




В настоящее время значительное количество добываемого газа (природного и попутного нефтяного) содержит кислые компоненты, как сероводород, серосодержащие вещества и диоксид углерода. Их содержание изменяется в широких пределах от долей до десятков процентов. Сероводород и меркаптаны являются ядовитыми веществами, их максимальное количество в газе регламентируется, так как они вызывают интенсивную коррозию газопроводов и аппаратуры [1].
Процессы очистки газа от сероводорода, двуокиси углерода, аммиака основаны на высокой избирательности адсорбции этих компонентов промышленных газов цеолитами.
В первую очередь цеолиты рекомендуются как уникальное средство для осушки газов. Их быстрому внедрению в промышленность и различные отрасли экономики способствало способность низкотемпературного разделения газов, тщательная и глубокая осушка. Применение известных жидких осушителей и традиционных адсорбентов в ряде случаев не может эффективно решить эту задачу. Цеолиты широко применяются в газовой промышленности: для осушки природного газа на промыслах, газобензиновых заводах, их закачивают в пласт, используют в криогенных установках, для осушки сжиженных углеводородных газов и т. д. [2].
В настоящее время рекомендуются и используются в газовой промышленности синтетические цеолиты СаА и NaX (адсорбционная способность этих адсорбентов по H2S дана в нижеприведенной табл. 1) [3].
Таблица 1
Адсорбционная способность цеолитов по H2S(в % масс.)
|
Цеолит |
Температура, 0С |
Давление, кПа (мм.рт.ст.) |
||||||
|
0,07 (0,5) |
0,13 (1,0) |
0,33 (2,5) |
1,33 (10) |
6,65 (50) |
13,30 (100) |
33,25 (250) |
||
|
СаA |
25 |
3,0 |
4,8 |
6,8 |
10,0 |
13,6 |
15,0 |
16,2 |
|
75 |
1,3 |
1,7 |
2,7 |
7,2 |
9,6 |
11,8 |
13,2 |
|
|
150 |
0,3 |
0,4 |
0,7 |
2,2 |
4,3 |
3,5 |
7,4 |
|
|
NaX |
25 |
2,8 |
4,0 |
7,5 |
10,5 |
14,5 |
16,0 |
16,2 |
|
75 |
1,0 |
2,0 |
4,0 |
6,0 |
9,5 |
11,8 |
14,0 |
|
|
150 |
0,0 |
0,2 |
1,3 |
2,0 |
5,5 |
6,2 |
9,2 |
|
Цеолит СаА рекомендуется для очистки природного газа от H2S, а NaX — от меркаптанов [3].
На УДП «Шуртаннефтегаз» природный газ очищается от сернистых соединений при помощи синтетического цеолита СаА. При использовании его в процессах адсорбции-десорбции наблюдается неполная регенерация, много потерь от истощения и др. недостатки, в связи с чем выполнения данной работы является актуальным. Следует отметит, что синтетический цеолит СаА является импортным адсорбентом, но он закупается в достаточном количестве УДП «Шуртанский Газохимический Комплекс» для осушки и очистки природного газа от сопутствующих примесей.
Из анализа малого количества опубликованных работ следует, что решение проблемы восстановление (регенерации) молекулярно-ситовых адсорбентов (цеолитов) при очистке природного газа от сернистых соединений является актуальным.
Регенерация отработанного цеолита СаА путем термообработки в атмосфере (в токе) воздуха в интервале температур 200–850°С осуществлялась следующим образом. В противни из нержавеющей стали загружали отработанный в промышленных адсорберах Шуртанского газохимического комплекса цеолит СаА толщиной слоя 2,5–3,0 см и помещали в камеру электропрокалочного агрегата, температуру печи которого поднимали от комнатной до 850°С (табл. 2).
Таблица 2
Режим терморегенерации отработанного цеолита СаА
|
№ п/п |
Режим подъема температуры печи, °С |
Время подъема и выдержки, мин. |
|
1. |
Нагрев от комнатной до 200° Выдержка при 200° |
210÷220 55÷60 |
|
2. |
Нагрев от 200° до 400° Выдержка при 400° |
90÷110 120÷130 |
|
3. |
Нагрев от 400° до 600° Выдержка при 600° |
160÷180 330÷350 |
|
4. |
Отключение нагрева и охлаждение |
120÷130 |
По окончании прокалки постепенно снижали температуру печи со скоростью 45–50°С в час до 60–70°С, а затем терморегенерированный цеолит выгружали из печи. С целью освобождения его от крошки, пыли и продуктов, образующихся в процессе выгорания адсорбированных органических веществ, сначала продували воздухом, затем просеивали через сито с отверстием на 0,8–1,0 мм, которое меньше, чем размеры исходного цеолита СаА.
В табл. 3 приведены результаты исследования потери веса отработанного цеолита СаА.
