В настоящее время полиэтиленовые воски нашли широкое применение и востребованы на рынке, но все же ещё находятся в стадии дальнейшего развития в отношении технологии производства и применения в различных сферах. Полиэтиленовые воски могут быть произведены несколькими способами, в результате чего получаются продукты со специфическими химическими и физическими свойствами, с различиями в отношении доли рынка, конкретных областей применения и в вопросах потенциала для дальнейшего развития.
Уникальные физико-химические характеристики низкомолекулярного полиэтилена-воска, включая относительно невысокую молекулярную массу и термопластичность, открывают широкие возможности для его использования. Кроме того, способность полиэтилена-воска снижать трение и повышать износостойкость делает его ценным компонентом в производстве смазочных материалов и защитных покрытий.
В ходе исследования патентной литературы нами было обнаружено, что большинство патентной документации содержит способы получения полиэтиленовых восков из полиэтилена высокого давления, поскольку он имеет более низкую цену по сравнению с полиэтиленом высокой плотности. Поэтому получение низкомолекулярного полиэтилена из ПСВП представляет большую исследовательскую ценность, поскольку мы можем получить продукт с совершенно новыми свойствами, и, соответственно, совершенно новой областью применения.
Целью нашей работы является получение нового вида полиэтиленового воска из гранул полиэтилена суспензионного высокой плотности.
Для исследования возможности получения воска нами была собрана следующая лабораторная установка. Фото установки представлено на рисунке 1.
Рис. 1. Фото лабораторной установки
Для уменьшения молекулярной массы полиэтилена был выбран метод термодеструкции, практическим методом для этого процесса была выбрана температура 500–510°С. Температура самовоспламенения полиэтилена около 400°С, поэтому необходимо ограничить доступ кислорода в зону процесса. Для этого весь процесс необходимо производить в токе азота. Также ток азота выполняет транспортирующую функцию, он выносит получаемый из расплавившегося полиэтилена воск из зоны нагревания. Для исключения попадания кислорода в камеру нагревания азот предварительно проходит через концентрированную серную кислоту и пирогаллол.
Процесс выбрано проводить в трубчатой печи. Исходный продукт помещается в фарфоровые лодочки и продвигается в зону нагрева. На выходе из трубки было установлено улавливающее устройство, поскольку получаемый полиэтиленовый воск выходит из печи в виде аэрозоля, поэтому улавливающее устройство нуждается в охлаждении.
Также практическим путём определено, что для улавливания получившегося воска крайне важна скорость потока азота. При скорости потока около 30 см 3 /мм частицы получившегося низкомолекулярного полиэтилена получаются слишком маленькими, и почти полностью уходят в виде аэрозоля, но при скорости потока 45–50 см 3 /мм они получают достаточное ускорение, чтобы, ударяясь о стенки улавливающего устройства, оседать.
Получившийся продукт имеет мягкую, кремообразную структуру, белый цвет, впоследствии окисляющийся на воздухе до желтоватого, резкий запах. При соприкосновении с органическими материалами, такими как кожа, хорошо впитывается в пористые поверхности.
Температуру каплепадения полученного воска определяли по ГОСТ 6793–74 [1] с помощью аппарата АКП-02У. Показатель определялся с помощью трёх параллельных определений, результаты представлены в таблице 1.
Таблица 1
Результаты определения температуры каплепадения
|
№ опыта |
Температура каплепадения, °С |
Результат определения |
|
1 |
79 |
79 |
|
2 |
79 | |
|
3 |
78 |
Поскольку данная температура слишком низкая для пластичных смазок (по ГОСТ ISO 12924 -2013 температура каплепадения для пластичных смазок ≥90°С), было решено повысить её с помощью окисления. Также окисленный воск является более химически стабильным продуктом.
Полученный продукт поместили в стеклянный стакан, расплавили на электрической плитке при минимальной температуре. Далее расплав с помощью стеклянной трубки барботировали воздухом. Далее определили температуру каплепадения тем же способом для окисленного продукта. Полиэтиленовый воск расплавили в стеклянном стакане на электрической плитке, в расплавленном состоянии его залили в маслёнки так, чтобы не возникло пузырей. После остывания излишки продукта срезали ножом. Поставили маслёнки в пробирки, поместили в аппарат.
