Моделирование технологического процесса является необходимым этапом в жизненном цикле проекта. Достаточно проработанная модель технологической установки позволяет:
— производить расчёт технологического оборудования;
— определять физико-химические свойства материальных потоков;
— составлять материально-тепловые балансы;
— подготавливать необходимую графическую и текстовую документацию по процессу.
Широкое применение для выполнения указанных задач нашёл программный комплекс под названием Aspen HYSYS. Данное программное обеспечение обладает мощным функционалом, позволяющим создавать точные модели технологических процессов, в том числе по производству водорода.
Для моделирования типовой версии установки производства водорода (УПВ) разработана принципиальная технологическая схема (ПТС), базирующая на сведениях таких ведущих лицензиаров технологии парового риформинга, как Lurgi, Haldor Topsoe и Foster Wheeler [1].
ПТС представлена на рисунке 1.
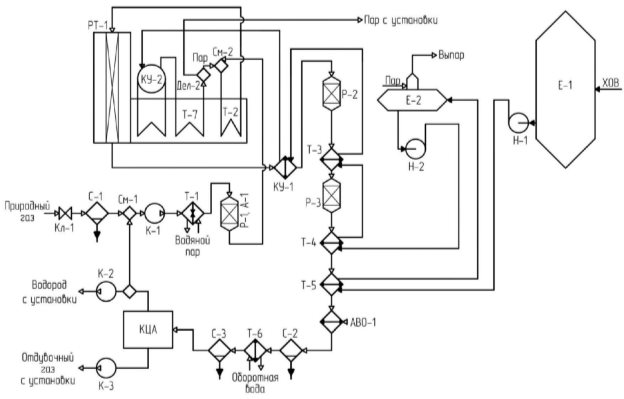
Рис. 1. Принципиальная технологическая схема типовой УПВ
Сырьевой газ поступает на установку через клапан Кл-1. Далее газ отбивается от технологического конденсата в сепараторе С-1.
Сырьё смешивается с техническим водородом в смесителе См-1 и поступает на приём компрессора К-1, подогревается водяным паром в теплообменнике Т-1 и направляется в гидрогенизатор Р-1, где производится перевод серусодержащих соединений в сероводород. Гидрированный поток проходит через адсорбер А-1, в котором удаляется образовавшийся H 2 S.
Очищенный поток газа смешивается с водяным паром в смесителе См-2 и нагревается теплом дымовых газов в теплообменнике Т-2, расположенном в конвекционной части печи риформинга. Далее парогазовая смесь поступает реакционные трубы РТ-1, где образуется синтез-газ.
Горячий поток направляется в котёл-утилизатор КУ-1, в котором испаряется часть химически очищенной воды (ХОВ). Охлаждённый синтез-газ поступает в реактор высокотемпературной конверсии CO Р-2, затем тепло потока поглощается водой в теплообменнике Т-3, после чего он направляется в низкотемпературный конвертор Р-3.
Конвертированный газ последовательно охлаждается с помощью ХОВ в теплообменных аппаратах Т-4, Т-5 и аппарате воздушного охлаждения АВО-1, после чего в сепараторе С-2 и С-3 с промежуточным охлаждением оборотной водой в теплообменнике Т-6 от потока отделяется образовавшийся конденсат.
Осушенный и охлаждённый синтез-газ поступает в блок КЦА, где происходит концентрирование водорода до 99,97 % мольн. Отдувочный газ направляется в топливную сеть завода, а целевой поток водорода разделяется на два в делителе Дел-1. Часть продукта направляется на гидрирование сырья в смеситель См-1, остальной поток компрессором К-2 выводится с установки.
ХОВ с котельной предприятия поступает в приёмную ёмкость Е-1, откуда насосом Н-1 прокачивается через Т-5 и поступает в выпарную ёмкость Е-2, где происходит дегазация воды водяным паром. Из Е-2 насосом Н-2 ХОВ последовательно прокачивается через Т-4, Т-3 и КУ-1.
Для утилизации тепла дымовых газов ХОВ проходит котёл-утилизатор КУ-2 и пароперегреватель Т-7, расположенные в конвекционном шкафу печи. В делителе Дел-2 часть водяного пара выводится с установки к потребителям, а балансовое количество направляется на смешение с сырьём в заданном соотношении в смеситель См-2.
В базис модели заложен термодинамический пакет на основе уравнения состояния Пенга-Робинсона.
