В настоящее время возникает необходимость получения различных винтовых поверхностей переменного прогрессирующего шага. Примерами могут служить сверла с переменным шагом стружечной канавки, шнеки для экструдеров, используемых в химической промышленности при изготовлении пластмасс. Специальные винты с переменным шагом применяются в ряде отраслей с целью перемещения определенной массы с последующим ее уплотнением в процессе перемещения и приданием ей требуемой формы, например, в резиновой промышленности (кабели, шланги, оболочки), в пищевой промышленности (макароны), в промышленности пластических масс. Основным устройством, удовлетворяющим этому требованию, является конвейер (шнек) с переменным шагом, обеспечивающий уплотнение материала в осевом направлении.
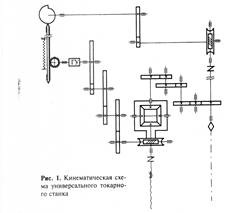
Существуют методы обработки таких поверхностей, в основе которых лежит модернизация токарных универсальных станков и станков с числовым программным управлением, основанные на принципе постоянного непрерывного увеличения шага. С помощью дифференциального конического механизма настраивается основной шаг от механизма настройки, а добавочное переменное движение задается кулачком, построенным по логарифмической спирали.
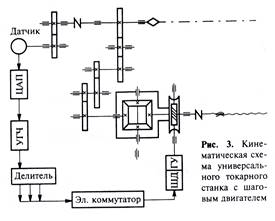
Вращение кулачка задается гитарой сменных зубчатых колес. В другом методе модернизации токарного станка с помощью дифференциального конического механизма через гитару сменных зубчатых колес производится настройка на основной (опорный) шаг, а для создания дополнительного движения используется шаговый электродвигатель. Настройка шагового двигателя обеспечивается электронной схемой.
Обработку винтовой канавки переменного прогрессирующего шага с сохранением требуемых геометрических параметров канавки удобнее вести на модернизированном вертикально-фрезерном станке 6Р13, оснащенным делительным механизмом, оригинальным поворотным приспособлением для поворота фрезы и электронным блоком управления. Проект модернизации представлен ниже.
Делительное устройство устанавливается на стол вертикально-фрезерного станка, и с помощью гитары сменных зубчатых колес настраивается на величину опорного шага  . На приводе делительной головки устанавливается датчик резьбонарезания, который посылает электрические импульсы на блок управления в соответствии с углом поворота приводного вала. Эти импульсы преобразуются в напряжение при помощи цифро-аналогового преобразователя (ЦАП). Затем напряжение преобразовывается в частоту при помощи управляемого генератора частоты (УГЧ). Далее полученную частоту подают на делитель, который уменьшает в целое число раз подводимую к нему частоту. Частота от делителя подается на электронный коммутатор, который управляет шаговым двигателем, который на другой вход делительного механизма подает дополнительное движение, обеспечивающее заданное приращение шага
. На приводе делительной головки устанавливается датчик резьбонарезания, который посылает электрические импульсы на блок управления в соответствии с углом поворота приводного вала. Эти импульсы преобразуются в напряжение при помощи цифро-аналогового преобразователя (ЦАП). Затем напряжение преобразовывается в частоту при помощи управляемого генератора частоты (УГЧ). Далее полученную частоту подают на делитель, который уменьшает в целое число раз подводимую к нему частоту. Частота от делителя подается на электронный коммутатор, который управляет шаговым двигателем, который на другой вход делительного механизма подает дополнительное движение, обеспечивающее заданное приращение шага  , которое регулируется с помощью делителя. В этом случае текущий шаг будет подчиняться закону:
, которое регулируется с помощью делителя. В этом случае текущий шаг будет подчиняться закону:
 ,
,
где  – угол поворота приводного вала, °;
– угол поворота приводного вала, °;
– опорный шаг, мм;
 – коэффициенты.
– коэффициенты.
Для сохранения формы и геометрических размеров обрабатываемой винтовой канавки, как упоминалось выше, необходимо осуществить поворот фрезы на определенный угол согласно изменения шага. Угол установки фрезы в данном случаев зависимости от непрерывного роста шага винтовой линии будет изменяться по закону:
 ,
,
где  – делительный диаметр обрабатываемой канавки, мм;
– делительный диаметр обрабатываемой канавки, мм;
 – текущий шаг обрабатываемой канавки, мм.
– текущий шаг обрабатываемой канавки, мм.
Поворот осуществляется с помощью поворотного приспособления, конструкция которого приведена ниже:
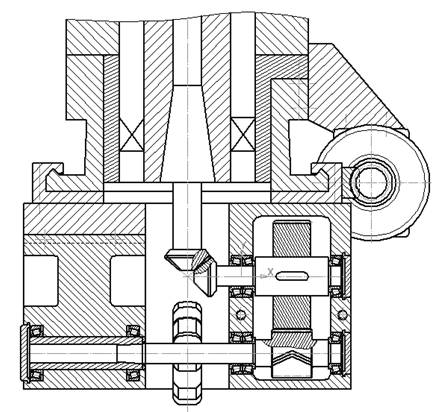
Корпус приспособления, несущий на себе редуктор и шаговый электродвигатель, закрепляется на поворотной головке станка. В шпиндель станка устанавливается специальная оправка. На корпусе закрепляется поворотная шайба, несущая в себе механизм для удержания фрезы – оправку – и механизм передачи вращения от шпинделя на фрезу. Фреза крепится на оправку, которая с противоположной стороны закрывается крышкой. Согласно управляющей программы с электронного блока поступают импульсы, приводя в действие шаговый двигатель, через редуктор, соединенный с поворотной шайбой, тем самым обеспечивая поворот фрезы на нужный угол.
Данным методом можно обрабатывать винтовые поверхности с сохранением заданного профиля канавки. Имеет интерес для производства инструмента в частности сверл и разверток с переменным прогрессирующим винтовым шагом.
Литература:
1. Анурьев В.И. Справочник конструктора-машиностроителя: В 3-х т. – Машиностроение, 2006. Т.1. C.350-414.
2. Кузнецов Ю.И. Оснастка для станков с ЧПУ: Справочник.- М.: Машиностроение, 1983. – 359 с. С.340-348
3. П.Ф. Дунаев Конструирование узлов и деталей машин. Учебное пособие для студ. техн. спец. вузов/ П.Ф. Дунаев, О.П. Леликов. 8-е изд. перераб и доп. –М. : Издательский центр «Академия», 2004. C. 45-54.

