорганических неметаллических материалов.
Исторически керамические изделия были жёсткими, пористыми и хрупкими. Изучение керамики приводит к разработке все новых и новых методов для решения данных проблем, уделяя особое внимание сильным сторонам материалов, а также и необычному их использованию.
Материал и технология, которые используются как в декоративно-прикладном искусстве (разнообразные сосуды, мелкая пластика), так и в скульптуре (рельефы, статуэтки), в монументальном искусстве (панно), в строительстве (кирпич, черепица, изразцы). Керамика известна с глубокой древности и является, возможно, первым созданным человеком материалом. Время появления керамики относят к эпохе мезолит и неолита. Различными видами керамики являются терракота, майолика, фаянс, каменная масса, фарфор.
Область применения керамики. Созданы типы керамики, которые можно использовать в самых разных областях промышленности. Так, керамическую основу спрессовывают и спекают с металлической пудрой. В результате получается жаростостойкий материал, называемый керметом. Керметы используют для изготовления головных обтекателей и теплоизоляционных покрытий космических челноков, деталей ракетных и реактивных двигателей. Керамические детали автомобильных двигателей намного легче, прочнее и долговечней чем металлические.
Некоторые виды керамики, содержащие оксид меди, являются сверхпроводниками при сверхнизких температурах. Сейчас ученые разрабатывают аналогичные сверхпроводники и для более высоких температур. В строительстве широко применяется цемент — один из видов керамики, сырьем для которого служат глина и известняк, смешанный с водой.
Огнеупорные материалы — это материалы применяемые для проведения металлургических процессов (плавка, отжиг, обжиг, испарение и дистилляция), конструирования печей, высокотемпературных агрегатов (реакторы, двигатели, конструкционные элементы и др.). Огнеупорные материалы отличаются повышенной прочностью при высоких температурах, химической инертностью. По составу огнеупорные материалы это керамические смеси тугоплавких окислов, силикатов, карбидов, нитридов, боридов. В качестве огнеупорного материала применяется углерод (кокс, графит). В основном это неметаллические материалы, обладающие огнеупорностью не ниже 1580 °C, применяются практически везде, где требуется ведение какого-либо процесса при высоких температурах.
Представляется электропечь для обжига керамических изделий. Печь представляет собой устройство конвейерного типа с тремя внутренними секциями, каждая из которых имеет размер 1,5х1,5х1,5 м. Печь имеет сзади, спереди и внутри между секциями закрываемые дверцы.
Сквозь печь, а также по 5 м. до и после печи проходит конвейер с поддонами, на которые ставятся детали для обжига массы до 30 кг. на поддон. На боковой поверхности печи расположены ЖК-дисплей и клавиатуры при помощи которых задается следующие параметры:
- температура в первой секции предварительного прогрева;
- время выдержки изделия в первой секции;
- температура во второй секции основного обжига;
- время выдержки изделия во второй секции;
- температура третьей секции медленного остывания;
- время выдержки изделия в третьей секции;
- количество обжигаемых изделий.
Нагревательные элементы расположены во всех трех секциях. Однако внутри секции основного обжига расположен вентилятор, который включается, если разница температур внутри секции достигается 1°С. Также первая и последняя секция соединены воздуховодом, оснащенным задвижками и вентилятором. Данные устройства позволяет тепло остывающих изделий частично передавать для нагрева прогреваемых изделий.
Ввод данных производится при помощи клавиатуры:
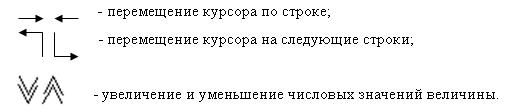
Перемещение курсора циклично. Диапазон задаваемых температур для первой и третьей камеры от 100до 500 0С, а для второй от 500 0С до 1050 0С, с шагом 1 0С. Факт входа изделия в первую секцию фиксируется фотодатчиком.
На рис. 1 изображен вид дисплея, который расположен на боковой стенки печи.
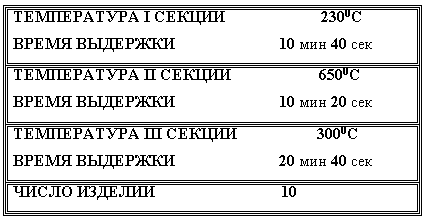
Рис. 1. Вид дисплея
Система информирует персонал об окончании обжига отдельного изделия и всей партии, так же об аварийных ситуациях:
- не закрываются (не открываются) дверцы на входе (выходе) секции;
- не закрываются (не открываются) задвижки воздуховода между первой и третьей секции;
- не работает вентилятор;
- не движется конвейер;
- не достигается заданная температура в секции (не работает нагревательный элемент);
- не следующего изделия на конвейере.
Информирование идет звуковым способом и на дисплее. На рис. 2 представлена структурная схема системы.