Исходные данные для моделирования установки на основе ПТС принимаются исходя сведений в базовых проектах технологий парового риформинга.
Для дальнейшей корректировки состава сырья в модель закладываются углеводороды С 1 -С 6 , что позволит смоделировать вариант работы как на природном, так и нефтезаводском газе. Для введения в работу блока подготовки сырья в модели присутствуют наиболее распространённые в лёгких газах вещества — метилмеркаптан и сероуглерод.
Разработанная модель типовой установки представлена на рисунке 2.
![Модель типовой УПВ на основе ПТС [2]](https://articles-static-cdn.moluch.org/articles/c/19313/images/19313-2.jpeg)
Рис. 2. Модель типовой УПВ на основе ПТС [2]
В ходе реакций паровой конверсии возникает вероятность образования чистого углерода на никелевых центрах. Так как образующийся углерод представляет собой прочные углеродные волокна, возникает риск механического разрушения катализатора, перегрева и разгерметизации реакционных труб. Эффект закоксовывания усиливается при использовании в качестве сырья процесса углеводородов С 2+ .
Зачастую снабжение установки сырьём, содержащим постоянное и большое количество метана, невозможно, так как линия подачи природного газа может нуждаться в периодическом ремонте или реконструкции, что приводит к необходимости приёма установкой нефтезаводского газа непостоянного и более высокомолекулярного состава.
Для стабилизации работы УПВ сооружается реактор предриформинга, в котором на никелевом катализаторе происходят реакции парового риформинга и метанирования высокомолекулярных углеводородов:

Температура реакций предриформинга поддерживается в интервале 450–500 о С [3]. Термодинамические условия складываются таким образом, что тяжёлые углеводороды подвергаются паровому крекингу, а реакция паровой конверсии метана протекает в обратном направлении. Внедрение стадии предриформинга позволяет стабилизировать работу блока парового риформинга и снизить тепловую нагрузку на печь [4].
При росте производительности установки наблюдается увеличение тепловой нагрузки печи, и, как следствие, увеличение габаритных размеров аппарата и потребления топливного газа. Данные аспекты снижают рентабельность классического парового риформинга.
Для снижения нагрузки на печь применяется технология комбинированного риформинга, заключающегося в последовательном паровом риформинге и каталитическом парциальном окислении (КПО).
КПО происходит в шахтном реакторе, заполненным катализатором паровой конверсии, а также снабжённым подводом кислорода или воздуха. В реакторе протекает экзотермическая реакция (2), тепло которой расходуется на превращение остатков сырья по реакции паровой конверсии:

Данный подход позволяет не только разгрузить печь паровой конверсии, снизив температуру на выходе из печи до 700 о С [1], но и увеличить величину конверсии метана до 90 %.
Ограничением в использовании комбинированного риформинга служит необходимость подвода кислорода или воздуха к реактору, что требует сооружения азотно-кислородной или азотно-воздушной станции.
На рисунке 3 демонстрируется модифицированная версия модели типовой установки.
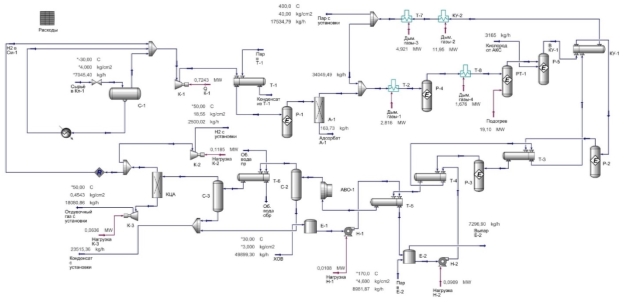
Рис. 3. Модифицированная модель УПВ
В качестве сырья для экспериментов приняты метан- и пропансодержащий газы, составы которых представлены в таблице 1.
Таблица 1
Составы сырья
|
Компонент |
Доля компонента, % мольн | |
|
Метансодержащий газ |
Пропансодержащий газ | |
|
– CH 4 |
89,14 |
1,1 |
|
– C 2 H 6 |
6,99 |
6,2 |
|
– C 3 H 8 |
2,11 |
78,6 |
|
– i-C 4 H 10 |
0,29 |
6,6 |
|
– н-C 4 H 10 |
0,27 |
6,4 |
|
– i-C 5 H 12 |
0,04 |
0 |
|
– н-C 5 H 12 |
0,03 |
0 |
|
– н-C 6 H 14 |
0,01 |
0 |
|
– CH 3 SH |
0,4 |
0 |
|
– H 2 S |
0,6 |
0,4 |
|
– CS 2 |
0,12 |
0 |
|
– N 2 |
0 |
0,5 |
|
– CO 2 |
0 |
0,2 |
|
– O 2 |
0 |
0 |
|
Итого: |
100 |
100 |
В таблице 2 показаны результаты работы моделей на метансодержащем газе.
