В данной статье представлен анализ работ по исследованию надежности технологических процессов. Определен круг проблем, связанных с исследованием надежности технологических процессов виброабразивной обработки. Технологический процесс описан как сложная технологическая система и представлен как объект управления. Поставлены задачи для проведения дальнейших научных исследований.
Ключевые слова: надежность, технологический процесс, виброабразивная обработка, объект управления, кибернетический подход.
Развитие современного производства ставит задачи увеличения производительности труда и качества выпускаемой продукции при минимальных затратах имеющихся ресурсов. В связи с возможностью достижения требуемой точности и качества деталей, повышения надежности и долговечности машин в процессе эксплуатации непрерывно возрастает значение финишных операций.
В современном машиностроении важное место, при выполнении финишных операций, занимает виброабразивная обработка (ВиАО). Высокая производительность, простота оборудования, малая метало- и энергоемкость, большая номенклатура обрабатываемых деталей различной формы, а также возможность решать различные технологические задачи относят ВиАО к числу наиболее перспективных методов абразивной обработки.
Широкие технологические возможности ВиАО позволяют выполнять очистные операции (очистка литых, кованых, штампованных и термообработанных заготовок и деталей), доделочные операции (удаление облоя, заусенцев, скругление и полирование кромок), шлифование, полирование, а также производить комбинированную обработку с использованием различных видов дополнительной энергии (химической, электрической, магнитной, тепловой и т. п.).
ВиАО в зависимости от характеристики и состава обрабатывающей среды представляет собой механический или механохимический съем мельчайших частиц металла или его окислов и пластического деформирования микронеровностей вследствие взаимных соударений частиц среды с обрабатываемой поверхностью заготовки, вызванных вибрацией рабочей камеры, в которой размещены обрабатывающая среда и обрабатываемые заготовки (изделия). Соударения осуществляются под различными углами (0–90).
Технологическая схема ВиАО представлена на рисунке 1. Обрабатываемые детали помещают в рабочую камеру, которая заполнена рабочей средой требуемой характеристики. Рабочая камера, смонтированная на упругих элементах, имеет возможность колебаться в различных направлениях. Колебания сообщаются от вибратора в виде вращающегося вала с несбалансированными грузами с амплитудой 1–8 мм и частотой 20–45 Гц. В процессе колебания деталь и рабочая среда постоянно подвергаются переменным по знаку ускорениям, приходят в интенсивное относительное перемещение, совершая колебания и циркуляционное движение. От боковых стенок рабочей камеры колебания передается прилегающим слоям рабочей среды, которые передают ее следующим слоям и т. д.
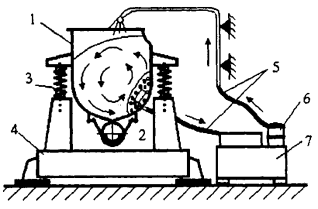
Рис. 1. Технологическая схема процесса виброабразивной обработки: 1 — рабочая камера; 2 — вибратор; 3 — пружина; 4 — основание;5 — шланги для подачи и слива СОЖ; 6 — насос; 7 — бак-отстойник.
В процессе обработки детали занимают различные положения в рабочей среде, что обеспечивает равномерную обработку всех ее поверхностей. Наиболее эффективная обработка деталей происходит у дна рабочей камеры, где больше давление рабочей среды. Объемы рабочих камер могут достигать несколько м3, что позволяет проводить обработку различных по форме, размерам и количеству деталей.
Путем регулирования уровня технологической жидкости в рабочей камере регулируется интенсивность обработки. В состав технологической жидкости могут вводиться различные химические добавки со специальными свойствами, что позволяет регулировать интенсивность процесса или качество обработки. Технологическая жидкость способствует также охлаждению обрабатываемых деталей, что позволяет получать высокое качество обработанной поверхности без прижогов, микротрещин и т. д.
Конструкции вибрационных станков позволяют применять различные сочетания твердых, жидких и смешанных компонентов рабочих сред. В зависимости от назначения операции в качестве рабочих сред могут применяться абразивные материалы различных характеристик, а также металлические и неметаллические полирующие материалы требуемой формы и размеров.