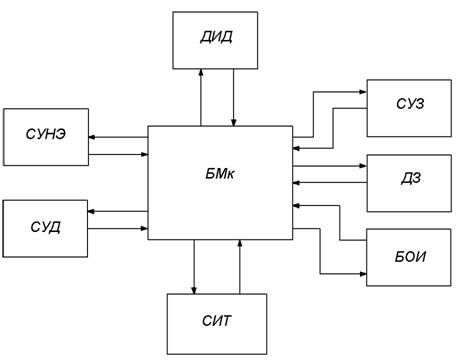
Рис. 2. Структурная схема системы
Структурная схема системы состоит из блоков:
- СУНЭ — схема управления нагревательными элементами;
- СУД — схема управления двигателями;
- СИТ — схема измерения температуры;
- ДИД — датчики исправности двигателей;
- СУЗ — схема управления задвижками воздуховода;
- ДЗ — датчик положений задвижек;
- БОИ — блок отображения информации;
- БМк — блок микроконтроллера.
Функциональная схема представлена на рис. 3 и состоит из блоков:
- Т — таймер реального времени;
- ФД 1 ÷ 3 — фотодатчики секции;
- ДТ 1С, 2С, 3С — датчик температуры секций;
- ДЗД 1,2,3,4 — датчик закрытия дверей;
- ДОД 1,2,3,4 — датчик открытия дверей;
- ДОЗд — датчик открытия задвижек воздуховода;
- ДЗЗд — датчик закрытия задвижки воздуховода;
- Н — нагревательный элемент;
- LCD — жидко-кристаллический дисплей;
- К — клавиатура;
- ШД — шинный драйвер;
- ТК — транзисторный ключ;
- РГд — регистр обслуживания двигателей;
- ДЗ — драйвер звука;
- УВХ — устройство выборки и хранения;
- СНС — схема начального сброса;
- ДК — двигатель конвейера;
- ДД1–4 — двигатели дверцы 1,2,3,4;
- ЭК — электронный коммутатор;
- РГэл — регистр электронного коммутатора;
- ДЗ — двигатель задвижек;
- ДВ2С — двигатель вентилятора второй секции;
- ДВВ — двигатель воздуховода;
- ДРВВ — датчик работы вентилятора воздуховода;
- ДРВ2С — датчик работы вентилятора второй секции.
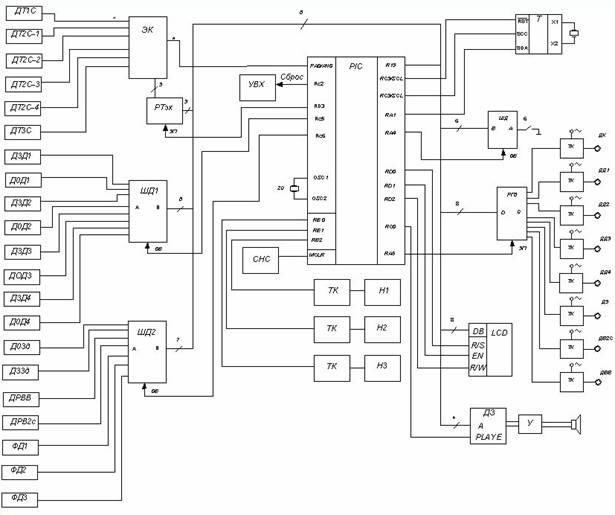
Рис. 3. Функциональная схема системы
Схема работает следующим образом. Центральным звеном является микроконтроллер. Опрос аналоговых датчиков ведется через электронный коммутатор. Для этого контроллер загружает код в регистр электронного коммутатора и к аналого — цифровому преобразователю подключается один из датчиков. Далее сигнал с датчика фишируется УВХ и оцифровывается. Измерение происходит 10 раз и вычисляется среднее значение, которое принимается за окончательный результат измерения. Данная процедура позволяет снизить случайную погрешность в  раз. Аналогичным способом опрашиваются все датчики.
раз. Аналогичным способом опрашиваются все датчики.
Дискретные датчики опрашиваются через шинные драйверы. Порядок подключения определяется микроконтроллером.
Обращение к таймеру происходит по интерфейсу I2 Cпо специальным выводам.
Опрос клавиатуры ведется через соответствующий шинный драйвер.
Данные на включение двигателей микроконтроллер загружает в регистр. Включение двигателей производится при помощи транзисторных ключей.
Литература:
1. Желудько, А. П.Художественная керамика / А. П. Желудько — М.: ДиС, 1988. — 342 с.
2. Фурманов, В. Д.Автоматика в строительстве /В. Д. Фурманов — М.: Высшая школа, 1985. — 208 с.
3. Денисов, П. П.Обжиговые печи / П. П. Денисов — М.: Энергия, 1983. — 256с.