Таблица 2
Результаты работы моделей УПВ на метансодержащем газе
|
Параметр |
Ед. изм |
Установка | |
|
Типовая |
Модифицированная | ||
|
1. Массовый расход сырья |
кг/ч |
6642,8 |
7045,4 |
|
2. Массовый расход водорода |
кг/ч |
2500,03 |
2500,02 |
|
3. Тепловая нагрузка печи |
МВт |
29,83 |
19,09 |
|
4. Давление |
кгс/см 2 |
21 | |
|
5. Соотношение пар:сырьё |
4,5 | ||
|
6. Конверсия сырья на выходе из печи |
% |
78,71 |
54,95 |
|
7. Конверсия сырья на выходе из блока |
% |
78,71 |
89,97 |
|
8. Температура выхода из печи |
о С |
800 |
700 |
|
9. Температура выхода из блока |
о С |
800 |
804,5 |
Как видно из представленной таблицы, высокое содержание метана в сырье обеспечивает комфортную работу установки как в типовом варианте, так и в модифицированном. За счёт наличия реактора КПО возможно снижение нагрузки на печь паровой конверсии, что позволит сэкономить на её топливе и продлить срок службы катализатора. Типовая модель установки показывает конверсию 79 %, что является хорошим показателем, поэтому реакторы предриформинга и КПО могут быть исключены из работы.
В таблице 3 демонстрируются результаты работы моделей на пропансодержащем газе.
Таблица 3
Результаты работы моделей УПВ на пропансодержащем газе
|
Параметр |
Ед. изм |
Установка | |
|
Типовая |
Модифицированная | ||
|
1. Массовый расход сырья |
кг/ч |
10846,7 |
8494,4 |
|
2. Массовый расход водорода |
кг/ч |
2500,01 |
2500,02 |
|
3. Тепловая нагрузка печи |
МВт |
27,69 |
10,86 |
|
4. Давление |
кгс/см 2 |
21 | |
|
5. Соотношение пар:сырьё |
4,5 | ||
|
6. Конверсия сырья на выходе из печи |
% |
60,14 |
37,39 |
|
7. Конверсия сырья на выходе из блока |
% |
60,14 |
90,93 |
|
8. Температура выхода из печи |
о С |
800 |
700 |
|
9. Температура выхода из блока |
о С |
800 |
892,6 |
Таблица 3 иллюстрирует негативное влияние высокомолекулярного сырья на показатели работы типовой установки: расход сырья на получение того же количества водорода заметно увеличивается, а конверсия сырья снижается на 19 %. Модификация установки позволила сохранить высокую конверсию, при этом передав бо́льшую часть нагрузки на реактор КПО, что выразилось в увеличении температуры реакционной смеси.
Таким образом, внедрение в состав УПВ реакторов предриформинга и КПО позволяет создать безопасные условия эксплуатации установки с минимизацией рисков выхода из строя оборудования. Разработанные модели УПВ позволили произвести подобный анализ в ускоренном режиме с получением данных для наглядного сравнения.
Литература:
- Махлин, В. А. Современные технологии получения синтез-газа из природного и попутного газа / В. А. Махлин, Я.Р Цецерук // Химическая промышленность сегодня. — 2010. — № 3. — С. 6–17.
- Минлибаев, Л. М. Моделирование установки производства водорода в Aspen HYSYS / Л. М. Минлибаев // Сборник статей международной научно-практической конференции «Цифровизация: новые тренды и опыт внедрения». — Уфа: OMEGA SCIENCE, 2026. — С. 51–58.
- Строкин, С. В. Обзор перспектив применения мягкого парового риформинга лёгких углеводородов на нефтяных и газоконденсатных месторождениях / С. В. Строкин, С. В. Дронов, О. В. Леонова // Известия СПбГТИ. — 2023. — № 66 (92). — С. 41–51.
- Петин, С. Н. Разработка способа производства водорода на базе водородсодержащего газа нефтеперерабатывающих установок / С. Н. Петин, М. А. Кислицын, Д. Д. Голдобин // Промышленная энергетика. — 2023. — № 9. — С. 33–43.

