Цель работы: Представить результаты создания алгоритма программы-советчика технолога СРЗА при проработке ремонтных и оперативных заявок на вывод оборудования, входящего в тракт передачи сигналов ПА
Передача сигналов и команд противоаварийной автоматики осуществляется по каналам связи (каналы ПА). При «потере» канала ПА есть вероятность потери противоаварийного управления в рассматриваемом регионе. Ведение режима без учета потери противоаварийного управления может привести к неблагоприятному развитию аварий. Для предотвращения последствий потери противоаварийного управления в регионе необходимо оценивать состояние трактов передачи УПАСК. [1]
Оценка состояния трактов передачи УПАСК при проработке ремонтных заявок осуществляется сотрудниками службы РЗА. [2] В качестве исходной информации описываемого процесса используются схемы на бумажных носителях, а также диспетчерские заявки на вывод в ремонт ЛЭП и устройств (комплексов) ПА из ПК «Заявки».
Специалисты технологического блока диспетчерских центров ОАО «СО ЕЭС» вручную производят сопоставление существующих трактов передачи интересуемого сигнала с полученными заявками на вывод ЛЭП и устройств (комплексов) ПА на конкретную дату. Процесс проработки ремонтных заявок на вывод в ремонт оборудования, входящего в тракт передачи УПАСК представлен на рисунке 1
Рис. 1. Процесс проработки ремонтных заявок на вывод в ремонт оборудования, входящего в тракт передачи УПАСК
Результаты проведенного анализа фиксируются в графе «Потери РЗА» диспетчерской заявки и используются:
- для вынесения решения по разрешению вывода в ремонт ЛЭП и устройств (комплексов) ПА на основании поданных диспетчерских заявок;
- в качестве исходных данных для определения максимально допустимых перетоков мощности в контролируемых сечениях технологами СЭР. [2]
Назначение программы: автоматизация анализа возможности передачи сигналов и команд противоаварийной автоматики в режиме краткосрочного планирования.
Цели создания программы:
- сокращение времени и трудоемкости процесса рассмотрения заявок на вывод из работы УПАСК, ЛЭП;
- снижение степени влияния человеческого фактора на реализацию процесса.
Для достижения поставленных целей разработан алгоритм программы (рисунок 2). Пользователь задает исходные данные для расчета. К исходным данным для расчета относится тип графика заявок и дата, на которую производится анализ. По полученным исходным данным из базы данных ПК «Заявки»/ПО «Ремонты» выбираются заявки на оборудование, входящее в тракт передачи сигналов ПА (УВК АДВ ЛАПНУ, УПАСК, ЛЭП, УОГ, УОН). Из полученного списка заявок, выбираются идентификаторы оборудования, и запускается процедура анализа трактов. Процедура анализа трактов заключается в переборе и сравнении идентификаторов оборудования входящего в цепи передачи УПАСК с идентификаторами из списка заявок. При совпадении идентификаторов текущая цепь считается отключаемой, в обратном случае — остающейся в работе. В результате, для текущего тракта формируется список отключаемых и остающихся в работе цепей. В случае наличия в тракте отключаемых цепей производится анализ сигналов с целью выявления тех сигналов, которые протекают только по отключаемым цепям текущего тракта. Если такие сигналы существуют, то они выводятся в список потерянных сигналов, в противном случае сигнал считается оставшимся в работе.
При выборе пользователем заявки для просмотра по ней совета первоначально производится определение типа оборудования, на которое подана заявка. Если оборудование относится к УПАСКам, то тогда необходимо в качестве рекомендации предложить для вывода из работы встречного УПАСКа, находящегося на одной линии связи с запрашиваемым в ремонт. Если же оборудование в рассматриваемой заявке является линией, то тогда необходимо в качестве рекомендации пользователю предложить для вывода из работы названия УПАСКов, находящихся на ней.
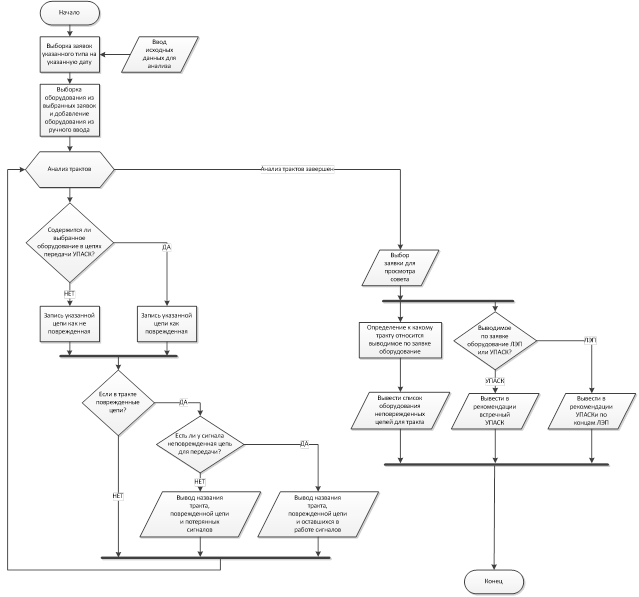 Рис. 2. Алгоритм работы программы
Рис. 2. Алгоритм работы программы
Для заполнения полей рассматриваемой заявки «Осталось в работе» предлагается в качестве рекомендации выводить список оборудования, которое входит в оставшиеся в работе цепи тракта.
В случае отключения всех цепей, входящих в тракт пользователь должен самостоятельно принять и согласовать решение о разрешении/запрете ремонтной заявки.
Заключение: В результате реализации представленного алгоритма была получена программа-советчик технолога СРЗА при проработке ремонтных и оперативных заявок на вывод оборудования, входящего в тракт передачи сигналов ПА. В виду отсутствия в каких-либо программных комплексах информации об оборудовании, входящем в тракт передачи УПАСК, для работы программы потребовалось создание дополнительной подпрограммы-справочника, где формируются эквиваленты схем прохождения сигналов ПА. На стадии тестирования программа-советчик показала достижение поставленных целей.
Литература:
1. Стандарт организации ОАО «СО ЕЭС» Автоматическое противоаварийное управление режимами энергосистем. Противоаварийная автоматика энергосистем. Условия организации процесса. Условия создания объекта. Нормы и требования. М.: 2008. 62с.
2. Дьяков А. Ф. Надежная работа персонала в энергетике. М.: Энергоатомиздат, 1990
3. Описание структуры БД программного комплекса «Заявки». Самара: СМС-Автоматизация. 2014. 39с.

