




Согласно стратегии развития, к 2020 году холдинг «Технодинамика», куда входит предприятие АО «Авиаагрегат», планирует войти в пятерку крупнейших мировых поставщиков авиационного оборудования. Для реализации данной стратегии, необходимо произвести ряд преобразований на предприятиях входящих в холдинг. Необходимо не только обновить оборудование, но и совершенствовать систему технологической подготовки производства. Надо научиться в короткие сроки разрабатывать конкурентоспособные технологические процессы изготовления и ремонта изделий.
На сегодняшний день АО «Авиаагрегат» характеризуется преобладанием серийного и мелкосерийного производства, доля которого составляет 50–60 % всей продукции. При таком производстве сравнительно быстро прекращается изготовление одних видов продукции и налаживается освоение новых. Это приводит к увеличению номенклатуры изделий, повышению временных и материальных затрат на технологическую подготовку производства. Наличие на предприятии новых высокопроизводительных обрабатывающих центров и вывод из станочного парка устаревшего оборудования заставляют менять технологические процессы изготовления изделий (работа по имеющимся шаблонам технологических процессов уже не удовлетворяет потребностям рынка). Поэтому во время технологической подготовки производства должны обеспечиваться многовариантные решения задач проектирования технологических процессов.
Решить данную проблему возможно путем разработки новых подходов к проектированию технологических процессов, учитывающих характер многономенклатурного серийного и мелкосерийного производства, разработка и внедрение систем автоматизированного проектирования, автоматизированных систем технологической подготовки производства, основанных на новых принципах создания технологии и реструктуризации службы подготовки производства.
Проблемы, возникающие при разработке, оформление и внедрение в производство технологических процессов:
Проектирование технологических процессов происходит автоматизированным методом, но отсутствие актуальных баз шаблонов технологических процессов, оборудования, режущего, мерительного и вспомогательного инструмента и т. д. приводит к увеличению сроков проектирования, многовариантности технологических процессов типовых деталей и изделий, увеличению номенклатуры режущего, мерительного, вспомогательного инструмента и нарушению принципов «бережливого производства».
Согласно действующему стандарту предприятия системы менеджмента качества инженер-технолог должен: разрабатывать технологический процесс; согласовывать разработанную технологическую документацию со смежными подразделениями; внедрять в производство разработанные технологические процессы; выпускать извещения об изменениях и проводить изменения в технологических процессах; оформлять карточки разрешения при любом несоответствии готовой детали с конструкторской документацией; следить за качеством и исполнением технической дисциплины. Что приводит к увеличению сроков внедрения в производство технологических процессов, возрастанию ошибок при принятии решений во время изменений конструкторской и технологической документаций и усложнению согласования технологической документации.
При серийном и мелкосерийном производстве, в режиме сжатых сроков на технологическую подготовку производства часто нарушается технологический процесс (изменение формы заготовки, использование режущего инструмента не по технологическому процессу, обработка на другом оборудовании и т. д.). Это приводит к увеличению изменений технологического процесса и брака.
Не работает система менеджмента качества контроля за технологической дисциплиной. Никто не анализирует полученные дефекты и отклонения, не ведет их статистику и не документирует принятые решения. Полученный опыт не передается, а значит, каждый раз совершаются одни и те же ошибки при проектировании и внедрении в производство технологических процессов и изготовлении деталей и изделий.
Для сокращения потерь времени на технологическую подготовку производства и проектирования конкурентоспособных, ресурсосберегающих современных технологических процессов необходимо изменить структуру службы подготовки производства с функциональной на матричную. Матричная структура является компромиссом между функциональной и проектными структурами. Она оптимальна для большинства компаний. Основной недостаток — каждый исполнитель имеет двух начальников, в связи, с чем часто возникают конфликты приоритетов между работами проекта и функциональными обязанностями. Преимущества:
Четкое разграничение по продуктам (проектам);
Высокая гибкость и адаптивность основных подразделений;
Высокая профессиональная квалификация функциональных руководителей;
Благоприятные условия коллективного стиля руководства;
Простота разработки и реализации единой политики.