Наиболее общими параметрами процесса ВиАО являются сила микроударов и характеристика частиц рабочей среды. В числе основных параметров ВиАО следует назвать характер движения (траекторию) рабочей камеры и частиц рабочей среды, их скорость и ускорение, силу микроударов, среднюю температуру и давление в рабочей камере. Численные значения указанных параметров следующие: скорость частиц среды может достигать 0,5–1 м/с; ускорение — 20–150 м/с2, сила микроударов — 1,5–3 кгс, возникающие при этом контактные давления могут достигать 600–1400 кгс/мм2, средняя температура в рабочей камере обычно не превышает 25–45С. При необходимости средняя температура в камере может изменяться в сторону повышения и понижения за счет введения дополнительных нагревателей и хладагентов.
Наряду с некоторой аналогией ВиАО с другими методами абразивно-алмазной обработки ее отличают следующие особенности:
- зерна абразивных гранул нагружаются равномернее, и глубина внедрения каждого из них более стабильна;
- имеет место чередование условий работы зерна (деформация, микрорезание, отдых) вследствие прерывистого характера их взаимодействия с обрабатываемой поверхностью;
- наличие вибраций уменьшает силы трения на контактных поверхностях зерен гранулы;
- благодаря незначительным размерам, абразивные гранулы надежно пропитываются технологической жидкостью и обеспечивают подвод ее в зону обработки;
- обеспечивается снижение сил микрорезания и контактной температуры.
В настоящее время накоплен обширный теоретический и экспериментальный опыт использования виброабразивной обработки. Тем не менее, существует еще много нерешенных вопросов, связанных с надежностью данного процесса, которые сдерживают более широкое применение этого метода в промышленном производстве. Поэтому требуется проведение дополнительных исследований в области надежности виброабразивной обработки.
Разработка новых технологических процессов, способствующих повышению качества деталей, является одной из наиболее важных задач повышения эффективности производства. Технологический процесс — это сложная динамическая система, в которой в единый комплекс объединены оборудование, средства контроля и управления, обрабатывающий инструмент или среды, а также люди, осуществляющие этот процесс и т. д. Для выполнения поставленных на производстве задач технологический процесс должен обладать высокой надежностью. Надежность технологического процесса должна обеспечиваться по качественным и по количественным показателям. На основе выше сказанного можно сформулировать следующее определение: надежность технологического процесса — это его способность функционировать требуемый период времени при заданных условиях эксплуатации, обеспечивая необходимое качество изделий и производительность. Трудности в обеспечении надежности технологического процесса связаны с большой сложностью технологических систем, наличием многочисленных и разнообразных взаимосвязей и др.
Практика промышленного производства показывает, что вероятностные методы расчета надежности и качества технологических процессов позволяют как качественно, так и количественно оценить факторы, оказывающие влияние на технологическую систему, разработать эффективные технологические и конструктивные мероприятия по совершенствованию технологий.
Достаточно много исследований посвящено повышению надежности технологического оборудования [2, 3] и надежности технологических процессов лезвийной обработки [4], но отсутствуют работы по повышению надежности технологических процессов обработки в абразивных средах, за исключением работы Королькова Ю. В. «Повышение надежности технологического процесса центробежно-ротационной обработки в среде абразива», выполненной на базе Донского государственного технического университета.
В работе Дубровского П. В. [5] автор прибегает к описанию технологического процесса, как к объекту управления. Основным свойством изучаемого объекта является его сложность, определяющаяся числом различимых состояний, в которых может находиться объект. Важной характеристикой рассматриваемого объекта является его управляемость.
Задача изучения объекта облегчается его формализацией или удачным выбором его модели (рисунок 2). В связи с тем, что математические методы планирования воздействий основаны на кибернетическом подходе к управляемому объекту, наиболее подходящей моделью последнего является «черный ящик».
