




Упрочнение поверхностного слоя деталей машин виброударной обработкой
Автор: Бафаев Дустмурод Холмуродович
Рубрика: 14. Общие вопросы технических наук
Опубликовано в
VI международная научная конференция «Технические науки в России и за рубежом» (Москва, ноябрь 2016)
Дата публикации: 26.10.2016
Статья просмотрена: 1283 раза
Библиографическое описание:
Бафаев, Д. Х. Упрочнение поверхностного слоя деталей машин виброударной обработкой / Д. Х. Бафаев. — Текст : непосредственный // Технические науки в России и за рубежом : материалы VI Междунар. науч. конф. (г. Москва, ноябрь 2016 г.). — Москва : Буки-Веди, 2016. — С. 63-65. — URL: https://moluch.ru/conf/tech/archive/228/11191/ (дата обращения: 26.04.2024).
В данной статье приведены материалы по упрочнению поверхностного слоя деталей машин виброударной обработкой.
Ключевые слова:поверхностный слой, эксплуатационные свойства, пластические деформирования, виброударная обработка
В условиях эксплуатации поверхностный слой детали подвергается наиболее сильному физико-химическому воздействию: механическому, тепловому, магнитоэлектрическому, световому, химическому и др. В большинстве случаев у детали начинают ухудшаться служебные свойства поверхности, например, износ, эрозия, кавитация, коррозия, усталостные трещины и другие разрушения развиваются вначале на поверхности. Поэтому к поверхностному слою предъявляются обычно более высокие требования, чем к основной массе детали.
Основными причинами возникновения микронапряжений являются неоднородность пластической деформации и локальный, неоднородный нагрев металла поверхностного слоя, а при налиичи превращений — разность объемов возникающих структур. Микронапряжения — местные остаточные напряжения в микрозонах. Они являются следствием фазовых превращений, изменения температуры, анизотропии механических свойств отдельных зерен, границ зерен и распада зерен на блоки при пластической деформации [1].
Причиной образования искажений кристаллической решетки являются, главным образом, дислокация и внедрение атомов.
Степень и глубина наклепа обусловлены пластической деформацией поверхностного слоя и непосредственно связаны с увеличением дислокаций, вакансий и других дефектов кристаллической решетки металла.
Как известно, при ударных методах рабочие тела или среда многократно воздействует на всю обрабатываемую поверхность или на ее часть, при этом сила воздействия Р в каждом цикле изменяется от нуля или от некоторого значения Р1до максимума, а в случае локального ударного воздействия очаг деформирования может последовательно и равномерно проходить всю обрабатываемую поверхность.
Необходимо учитывать, что обработка, основанная на пластическом деформировании тонкого поверхностного слоя, имеет по сравнению с обработкой точением, шлифованием, полированием, доводкой ряд преимуществ, в том числе:
‒ сохраняется целость волокон металла и образуется мелкозернистая структура-текстура в поверхностном слое;
‒ отсутствует шаржирование обрабатываемой поверхности частичками шлифовальных кругов, полировочных паст;
‒ отсутствуют термические дефекты;
‒ стабильны процессы обработки, обеспечивающие стабильное качество поверхности;
‒ можно достигать минимального параметра шероховатости поверхности (Ra = 0,1…0,5 мкм и менее) как на термически необработанных сталях, цветных сплавах, так и на высокопрочных материалах, сохраняя исходную форму заготовок;
‒ можно уменьшить шероховатость поверхности в несколько раз за один рабочий ход;
‒ создается благоприятная форма микронеровностей с большей долей опорной площади;
‒ можно образовывать регулярные микрорельефы с заданной площадью углублений для задержания смазочного материала;
‒ создаются благоприятные сжимающие остаточные напряжения в поверхностном слое;
‒ плавно и стабильно повышается микротвердость поверхности [1].
