При механической обработке литой стали 45Л часто наблюдаются значительные изменения ее обрабатываемости, что приводит к повышению расхода инструмента и увеличению брака изготовляемых деталей.
При металлографическом исследовании заготовок с неудовлетворительной обрабатываемостью и химическим составом, полностью соответствующим требованиям» ГОСТ 977–88 на сталь 45Л, часто обнаруживается дендритная ориентация перлита и феррита (рисунок 1). Сталь с дендритной ориентацией структурных составляющих также обладает пониженным уровнем механических свойств. Значения пластических характеристик и ударной вязкости в 30 % случаев не соответствует требованиям стандарта на стальные отливки.
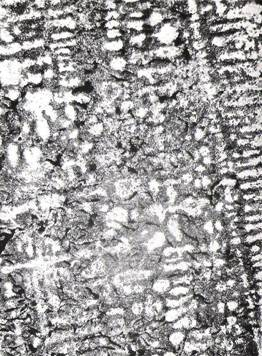
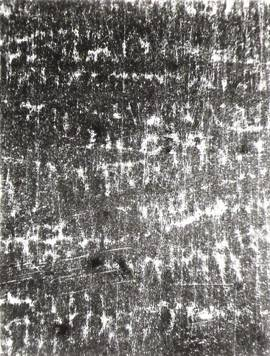
а б
Рис. 1. Дендритноориентированное выделение перлита и феррита в стали 45Л(×100): а — нормализация, б — улучшение (закалка и высокий отпуск)
Наличие в структуре дендритноориентированных перлита и феррита первоначально классифицировалось как следствие некачественной термообработки. Однако повторная нормализация в соответствии с техпроцессом не устраняла полосчатости структуры.
Ориентация перлита и феррита в структуре заготовок из проката и поковок резко снижает стойкость режущего инструмента и приводит к ухудшению чистоты поверхности детали [1, 2]. Поэтому предполагалось, что одной из причин плохой обрабатываемости заготовок из стали 45Л является наличие чередующихся в структуре мягких полос феррита и перлитных полос с высокой микротвердостью.
Установлено, что неблагоприятное расположение феррита и перлита в виде полос является следствием дендритной ликвации элементов [3, 4]. Ликвационная неоднородность стали по легирующим и примесным элементам изменяет термодинамическую активность углерода в ликвационных зонах, что вызывает его перераспределение при нормализации в направлении градиента активности. Абсолютное значение градиента активности углерода в ликвационных зонах может вызвать либо частичное перераспределение углерода, либо полное, сопровождающееся появлением только ферритных участков.
Количественно дендритную ликвацию легирующих элементов в стали 45Л определяли путем рентгеноспектрального микрозондирования ликвационных зон электронным зондом MS46 «Cameca».
Результаты анализов средние по 11–15 замерам в каждой из ликвационных зон приведены в таблице 1.
Кремний, никель и медь проявляют обратную ликвацию и сосредоточиваются преимущественно в первичных дендритах. Эти элементы повышают термодинамическую активность углерода и вытесняют его из областей, богатых этими элементами, т. е. из первичных дендритов. Марганец, хром и ванадий проявляют прямую ликвацию и в процессе кристаллизации сосредоточиваются в междуветвиях первичных дендритов.
Таблица 1
Содержание элементов в первичных структурах
|
Элементы первичной структуры |
Содержание элементов, % | |||||
|
Si |
Сu |
Ni |
Mn |
Cr |
V | |
|
Дендриты Междуветвия |
0,48 0,40 |
0,18 0,16 |
0,25 0,21 |
0,28 0,49 |
0,17 0,21 |
0,06 0,07 |
Во время нормализации в связи с относительно низкими температурами процесса сталь не гомогенизируется по всем элементам и ликвационные зоны остаются концентрационно устойчивыми. Только углерод, как наиболее подвижный в диффузионном отношении элемент, перераспределяется в объеме стали по градиенту активности. Углерод уходит из осевых зон первичных дендритов, обогащенных кремнием, никелем и медью, и перемещается в межосные пространства, богатые марганцем, хромом и ванадием, т. е. элементами, понижающими активность. Это приводит к получению гетерогенных, полосчатых структур углеродистых сталей.