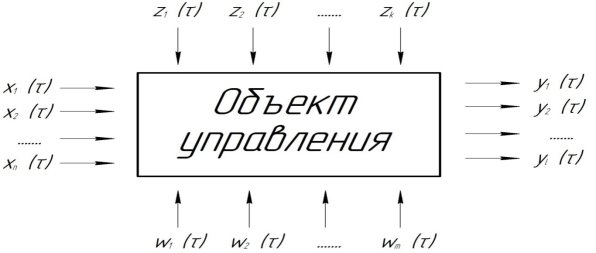
Рис. 2. Модель «черного ящика»
Параметры ![]() ,...,
,..., ![]() подлежат оптимизации и обеспечению в процессе управления объектом. Стрелки, входящие в объект, соответствуют возможным способам воздействия. Группа факторов, обозначенных
подлежат оптимизации и обеспечению в процессе управления объектом. Стрелки, входящие в объект, соответствуют возможным способам воздействия. Группа факторов, обозначенных ![]() ,...,
,..., ![]() , соответствует управляемым факторам, при целенаправленном изменении которых непосредственно изучается объект и обеспечиваются требуемые значения параметров. Факторы
, соответствует управляемым факторам, при целенаправленном изменении которых непосредственно изучается объект и обеспечиваются требуемые значения параметров. Факторы ![]() ,...,
,...,![]() и
и ![]() ,...,
,..., ![]() представляют группу неуправляемых воздействий, значительно увеличивающих шумовое поле, на фоне которого выделяется полезный сигнал. Факторы
представляют группу неуправляемых воздействий, значительно увеличивающих шумовое поле, на фоне которого выделяется полезный сигнал. Факторы ![]() ,...,
,..., ![]() можно контролировать в производственном процессе, а факторы
можно контролировать в производственном процессе, а факторы ![]() ,...,
,..., ![]() относятся к возмущающим неконтролируемым воздействиям на объект управления.
относятся к возмущающим неконтролируемым воздействиям на объект управления.
Смысл кибернетического подхода заключается в том, что изменяя входы «черного ящика», регистрируют выходы, т. е. параметры оптимизации, уделяя, при этом, мало внимания механизму явлений, протекающего с объектом. Такой подход дает возможность установить связь между входом и выходом рассматриваемого объекта и описать такую связь некоторой математической моделью, не рассматривая характер протекающих процессов.
Каждая система управления состоит из объекта управления и управляющего устройства. Объектом управления может быть оптимизируемый процесс, технологическая система и др. Управляющим устройством может быть техническое устройство (например, автоподналадчик), а в случаях, если объектом управления является непосредственно процесс, ‒ система технологической подготовки производства, в которой вырабатываются управляющие решения.
В общем случае технологический процесс представляют в виде многомерного объекта, имеющего специфические особенности (рисунок 2), на входе которого действует вектор входных переменных ![]() :
:
![]() (1)
(1)
Составляющие вектора характеризуют полный набор свойств заготовок (размеры и их отклонения, структурные параметры и др.), используемых в объекте. Выходные переменные описывает вектор ![]() :
:
![]() (2)
(2)
Составляющие этого вектора характеризуют, например, свойства готовой детали (точность размеров, шероховатость поверхностей и др.). Составляющими как входного, так и выходного векторов могут быть не только конструктивно-технологические свойства заготовок, но и величины, отражающие технико-экономические показатели процесса.
Параметры, характеризующие условия реализации технологии, описывает в общем случае вектор ![]() :
:
![]() (3)
(3)
Составляющие этого вектора: амплитуда и частота колебаний, СОЖ, а также факторы, оказывающие дестабилизирующее действие на ход технологического процесса.
Размерность векторов ![]() ,
, ![]() ,
, ![]() для реальных процессов достаточно велика, и учесть все их составляющие невозможно. Часто составляющие этих векторов рассматривают как случайные функции.
для реальных процессов достаточно велика, и учесть все их составляющие невозможно. Часто составляющие этих векторов рассматривают как случайные функции.
Вектор ![]() включает измеряемые и не измеряемые входные переменные. Некоторые переменные могут быть управляемыми. Учесть все входные переменные, влияющие на ход процесса, и выходные переменные, невозможно. В действующем производстве ограничиваются небольшой частью основных входных переменных, определяющих выходные переменные, а остальные относят к неконтролируемым факторам.
включает измеряемые и не измеряемые входные переменные. Некоторые переменные могут быть управляемыми. Учесть все входные переменные, влияющие на ход процесса, и выходные переменные, невозможно. В действующем производстве ограничиваются небольшой частью основных входных переменных, определяющих выходные переменные, а остальные относят к неконтролируемым факторам.