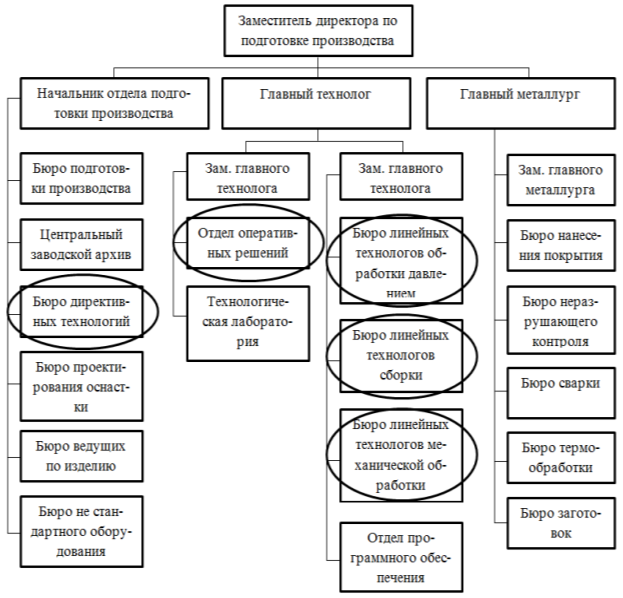
Рис. 1. Новая структура службы подготовки производства
В предложенной структуре предлагается применить процессный подход к управлению. В рамках процессного подхода предполагается выделение проблемного Бизнес-процесса и его участников, назначение одного из участников Бизнес-процесса Владельцем и делегирование полномочий и ответственности по управлению данным Бизнес процессом ему. Возникает матричная структура при управлении регулярной деятельностью. Участник Бизнес-процесса подчиняется функциональному руководителю и владельцу Бизнес-процесса, что связано с применением одновременно двух подходов к управлению регулярной деятельностью: функционального и процессного.
В настоящее время процесс разработки технологической документации разделен на несколько бизнес процессов, которые не нацелены на конечный результат. Задачи главного технолога и главного металлурга сводятся к одному, хорошо выполнить свою задачу, без учета их влияния на весь процесс в целом.
Для улучшения качества разрабатываемой продукции и сокращения времени разработки технологической документации в матричную структуру службы технологической подготовки производства были введены следующие бюро и отделы:
- Бюро линейных технологов — специалисты, которые разрабатывают технологический процесс, внедряют в производство технологический процесс, решают возникающие вопросы при внедрении технологического процесса в производство.
Плюсы:
Из-за специализации по направлению и созданию базы шаблонных технологических процессов на типовые детали и изделия, сокращается время на разработку технологических процессов;
Активное участие инженеров-технологов в процессе внедрения в производство технологических процессов, способствует появлению новых технических решений.
Минусы:
Узкая специализация инженеров-технологов;
Необходимо переработать под созданные шаблоны около 80–90 % существующих технологических процессов.
- Бюро директивных технологий. Бюро по автоматизации процессов проектирования, разработки шаблонов типовых технологических процессов в TeamCenter и поддержки справочной информации в актуальном состоянии. Создание данного бюро позволит сократить время на разработку и согласование технологических процессов и постоянно улучшать качество разрабатываемых технологических процессов.
- Отдел оперативных решений, проводит технический аудит процессов и выявляет коренные причины дефектов и отклонений. Грамотная работа специалистов отдела позволит оперативно и эффективно вывести предприятие на новый уровень качества продукции и удовлетворенности потребителя.
Новая структура службы технологической подготовки производства и проектный подход к решению технологических процессов позволит в короткие сроки разрабатывать конкурентоспособные технологические процессы изготовления и ремонта изделий.
Литература:
- Рыжов Э. В., Аверченков В. И. Оптимизация технологических процессов механической обработки. Киев: Наук.думка, 1989. 192 с.
- Гордон A. M., Сергеев А. П., Смоленцев В. П. и др. Автоматизированное проектирование технологических процессов. Воронеж; ВГУ, 1986. 196 с.
- Формирование универсальной базы данных о деталях и технологии их обработки: Метод. рекомендации М.: ЭНИМС, 1989. 52 с.
- С. П., Куликов А. Д., Миляев О. Н. и др. Технологическая подготовка гибких производственных систем. Митрофанов Л.: Машиностроение, 1987. 352 с.
- Автоматизированные системы технологической подготовки производства для гибких производственных систем механической обработки: Метод. рекомендации. М.: ВНИИТЭМР, 1985. 108 с.
