В работе представлены результаты экспериментального исследования реологических свойств полимерных материалов PLA, PETG, ABS и стандартной фотополимерной смолы, применяемых в аддитивных технологиях в ракетно-космической технике (РКТ). Проведены испытания при ступенчатом нагреве с фиксацией деформаций и характера разрушения материалов. Результаты исследования могут быть использованы при выборе материалов для аддитивного производства изделий и оснастки РКТ.
Ключевые слова: аддитивные технологии, полимерные материалы, реологические свойства, PLA, PETG, ABS, фотополимерная смола, ракетно-космическая техника, 3D-печать, мастер-модели
Введение
Аддитивные технологии всё шире применяются в ракетно-космической промышленности при изготовлении мастер-моделей, технологической оснастки, вспомогательных элементов и функциональных частей изделий. Их использование позволяет существенно сократить сроки проектирования, снизить стоимость прототипирования и повысить вариативность конструкций. Однако расширение области применения требует более глубокого понимания поведения полимерных материалов при воздействии температурных и механических нагрузок, характерных для условий производства изделий ракетно-космической техники [1].
В частности, при изготовлении мастер-моделей для литья по выплавляемым моделям и элементов оснастки важными являются температура стеклования, характер деформации при нагреве, устойчивость к ползучести, а также взаимодействие с металлическими элементами [2].
Цель работы — экспериментально исследовать свойства распространённых полимерных материалов и оценить их пригодность для использования в аддитивном производстве изделий и оснастки ракетно-космической техники.
Основная часть. В работе исследованы четыре материала [3, 4]:
- PLA (полилактид, НИТ, РФ)
- PETG (полиэтилентерефталат-гликоль, НИТ, РФ)
- ABS (акрилонитрил-бутадиен-стирол, НИТ, РФ)
- Стандартная фотополимерная смола (ELEGOO, Китай)
PLA и PETG отличаются низкой усадкой и высокой точностью печати, но ограниченной термостойкостью. ABS обладает повышенной температурной устойчивостью и механической прочностью. Фотополимерная смола относится к реактопластам с хрупким разрушением при нагреве.
Общая конфигурация. Для испытаний была выбрана упрощенная форма образца — куб размером 50×50×50 мм с цилиндрическим отверстием диаметром 20 мм (рис. 1). Геометрия образца разработана таким образом, чтобы в ходе нагрева можно было наблюдать как общие, так и локальные деформации [5].
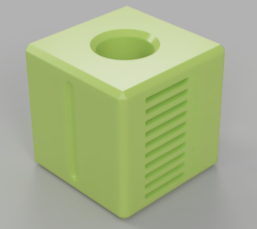
Рис. 1. Визуализация образца «Куб»
Габариты куба: 50×50×50 мм.
Сквозное цилиндрическое отверстие: Ø20 мм
Ориентация печати: вертикальная, с сохранением одинаковых условий для всех материалов.
Методика проведения испытания.
- Печать образцов. Применялись технологии печати FDM и SLA с заполнением 15 % и ориентацией слоёв, обеспечивающей сопоставимость между материалами.
- Предварительная сушка.
- Контроль габаритных размеров.
- Нагрев до температуры размягчения. Образец помещался в лабораторную печь. Температура увеличивалась ступенчато.
- Выдержка 10 минут. Образец выдерживался 10 минут при заданной температуре.
- Остывание образца, повторный контроль размеров, фиксация результатов. Образец охлаждался до комнатной температуры естественным образом.
- Нагрев до температуры деформации. После первичной оценки образец снова помещался в лабораторную печь.
- Нагрев до температуры плавления. Нагрев продолжался без остановки.
- Нагрев до температуры разрушения. Образец доводился до температуры, при которой происходило полное разрушение структуры.
Все этапы фиксировались в протоколе испытаний, а также на фото и видео.
Результаты испытания. PLA сохраняет геометрию до ~70 °С, при 100 °С начинает интенсивно деформироваться и при температурах выше 200 °С переходит в вязкотекучее состояние. Это ограничивает его применение в условиях повышенных температур, но делает пригодным для мастер-моделей при контролируемых режимах (рис. 2).

Рис. 2. Ход испытания PLA
PETG демонстрирует термостойкость, сохраняя форму до ~100 °С, однако при дальнейшем нагреве проявляет выраженную тягучую деформацию и ползучесть. Это ограничивает применение в сложных узлах, но допускает использование в оснастке с умеренными режимами температур (рис. 3).
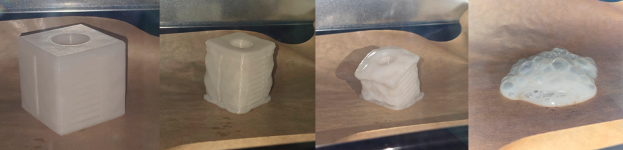
Рис. 3. Ход испытания PETG
ABS показал наибольшую устойчивость к нагреву среди термопластов: заметная деформация начинается при 120–140 °С. Это делает его предпочтительным материалом для изготовления технологической оснастки и функциональных вспомогательных элементов (рис. 4).

Рис. 4. Ход испытания ABS
Фотополимерная смола не переходит в вязкотекучее состояние, а разрушается хрупко с образованием трещин уже при сравнительно низких температурах. Это существенно ограничивает её применение в условиях теплового воздействия (рис. 5).
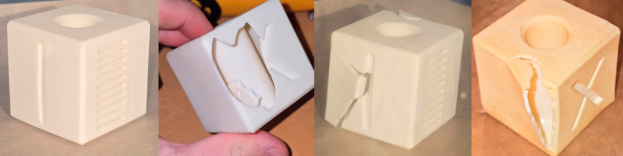
Рис. 5. Ход испытания фотополимерной смолы
Заключение
Врезультате выполненной работы исследованы реологические свойства распространённых полимерных материалов и дана оценка их применимости в аддитивном производстве изделий ракетно-космической техники. Установлено, что выбор материала должен учитывать характер деформации при нагреве, термостойкость и межслойную адгезию. PLA и PETG целесообразно использовать преимущественно для мастер-моделей и малонагруженных элементов, ABS — для технологической оснастки и функциональных вспомогательных деталей. Применение стандартных фотополимерных смол в условиях тепловых нагрузок ограничено. Полученные результаты могут быть использованы при выборе материалов и проектировании аддитивных изделий и оснастки в ракетно-космическом производстве.
Литература:
- Гибсон Я., Розен Д., Стакер Б. Аддитивные технологии: 3D-печать, быстрое прототипирование и прямое цифровое производство. — М.: Техносфера, 2016. — 656 с.
- Кривошеев И. А., Смирнов В. В. Аддитивные технологии в машиностроении и приборостроении. — М.: Машиностроение, 2019. — 312 с.
- Техническая документация производителя НИТ. ABS, PLA, PETG: свойства и рекомендации по переработке. — НИТ, РФ, 2024.
- Technical Data Sheet. Standard Photopolymer Resin ELEGOO. — ELEGOO, 2023.
- ISO/ASTM 52900:2021. Additive manufacturing — General principles — Fundamentals and vocabulary. — ISO, 2021.