Указанные и другие преимущества методов поверхностного пластического деформирования обеспечивают повышение изностойкости, сопротивления усталости, контактной выносливости и других эксплуатационных свойств обрабатываемых деталей на 20–50 %, а в некоторых случаях — в 2–3 раза (при условии выбора в каждом конкретном случае наиболее рационального метода и назначения оптимальных режимов обработки).
Вибрационная ударная (виброударная) обработка является разновидностью объемной вибрационной обработки. При виброударной обработке рабочей камере, смонтированной на упругих подвесках и имеющей возможность колебаться в различных направлениях, сообщаются низкочастотные колебания — в большинстве случаев с помощью дебалансного вибратора. Вследствие вибраций рабочая среда и обрабатываемые детали имеют переменные по знаку ускорения и находятся в интенсивном относительном перемещении, совершая два вида движений: колебания с частотой, зависящей от частоты колебаний рабочей камеры, и круговые перемещения всей массы загрузки. Направление относительных перемещений детали и рабочих тел постоянно меняется, в результате чего между ними возникают соударения и усиленное трение.
В процессе обработки детали, размещенные без закрепления, занимают различное положение, что обеспечивает определеннуюравномерность их обработки. Однако сила ударного взаимодействия при закреплении деталей будет больше, чем при их свободном расположении, а детали массой более 2–2 кг необходимо обрабатывать только закрепленными (рис. 1), так как в противном случае происходит их соударение и повреждение поверхностей.
Виброударная обработка производится в результате множества микроударов и относительного скольжения с определенным давлением рабочих тел по поверхности обрабатываемой детали. Рабочие тела движутся с переменным ускорением, что обеспечиваеть их большую подвижность.
Виброударная обработка деталей основана на использовании двух- или трехкомпонентной вибрации, т. е. механических колебаний соответственно по двум и трем координатам.
Двухкомпонентная, т. е. плоскостная вибрация характеризуется тем, что каждая точка рабочей камеры совершает гармонические колебания в одной плоскости — вертикальной, горизонтальной или наклонной. В наиболее распространенном случае траектория колебаний при этом имеет вид окружности или эллипса.
При трехкомпонентной, или объемной вибрации каждая точка рабочей камеры совершает гармонические колебания по пространственной замкнутой кривой с непрерывным изменением направления перемещений относительно выбранных осей координат. Траектория также имеют вид эллипса или окружности, они непрерывно изменяют свое угловое положение. Скорость и ускорения подвижной системы имеют три направления, поэтому такую вибрацию принято называть трехкомпонентной [2].
Применение объемной вибрации позволяет лучше обрабатывать труднодоступные места деталей сложной замкнутой формы. Подбирая рабочие тела с соответствующими физическими свойствами и размерами и регулируя режим вибраций, можно обеспечивать широкий диапазон решаемых задач по упрочнению деталей.
Вследствие высокой относительной подвижности рабочие тела хорошо вписываются в фасонную поверхность деталей, за счет чего этим методом можно упрочнять как наружные, так и внутренные поверхности сложных деталей различных размеров.
В то же время виброударная обработка по сравнению с другими методами поверхностного упрочнения обладает ограниченными энергетическими возможностями, так как виброобрабатывающие машины с достаточной для практического применения долговечностью работают при виброускорениях не более 15g и виброскоростях 1,0–1,2 м/с.
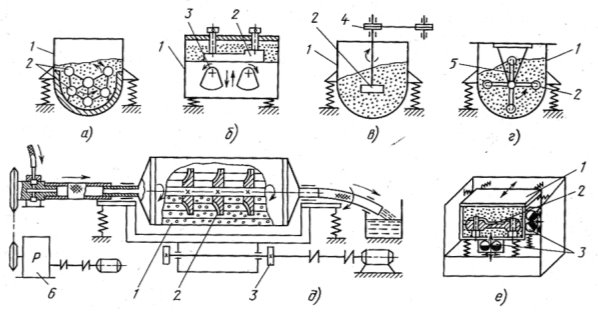
Рис. 1. Схема виброударной обработки деталей с закреплением в контейнере: 1 — контейнер; 2 — обрабатываемые детали, 3 — вибровозбудитель; 4 — привод вращения обрабатываемой детали; 5 — устройство, обеспечивающее самоврашение детали; 6 — привод вращения контейнера с закрепленными в нем деталями.