По методике, предложенной ГОСТ, для точного определения необходимо, чтобы температура, начиная с температуры на 20°С ниже ожидаемой температуры каплепадения, повышалась со скоростью 1°С в минуту. Так как температура каплепадения исследуемого продукта не была известна, нами была запрограммирована минимальная температура, равная 40°С. Результаты испытания представлены в таблице 2.
Таблица 2
Результаты определения температуры каплепадения окисленного воска
|
№ опыта |
Температура каплепадения, °С |
Результат определения, °С |
|
1 |
92 |
91 |
|
2 |
92 | |
|
3 |
90 |
Таким образом, температура каплепадения исследуемого продукта равна 91°С.
Для полученного нового вида полиэтиленового воска были определены температура каплепадения, испаряемость, коррозионное воздействие на металлы, массовая доля механических примесей, не растворимых в соляной кислоте, массовая доля воды. Также был проведён термогравиметрический анализ и дифференциально-сканирующая калориметрия.
Испаряемость полученного воска было решено определять согласно ГОСТ 9566–74 [2], однако, поскольку в нашем распоряжении не было оборудования для обеспечения точных условий испытания, мы постарались создать условия, наиболее приближенные к ним.
- Был необходим нагревательный элемент, обеспечивающий равномерный нагрев дна чашечки с продуктом. В качестве такого нагревательного элемента был использован сушильный шкаф, нагрев которого производится через полки. Контроль температуры в данном сушильном шкафу также производится на используемых полках.
- Поскольку не были в распоряжении специальные металлические чашки, нами были взяты чашки Петри схожего с требуемым размером. Чашки обработали бензином и довели в сушильном шкафу до постоянной массы.
Температура испытания должна быть указана в нормативной документации на продукт, и поскольку её нет, нами была выбрана температура 60°С, поскольку для испытания было необходимо, чтобы продукт не закипал, чтобы не было потерь вследствие разбрызгивания при температуре, превышающей температуру каплепадения. Продукт вмазывали в предварительно очищенные и доведённые до постоянной массы чашки Петри ровным слоем, не допуская пузырей, определяли массу чашки и навески до испытания. Далее выдерживали чашки с продуктом в сушильном шкафу без вакуума при температуре 60°С в течение 1 часа, охлаждали чашки в эксикаторе с осушителем до комнатной температуры и взвешивали чашки с пробами после испытания с точностью до 0,0002. Итоги определения представлены в таблице 3.
По результатам исследования было определено, что испаряемость полученного продукта составила 1,86 % массовых.
Таблица 3
Результаты определения испаряемости
|
№ испытания |
Масса чашки, г |
Масса навески, г |
Масса чашки с навеской до нагревания, г |
Масса чашки с навеской после нагревания, г |
Результат испытания, % |
|
1 |
106,2015 |
20,0812 |
126,2827 |
125,9112 |
1,85 |
|
2 |
108,1204 |
22,1395 |
130,2599 |
129,8459 |
1,87 |
|
3 |
105,7925 |
20,0063 |
125,7988 |
125,4267 |
1,86 |
|
4 |
106,5261 |
21,4231 |
127,9492 |
127,5529 |
1,85 |
|
Средняя |
1,86 | ||||
Определение коррозионного воздействия на металлы ускоренным методом производилось по ГОСТ 9.080–77 [3]. Сущность метода заключается в выдерживании металлических пластинок в пластичной смазке при определенной температуре, зависящей от температуры каплепадения смазки, и фиксировании изменения внешнего вида пластинки.
По результатам испытания на пластинках нет заметных невооруженным глазом пятен или точек, зелени, темно-серых, коричневых или черных пятен, налетов или пленки.
Содержание механических примесей, нерастворимых в соляной кислоте определяли по ГОСТ 6479–79 [4]. Результаты определения приведены в таблице 4.
Таблица 4
Результаты определения массовой доли механических примесей
|
№ опыта |
Масса навески m, г |
Масса фильтра m 2 , г |
Масса фильтра с осадком m 1 , г |
Массовая доля мех. Примесей X, % |
|
1 |
15,0019 |
0,5214 |
0,5243 |
0,019 |
|
2 |
15,0035 |
0,5405 |
0,5432 |
0,018 |
|
Средняя |
0,019 | |||
Таким образом, массовая доля механических примесей, нерастворимых в соляной кислоте, составила 0,019 %.
Определение массовой доли воды проводили по ГОСТ 2477–2014 [5]. Результаты определения содержания воды представлены в таблице 5.