Таблица 3
Потери веса отработанного цеолита СаА в зависимости от температурыпрокалки
|
№ п/п |
Температура прокалки отработанного цеолита СаА, °С |
Потери веса, % масс. |
|
1. |
до 200° |
11,7 |
|
2. |
до 300° |
12,95 |
|
3. |
до 400° |
14,02 |
|
4. |
до 500° |
15,33 |
|
5. |
до 600° |
16,15 |
|
6. |
до 750° |
18,05 |
Как следует из данных таблицы, интенсивное удаление нежелательных примесей протекает при температуре до 600°С.
На рис. 1 приведены термограммы отработанного цеолита СаА. Как следует из рисунка, эндоэффект при 200°С соответствует удалению структурной воды.
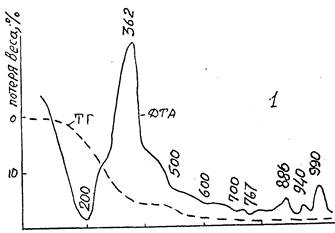
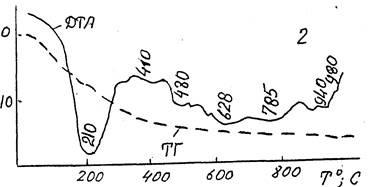
Рис. 1. Термограммы исходного цеолита (1) и высушенного(2)
Ярко выраженный экзотермический эффект с максимумом при 362°С относится к разложению основной части адсорбированных в процессе эксплуатации углеводородов и серосодержащих соединений, слабые эффекты в области 500–600°С обусловлены выгоранием прочно адсорбированных веществ, они сопровождаются незначительной потерей веса. Начиная с температуры 700°С и до 990 наблюдается спекание цеолита без потери веса.
На рис. 2 приведен дифрактограммы свежего (кр. 1) и терморегенерированного (кр. 2) цеолита СаА. Видно, что в экспериментально установленных оптимальных режимах заметного изменения фазового состава терморегенерированного цеолита не происходит.
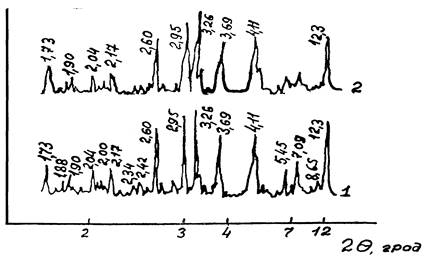
Рис. 2. Рентгенограммы исходного цеолита (1) и терморегенерированного цеолита (2)
Он, как и свежий может быть использован как адсорбент.
В табл. 4 приведены результаты исследования кислотно-основных свойств, типов, силы и концентрации кислотных центров отработанного и терморегенерированного цеолита СаА.
Таблица 4
Поверхностные кислотно-основные свойства отработанного и терморегенерированного синтетического цеолита СаА
|
Образцы цеолита СаА |
Концентрация кислотно-основных центров с различными значениями рКа, моль/г |
|||||||||
|
-13 |
-8 |
-6,3 |
-5,7 |
-3,3 |
-1 |
+1,5 |
3,8 |
6,1 |
Тип центров |
|
|
Отработанный Терморегенерированный |
– — |
– — |
– 0,08 |
– 0,09 |
0,05 0,24 |
0,05 0,27 |
0,13 0,34 |
0,38 0,47 |
0,45 0,47 |
В + В |
Как следует из данных таблицы, даже нерегенерированный цеолит СаА проявляет кислотные свойства; в нем одновременно присутствует Льюисовские и Бренстедовские кислотные центры. Сила и концентрация кислотных центров терморегенерированного цеолита значительно больше, чем у нерегенерированного.
Из вышеизложенного следует, что выделение Н2S и СО2 из газовой смеси — пример крупномасштабного процесса очистки природного газа от кислых компонентов с помощью адсорбции на синтетическом цеолите, который избирательно адсорбирует из газовой смеси молекулы Н2S и СО2. Его эффективный диаметр составляет 0,49 нм и он не адсорбирует более крупные молекулы углеводородов.
В Узбекистане синтетический цеолит СаА промышленностью не производится, но широко используется в процессе газоочистки. Крупнотоннажным потребителем цеолита в качестве адсорбента является Шуртанский газохимический комплекс (ШГХК). Годовая потребность ШГХК в указанном адсорбенте составляет порядка 500 т. Его закупают за границей за валюту.
Литература:
1. Бекиров Т. М. Промысловая и заводская обработка природных и нефтяных газов. — М.: Недра, 1980. — 283 с.
2. Мурин В. И. и др. Технология переработки природного газа и конденсата. Справочник: В 2 ч. — М.: ООО «Недра-Бизнесцентр», 2002. — Ч.1. -517 с.
3. Кельцев Н. В. Основы адсорбционной техники. — М.: Химия, 1976. — 512 с.