В силу ограниченных энергетических возможностей продолжительность упрочнения значительна (от 10–20 мин до нескольких часов), а вероятность перенаклепа деталей практически исключается.
Допустимые наклеп и остаточные напряжения сжатия при виброобработке зависят от способа загрузки деталей, состава и количества рабочих сред, направления действия траектории колебаний, параметров колебательного процесса и других факторов, изменяя которые, можно в определенных пределах управлять процессом упрочнения.
Интенсивность соударения рабочих тел с обрабатываемой деталью под действием колебаний зависит от разности
При обработке незакрепленных деталей последние перемещаются в рабочей камера вместе с рабочими телами по круговой траектории (см. рис. 1), при этом ![]() имеет меньшее значение, чем при обработке закрепленных деталей.
имеет меньшее значение, чем при обработке закрепленных деталей.
Основные варианты обработки закрепленных деталей следующие: в контейнере обычного V-образного типа с помощью установочных опор и кассет (рис. 1, а); в специальных контейнерах коробчатого типа на специальных вибромашинах (рис. 1, б); на шпинделе с приводом его вращения от внешного источника (рис. 1, в); на кронштейне специального механизма, обеспечивающем самовращение деталей (рис. 1, г); на оправке в контейнере, который принудительно вращают от внешнего привода (рис. 1, д); в контейнере специальной вибромашины с несколькими вибровозбудителями, расположенными во взаимно перпендикулярных плоскостях и обеспечивающими объемный характер колебаний (рис. 1, е) [2].
Закрепление детали или весь контейнер при плоскостной вибрации вращают для того, чтобы обеспечить равномерную обработку всей поверхности, так как в противном случае рабочие тела, свободно перемещаясь по окружности, будут интенсивно обрабатывать одну сторону деталей, а “теневая” (по ходу перемещения рабочих тел) сторона будет обрабатываться с меньшей интенсивностью.
Динамика виброударной обработки закрепленных деталей определяется взаимодействием рабочих тел со стенками (дном) контейнера и с закрепленными деталями. Колебание контейнера с ускорением, во много раз превышающим ускорение свободного падения, обеспечивает периодический отрыв рабочих тел от стенок (дна) контейнера, а также от закрепленных деталей и соударение с ними под различными углами. При соударении поверхности детали с массой рабочих тел под прямым углом происходит ударное взаимодействие, при этом продолжительность сопрокосновения поверхности детали с рабочими телами увеличивается.
Сила ударного импульса частицы рабочей среды
где ![]() масса рабочей частицы;
масса рабочей частицы; ![]() скорость соударения;
скорость соударения; ![]() радиус кривизны лунки отпечатка;
радиус кривизны лунки отпечатка; ![]() радиус рабочей частицы;
радиус рабочей частицы; ![]() коэффициент, учитывающий потерю скорости при ударе [2].
коэффициент, учитывающий потерю скорости при ударе [2].
Литература:
- Повышение качества и надежности машин. Опыт уральских заводов/ С. Д. Волков и др.М. Машиностроение, 1974, 133с.
- Л. Г. Одинцов “Упрочнение и отделка деталей поверхностным пластическим деформированием”. Справочник, М., “Машиностроение”, 1987.
Ключевые слова
эксплуатационные свойства, поверхностный слой, пластические деформирования, виброударная обработкаПохожие статьи
Основные способы упрочнения рабочей поверхности гильз...
деталь, рабочая камера, обработка, рабочий, пластическая деформация, тело, обрабатываемая поверхность, обрабатываемая деталь, контейнер, объемная вибрация.
Исследование надежности технологических процессов...
деталь, рабочая камера, обработка, рабочий, пластическая деформация, тело, обрабатываемая поверхность, обрабатываемая деталь, контейнер, объемная вибрация.
Деформации технологических трубопроводов и оборудования...