Термодинамические расчеты показали, что суммарная разность концентраций легирующих элементов в дендритах и междендритном пространстве, выраженная через эквивалентное влияние на активность углерода, возрастает при больших концентрациях элементов и убывает при малых, т. е. при нормализации стали 45Л с больший количеством примесей из дендритных кристаллов в междендритное пространство перераспределится весь углерод, а при малом количестве — только часть углерода.
Во втором случае структура перекристаллизации будет более однородной и свойства стали должны повыситься. Расчеты показали, что в стали 45Л с минимальным содержанием примесей по ГОСТ 977–88 при нормализации из осей в межосное пространство перераспределяется в 4 раза меньше углерода, чем в стали, содержащей примеси на верхнем пределе. Это позволяет получить практически однородную структуру с лучшими показателями.
С технологической точки зрения целесообразно идти по пути максимального снижения концентрации марганца при сохранении умеренного содержания кремния, так как кремний определяет степень раскисленности стали и пригодность ее для изготовления фасонного литья.
Оптимизация стали по таким элементам, как хром, никель и медь, не вводимым при плавке специально, имеет ограниченные возможности, но также заключается в понижении концентраций этих примесей.
В качестве критерия для определения влияния снижения содержания марганца на уровень механических свойств стали 45Л были выбраны результаты испытаний ударной вязкости при отрицательных температурах.
Порог хладноломкости (снижение ударной вязкости стали на 50 % от исходной) наступает для стали 45Л с содержанием марганца 0,4–0,6 % при температурах испытания — 50… — 60 0С. Для стали с содержанием марганца 0,8–1,08 %, порог хладноломкости отличается при температуре выше — 50 0С.
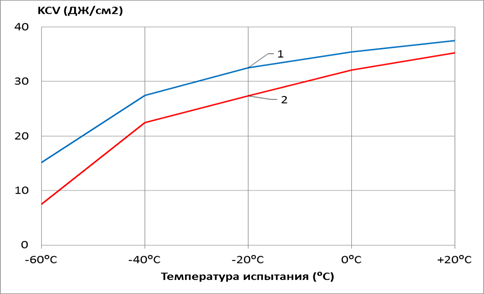
Рис. 2. Зависимость ударной вязкости стали 45Л от температуры испытания: 1 — содержание марганца 0,4–0,6 %; 2 — содержание марганца 0,8–1,0 %
Лабораторные испытания обрабатываемости образцов стали 45Л на вертикально-сверлильном станке показали снижение износа инструмента при обработке стали с пониженным содержанием марганца на 20 % (таблица 2).
Таблица 2
Сопоставление износа сверл в зависимости от содержания марганца
|
Содержание элементов, % |
Колич. обработанных отверстий |
Средний износ на 10 отверстий, мм | |||||
|
С |
Ми |
Si |
Сг |
№ |
V | ||
|
0,45 |
0,95 |
0,30 |
0,20 |
0,11 |
0,09 |
105 |
0,114 |
|
0,45 |
0,40 |
0,30 |
0,20 |
0,11 |
0,09 |
112 |
0,092 |
Одновременно с этим проведено исследование физики процесса резания сталей. Он характеризуется усадкой стружки, длиной участков контакта, «температурой резания». По значениям этих величин и характеристических скоростей можно сделать выводы об энергетических затратах, идущих на процесс резания, и дать приближенную оценку соотношения обрабатываемости стали. Для определения длины контакта и его составляющих применялся метод быстрого вывода резца из зоны резания с помощью специального устройства.
Усадка стружки определялась как отношение длины участка на обработанной поверхности, с которого срезается слой металла, к длине данного участка на стружке. Фиксация длины обеспечивалась за счет узких канавок на обработанной поверхности.
«Температуру резания» замеряли методом естественной термопары на милливольтметре с точностью 0,1 мВ. Характеристическую скорость определяли, изучая прирезцовую сторону стружки. На скорости Vп она становится гладкой и приобретает блеск.