Таблица 5
Результаты определения массовой доли воды
|
№ опыта |
Масса образца m, г |
Объем воды в приёмнике-ловушке V 0 , мл |
Результат, % |
|
1 |
50,0032 |
1,0 |
2,00 |
|
2 |
50,0059 |
1,0 |
2,00 |
|
Средняя |
2,0 | ||
Таким образом, массовая доля воды в воске составила 2,0 %.
Термогравиметрический анализ проводили на приборе TGA Q500 (TА Instruments). Образец нагревался в инертной атмосфере (в азоте) от комнатной температуры до 600,0 °С со скоростью 10 °С в минуту, затем в окислительной (воздушной) — до постоянного веса с той же скоростью. Кривая ТГА представлена на рисунке 2.
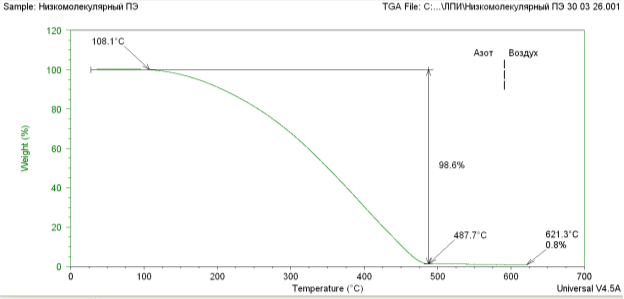
Рис. 2. Кривая ТГА
Как видно из рисунка, при нагревании образца в инертной атмосфере изменение массы происходило монотонно в одну ступень от 108,1 до 487,7 °С. Потеря массы составила 98,6 % мас. В окислительной среде изменений не наблюдалось. Остаток в результате анализа при 621,3 °С составил 0,8 % мас.
Дифференциально-сканирующую калориметрию (ДСК) проводили на приборе DSC 823e фирмы Mettler Toledo. На рисунке 3 представлена обзорная кривая ДСК.
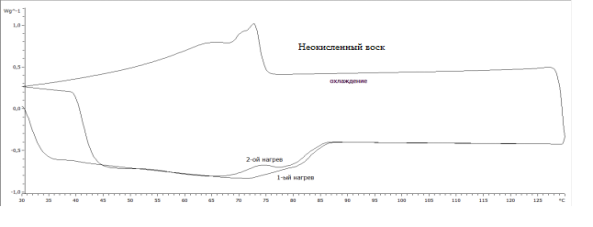
Рис. 3. Обзорная кривая ДСК
Воск анализировали по методике: нагрев — охлаждение — нагрев, для того чтобы снять напряжения в образце и убрать невоспроизводимые (например, испарение летучих (влага, растворитель)) эффекты. Таким образом, во время второго цикла нагрева происходит истинное плавление образца.
На рисунке 4 представлена кривая ДСК неокисленного полиэтилена-воска.
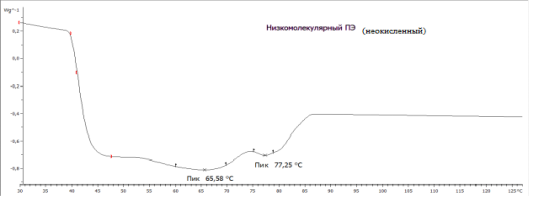
Рис. 4. Кривая ДСК неокисленного воска
Кристаллическая составляющая образца, которая характеризуется ярко-выраженным эндоэффектом, отсутствует. Наблюдается монотонное плавление низкомолекулярной части в интервале температур 55–85 °С. Монотонность плавления может свидетельствовать о широком молекулярно-массовом распределении, что подтверждается характером изменения кривой ТГА.
На рисунке 5 представлена кривая ДСК окисленного низкомолекулярного полиэтилена-воска.
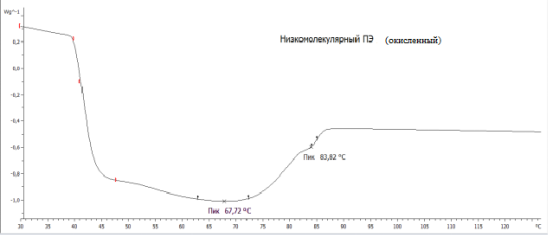
Рис. 5. Кривая ДСК окисленного воска
Кристаллическая составляющая образца также отсутствует. Наблюдается монотонное плавление низкомолекулярной части в интервале температур 50–90°С. Монотонность плавления может свидетельствовать о широком молекулярно-массовом распределении.