В связи с тем, что ВиАО является динамической многофакторной системой, то на ее надежность влияет достаточно большое количество разнообразных факторов. Значимые доминирующие факторы, оказывающие влияние на выходные переменные объекта управления:
факторы, связанные с заготовкой, поступающей на обработку.
Большое влияние на надежность технологического процесса ВиАО оказывают характеристики заготовки, поступающей на обработку. К таким характеристикам заготовки можно отнести: форма, масса, размеры, шероховатость, механические характеристики материала детали, наличие заусенцев, облоя и т. д.
ВиАО позволяет обрабатывать поверхности сложной формы, однако равномерность обработки может быть различной для различных поверхностей. Более высокая эффективность ВиАО наблюдается при съеме металла с внешних поверхностей заготовки и скруглении острых кромок.
При достаточно больших габаритных размерах детали возможно нарушение устойчивой циркуляции всей массы загрузки, что понижает интенсивность обработки и как следствие качество обработки может снижаться.
Большое влияние на надежность технологического процесса оказывает масса поступающей на обработку заготовки. При достаточно большой массе заготовка при обработке она будет не циркулировать с общей массой загрузки, а наоборот мешать ее правильной циркуляции. В связи с этим необходим правильный подбор обрабатывающей среды, режимов обработки и объема рабочей камеры и т. д.
режимы обработки.
Режимы обработки включаются в себя следующие элементы: частота и амплитуда колебаний рабочей камеры, объем загрузки рабочей камеры, наличие и состав СОЖ, объем подаваемой СОЖ, вид, характеристики рабочей среды.
Частота и амплитуда колебаний дна рабочей камеры является важнейшим фактором, определяющим интенсивность и качество обработки. От величины и стабильности данного параметра зависит надежность получаемых результатов обработки. При слишком интенсивной обработке на поверхности детали возможны появление высокой шероховатости, забоев.
Объем загрузки рабочей камеры также оказывают большое влияние на интенсивность и качество обработки. Для каждой абразивной среды имеется некоторое оптимальное значение объема загрузки рабочей камеры, при котором достигается наибольшая производительность обработки. При отклонении объема загрузки от этого оптимального значения возможно нарушение образования стабильного циркуляционного потока, снижение производительности обработки, ухудшение качества обработанной поверхности.
Большое влияние на надежность технологического процесса ВиАО оказывает наличие, вид, химический состав и скорость промывки СОЖ. При обработке СОЖ обеспечивает очистку массы загрузки, выводит продукты износа рабочей среды и снятый с заготовки материал. В зависимости от применяемого химического состава СОЖ рабочая среда может совершать механическую или химико-механическую обработку. Так же важным фактором является скорость промывки. При избыточной промывке СОЖ могут ухудшаться динамические свойства среды, снижаться интенсивность обработки. При недостаточной промывке продукты износа плохо выводятся из рабочей камеры, что может привести к снижению эффективности обработки, шаржированию поверхностей деталей из мягких материалов.
характеристики оборудования.
Качество и стабильность обработки во многом определяются выбором оборудования, в том числе формой и размерами рабочей камеры, материалом облицовки и т. д.
Форма рабочей камеры оказывает влияние на интенсивность обработки и форму потока движения среды, стабильность циркуляции при различных объемах загрузки рабочей камеры, что в значительной степени определяет качество обрабатываемых поверхностей и производительность обработки.
Также большое влияние на весь процесс обработки оказывает материал, которым облицована внутренняя поверхность рабочей камеры. Рабочая камера может быть облицована резиной, полиуретаном и в зависимости от применяемого материала может обеспечивать различную интенсивность обработки. Материалы и толщина облицовки имеют различные физические свойства, которые оказывают влияние на качество и стабильность обработки, в частности различные материалы облицовки имеют различные коэффициенты трения, различную износостойкость, различные демпфирующие свойства и т. д. Коэффициент трения в значительной мере определяет скорость циркуляции массы загрузки, а также определят интервал объема загрузки, при котором формируется стабильный циркуляционный поток.
Также любой элемент технологического оборудования обладает своим ресурсом работы. И хотя оборудование для обработки простое по конструкции, но в своем составе имеет элементы, которые имеют свой определенный ресурс работы.
характеристики рабочей среды.