По результатам исследования построены трафики зависимостей «температуры резания» — E, усадки стружки — ξ длины контакта упрочнения — С2, пластического контакта — С1, полного контакта — С от скорости резания (рисунок 3, 4).
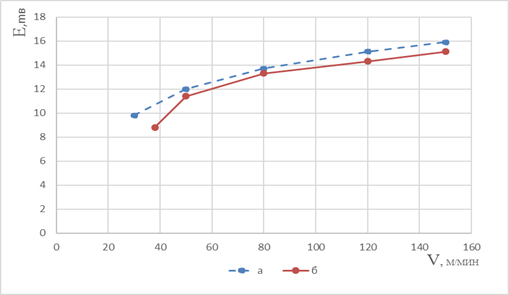
Рис. 3. Изменение термоЭДС от скорости резания: а — сталь 45Л с содержанием марганца 1,02 %, б — сталь 45Л с содержанием марганца 0,45 %
С понижением содержания марганца наблюдается меньшая «температура резания». Значения усадки стружки получились практически одинаковыми при обработке исследуемых сталей.
Проводя сравнительную оценку основных характеристик процесса резания испытуемых сталей, можно сделать вывод, что сталь с пониженным содержанием марганца требует меньших энергетических затрат на обработку и при ее резании достигается меньший уровень «температур резания». Об этом говорит и смещение характеристической скорости Vп у экспериментальной стали в сторону более высоких скоростей. Таким образом, были выяснены причины различной обрабатываемости исследуемых сталей.
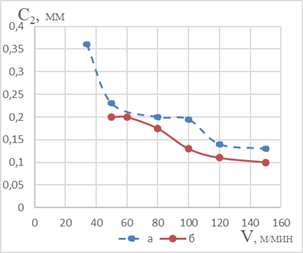
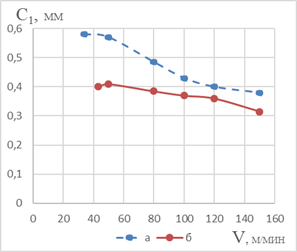
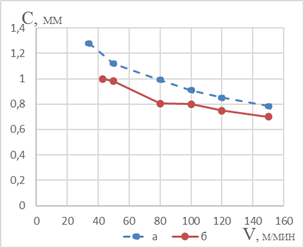
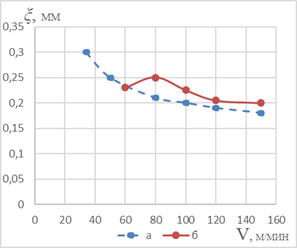
Рис. 4. Зависимость усадки стружки и длин контакта от скорости резания: а — сталь 45Л с содержанием марганца 1,02 %, б — сталь 45Л с содержанием марганца 0,45 %
На Волгоградском тракторном заводе были проведены шестимесячные производственные испытания выплавки и обработки стали 45Л с содержанием марганца на нижнем пределе требований ГОСТ 977–88, во время которых удалось полностью исключить случаи трудной обрабатываемости, повысить стойкость чистового инструмента и повысить пластические характеристики и ударную вязкость стали на 15–25 %.
Литература:
1. Металлография железа: Структура сталей / пер. с англ. В. П. Калинина, под ред. Ф. Н. Тавадзе. -М.: Металлургия, 1972. -104 с.
2. Фельдштейн, Э. И. Обрабатываемость сталей в связи с условиями термической обработки и микроструктурой / Э. И. Фельдштейн. -М.: Машгиз, 1953. -255 с.
3. Гребнев, Ю. В. Влияние химсостава на структурную неоднородность и хладноломкость стали 45ФЛ / Ю. В. Гребнев, Н. Г. Краева // Литейное производство. -2000. -№ 4. –С. 7–9.
4. Ильинский, В. А. Оптимизация состава литой среднеуглеродистой стали / В. А. Ильинский, Л. А. Костылева, Ю. В. Гребнев // Сталь. -1985. -№ 1. –С. 24–26.