На рисунке 6 представлено наложение кривых ДСК неокисленного и окисленного воска.
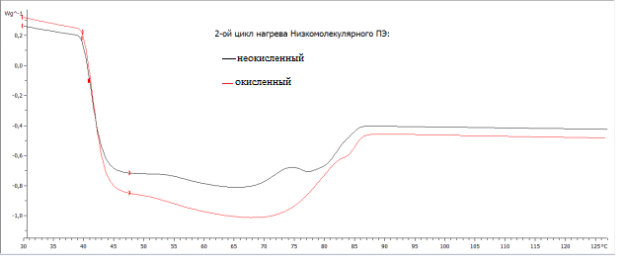
Рис. 6. Наложение кривых ДСК
Для того, чтобы определить, подходит ли полученный воск для использования в качестве пластичной смазки, было решено сравнить его физико-химические показатели с показателями используемой в настоящий момент пластичной смазки. Для сравнения был выбран ГОСТ 1033–79 «Смазка Солидол жировой» [6].
Сравнение показателей представлено в таблице 6.
По всем показателям, указанным в данной нормативной документации, полученный продукт полностью соответствует всем требованиям, представленным к данной пластичной смазке.
Сравнивая кривую ТГА полученного воска с кривыми восков, представленных на рынке, можем сделать вывод, что полученный воск содержит в большем количестве низкомолекулярную фракцию.
По кривой ДСК можно сделать вывод, что полученный воск обладает низкой степенью кристалличности, что свидетельствует о небольшой термической устойчивости.
Таблица 6
Сравнение физико-химических показателей ГОСТ 1033–79 и полученного полиэтиленового воска
|
Показатель |
Норма по ГОСТ 1033–79 |
Результат испытаний полученного продукта |
|
Внешний вид |
Однородная мазь без комков, от светло-желтого до темно- коричневого цвета |
Однородная мазь светло-коричневого цвета без комков |
|
Температура каплепадения, °С |
Не ниже 78 |
91 |
|
Массовая доля механических примесей, не растворимых в соляной кислоте, % |
Отсутствие |
Отсутствие |
|
Массовая доля воды, % |
Не более 2,5 |
2,0 |
Исходя из кривых ТГА и ДСК, можно сделать вывод, что полученный воск обладает широким молекулярно-массовым распределением, а также большую долю низкомолекулярных фракций и более низкую кристалличность, чем у восков, представленных на рынке.
Было выяснено, что по определяемым нами показателям полученный вид воска может представлять собой альтернативу используемым пластичным смазкам, и даже иметь некоторое преимущество. Поскольку получаемый нами продукт представляет собой по большей части одно вещество, а не смесь, воск будет обладать высокой коллоидной стабильностью, что ценится в консистентных смазках.
Литература:
- ГОСТ 6793–74 Нефтепродукты. Метод определения температуры каплепадения. — Текст: электронный // internet-law.ru: [сайт]. — URL: https://internet-law.ru/gosts/gost/3294/ (дата обращения: 20.05.2026).
- ГОСТ 9566–74 Смазки пластичные. Метод определения испаряемости. — Текст: электронный // internet-law.ru: [сайт]. — URL: https://internet-law.ru/gosts/gost/2591/ (дата обращения: 20.05.2026).
- ГОСТ 9.080–77 Единая система защиты от коррозии и старения. Смазки пластичные. Ускоренный метод определения коррозионного воздействия на металлы. — Текст: электронный // internet-law.ru: [сайт]. — URL: https://internet-law.ru/gosts/gost/4029/ (дата обращения: 20.05.2026).
- ГОСТ 6479–73 Смазки пластичные. Метод определения содержания механических примесей разложением соляной кислотой. — Текст: электронный // internet-law.ru: [сайт]. — URL: https://internet-law.ru/gosts/gost/2838/ (дата обращения: 20.05.2026).
- ГОСТ 2477–2014 Нефть и нефтепродукты. Метод определения содержания воды. — Текст: электронный // internet-law.ru: [сайт]. — URL: https://internet-law.ru/gosts/gost/60022/ (дата обращения: 20.05.2026).
- ГОСТ 1033–79 Смазка солидол жировой. Технические условия. — Текст: электронный // internet-law.ru: [сайт]. — URL: https://internet-law.ru/gosts/gost/24139/ (дата обращения: 20.05.2026).