Большое влияние на надежность ВиАО оказывают характеристика и размеры рабочей среды.
С увеличением зернистости абразивной среды съем металла возрастает вследствие большей глубины внедрения зерен в металл, что вызывает более интенсивное разрушение обрабатываемой поверхности.
Одним из основных факторов, приводящих к ухудшению качества и производительности обработки является износ рабочей среды. Для сохранения качества обработки во времени необходимо либо добавлять среду взамен изношенной, либо заменять ее полностью. В связи с этим необходимо определить промежутки времени, через которые необходимо производить восстановление рабочей среды. Так же для уменьшения влияния износа рабочей среды на производительность обработки необходимо правильно выбрать скорость промывки рабочей среды. При недостаточно высокой скорости промывки рабочей среды возможно снижение производительности обработки, ухудшение качества поверхности деталей и т. д.
Твердость и вид связки абразива оказывает меньшее влияние на надежность ВиАО.
человеческий фактор.
Надежность технологического процесса ВиАО в большой степени зависит от решений, принимаемых человеком, начиная со стадии проектирования технологического процесса, на котором закладывается проектная надежность, и заканчивая контролем изготовленных изделий. На формирование надежности технологического процесса при ВиАО наибольшее значение имеют следующие составляющие человеческого фактора.
На стадии проектирования технологического процесса технолог выбирает оборудование, инструмент (обрабатывающую среду), назначает количество ступеней и режимы обработки (амплитуда и частота колебаний рабочей камеры, время обработки, скорость промывки), состав и концентрацию СОЖ, объем загрузки, и т. д.
На стадии контроля контролер должен обеспечить контроль в заданном объеме с применение технических средств контроля заложенных технологом в технологический процесс.
Рассматривая основные составляющие человеческого фактора можно сделать вывод, что наибольшее влияние на надежность всего технологического процесса вибрационной обработки оказывают решения принимаемые технологом. Для того чтобы снизить риск принятия технологом некорректного решения, снижающего надежность технологического процесса (ТП), необходимо вооружить его информацией о влиянии отдельных факторов ТП ВиАО на надежность процесса для чего необходимо провести теоретические и экспериментальные исследования для определения степени влияния этих факторов. Степень влияния остальных факторов, влияющих на надежность ТП ВиАО, можно существенно повысить, автоматизируя процесс обработки и контроля результатов обработки.
В нашем случае объектом управления является технологический процесс виброабразивной обработки. В виде управляющего устройства выступает набор управленческих решений со следующими данными, оказывающими наибольшее влияние на надежность технологического процесса ВиАО, которые необходимо исследовать:
Режимы обработки.
Характеристики рабочей среды.
Ввиду того, что большое значение имеют решения вопросов обеспечения и повышения надежности во многих отраслях промышленности, то целью научной работы является обеспечение и повышение надежности технологического процесса ВиАО деталей, для чего необходимо более глубокое исследование наиболее значимых параметров, влияющих на надежность технологического процесса ВиАО. При этом возможно получить такие показатели, как коэффициент точности по контролируемому параметру, коэффициент мгновенного рассеивания по контролируемому параметру, коэффициент смещения контролируемого параметра, коэффициент запаса точности по контролируемому параметру. Результаты этих исследований позволят проектировать надежные технологические процессы и более широко распространить ВиАО в различных отраслях промышленности.
Литература:
- Бабичев А. П., Бабичев И. А. Основы вибрационной технологии. Изд. 2-е, перераб. и доп. — Ростов н/Д: Издательский центр ДГТУ, 2008. — 694 с.
- Проников А. С. Параметрическая надежность машин. — М.: Изд-во МГТУ им. Н. Э. Баумана, 2002. — 560 с.: ил.
- Григорьян Г. Д. Элементы надежности технологических процессов: Учеб. пособие. — Киев; Одесса: Вища школа, 1984. — 214 с.
- Рыжкин А. А., Слюсарь Б. Н., Шучев К. Г. Основы теории надежности: Учеб. пособие. — Ростов н/Д: Издательский центр ДГТУ. 2002. — 182 с.
- Дубровский П. В. Обеспечение надежности технологических процессов: Учебное пособие. — Ульяновск: УлГТУ, 2000. — 124 с.