деталь, рабочая камера, обработка, рабочий, пластическая деформация, тело, обрабатываемая поверхность, обрабатываемая деталь, контейнер, объемная вибрация.
Эффективный способ упрочнения обработки поверхностного...
обкатывание шаром, поверхностное пластическое деформирование, ультразвуковая обработка, обрабатываемая поверхность, поверхностный слой детали, раз, скорость деформирования, слой.
Алмазное выглаживание поверхностного слоя деталей машин...
обрабатываемая поверхность, пластическое деформирование, сила выглаживания, оптимальный режим выглаживания, деталь, алмазное выглаживание, направление подачи, направление скорости...
Проблема надежности технологического процесса вибрационной...
2) Равномерность обработки поверхностного слоя деталей. 3) Невысокие температуры в зоне резания, из-за меньшей величины контакта абразива с поверхностью детали на единицу площади, по
В рабочую камеру (1) загружаются обрабатываемые детали и рабочая среда.
Человеческий фактор как важнейший элемент управления...
Особенностью вибрационной обработки деталей является возможность получения высокого качества поверхности без нежелательных дефектов на деталях
А на работоспособность в первую очередь влияет качество производственной среды, организация рабочего места.
Разработка методики и средств ремонта кузовных деталей...
Обработка дробью (ОД) относится к методам отделочно-упрочняющей обработки деталей поверхностно-пластическим деформированием (ППД).
Рабочая поверхность его обработано до 10-го.
Технология плазменной обработки режущего инструмента
Упрочнение поверхностного слоя деталей машин виброударной обработкой. Основные способы упрочнения рабочей поверхности гильз... Рис. 1. Способы упрочнения поверхностей деталей машин. Методы, заключающиеся в создании на обрабатываемой...
Похожие статьи
Основные способы упрочнения рабочей поверхности гильз...
деталь, рабочая камера, обработка, рабочий, пластическая деформация, тело, обрабатываемая поверхность, обрабатываемая деталь, контейнер, объемная вибрация.
Исследование надежности технологических процессов...
деталь, рабочая камера, обработка, рабочий, пластическая деформация, тело, обрабатываемая поверхность, обрабатываемая деталь, контейнер, объемная вибрация.
Деформации технологических трубопроводов и оборудования...
деталь, рабочая камера, обработка, рабочий, пластическая деформация, тело, обрабатываемая поверхность, обрабатываемая деталь, контейнер, объемная вибрация.
Эффективный способ упрочнения обработки поверхностного...
обкатывание шаром, поверхностное пластическое деформирование, ультразвуковая обработка, обрабатываемая поверхность, поверхностный слой детали, раз, скорость деформирования, слой.
Алмазное выглаживание поверхностного слоя деталей машин...
обрабатываемая поверхность, пластическое деформирование, сила выглаживания, оптимальный режим выглаживания, деталь, алмазное выглаживание, направление подачи, направление скорости...
Проблема надежности технологического процесса вибрационной...
2) Равномерность обработки поверхностного слоя деталей. 3) Невысокие температуры в зоне резания, из-за меньшей величины контакта абразива с поверхностью детали на единицу площади, по
В рабочую камеру (1) загружаются обрабатываемые детали и рабочая среда.
Человеческий фактор как важнейший элемент управления...
Особенностью вибрационной обработки деталей является возможность получения высокого качества поверхности без нежелательных дефектов на деталях
А на работоспособность в первую очередь влияет качество производственной среды, организация рабочего места.
Разработка методики и средств ремонта кузовных деталей...
Обработка дробью (ОД) относится к методам отделочно-упрочняющей обработки деталей поверхностно-пластическим деформированием (ППД).
Рабочая поверхность его обработано до 10-го.
Технология плазменной обработки режущего инструмента
Упрочнение поверхностного слоя деталей машин виброударной обработкой. Основные способы упрочнения рабочей поверхности гильз... Рис. 1. Способы упрочнения поверхностей деталей машин. Методы, заключающиеся в создании на обрабатываемой...




