Рассмотрена возможность создания элементов механического привода перемещения тестовых образцов для специализированного испытательного стенда с помощью 3D-принтера.
Ключевые слова: 3D-печать, экспериментальное оборудование, зубчатая передача, зубчатое колесо, точность, материал для 3D-печати, PLA-филамент.
Введение
В процессе проведения опытных и исследовательских работ часто возникает потребность в применении различного рода механических приспособлений. Среди них, как правило, различные механические приводы, подвижные конструкции, движением которых нужно управлять согласованно с фазами выполнения эксперимента. Опыт показывает, что создание таких устройств путем использования стандартных, широко распространенных компонентов робототехники оказывается невозможно в силу специфичности требований, предъявляемых к ним. При этом изготовление нестандартных элементов методами механообработки приводит к высокой стоимости конечного изделия. В таких ситуациях для изготовления нестандартных элементов конструкции оправданным представляется использование технологий 3D-печати [1–3]. При этом следует учитывать ряд специфических особенностей этого процесса.
Материалы для 3D печати и их свойства
В настоящее время наиболее доступными и недорогими следует считать 3D-принтеры, получившие название FDM-принтеров (Fused Modeling Deposition) [4]. Они осуществляют печать детали расплавляемым в экструзионном сопле полимером, подаваемого в виде тонкого прутка — филамента. В этих принтерах предусмотрена возможность использования различных типов полимеров, характеристики которых заметно различаются. Возможность использования того или иного типа филамента зависит от конкретной модели принтера.
Для 3D-печати на FDM-принтерах могут использоваться различные виды пластика — ABS, PLA, PETG, HIPS, TPU, PC, PA (нейлон) и т. д. [4]. Для печати в условиях опытного производства и в лабораториях при отсутствии специфических требований к изделию (например, гибкости) лучше подходят филаменты типа PLA (полилактид) и PETG (полиэтилентерефталатгликоль). Оба эти материала не выделяют летучих токсичных соединений в процессе печати, практически не усаживаются при остывании и, соответственно, не предъявляют специфических требований к стабильности температуры окружающей среды.
Изделия из филамента типа PETG характеризуются хорошей долговременной стабильностью, отсутствием гигроскопичности, высокой межслойной адгезией, имеют хорошую износостойкость при трении. Сами изделия удовлетворительно воспринимают динамические нагрузки, обладают удовлетворительной температурной стойкостью (до 80 °C), и стойкостью к воздействию химических реагентов. Это свойство, однако, затрудняет склеивание деталей и их окраску.
Изделия из филамента типа PLA имеют более высокую твердость поверхности по сравнению с изделиями из PETG, но имеют более низкие температурную стойкость (до 50 °C) и долговременную стабильность, гигроскопичны. Важным обстоятельством является тот факт, что для производства данного материала используется растительное сырье и при разложении в условиях естественной среды изделия из данного материала не наносят вреда экологии. Изделия из филамента типа PLA хорошо подвергаются механической обработке (при этом необходимо учитывать хрупкость материала, худшую, по сравнению с филаментом PETG, межслойную адгезию, а также не допускать чрезмерного нагрева детали при механическом воздействии), допускают окрашивание и склеивание деталей. Распространены PLA филаменты с различными наполнителями (дерево, металл, углерод, чувствительные к свету и температуре компоненты и т. д.) для придания конечным изделиям желаемого внешнего вида.
Сравнивая процессы 3D-печати филаментами типов PETG и PLA необходимо отметить различия температурных режимов экструдера принтера, которые характеризуются величинами от 230 до 250 °C для PETG и величинами от 190 до 220 °C для PLA. В первом случае требования к материалу сопла экструдера при значительных объемах печати оказываются более высокими. Также для печати филаментом типа PETG рекомендуется меньшая, по сравнению со случаем применения филамента PLA, скорость печати. Необходимо отметить, что для материала PETG может потребоваться дополнительная настройка параметров печати 3D-принтера.
Исходя из особенностей рассмотренных материалов, можно сделать вывод о том, что филамент типа PETG в общем случае целесообразно использовать для изготовления конечных изделий, предполагающих долговременное использование. Из этого материала целесообразно изготавливать детали механизмов. Филамент типа PLA целесообразно применять на этапе макетного моделирования и для изготовления тех изделий, которые не будут подвергаться воздействию повышенных температур и влажности.
Геометрические характеристики формируемых изделий
Принцип FDM 3D-печати накладывает ряд ограничений на геометрию формируемого изделия. Так, поскольку диаметр сопла экструдера фиксирован (у большинства широко распространенных 3D–принтеров он равен 0,4 мм), ограничения касаются как минимальных размеров элементов формируемого изделия, так и возможностей по формированию острых углов на поверхности деталей. Это обстоятельство необходимо учитывать при проектировании.
Для качественной оценки возможностей имеющегося в наличии оборудования была смоделирована простейшая зубчатая передача. Тестовый образец этой передачи имеет передаточное отношение 2, число зубьев равно 24 и 12 соответственно, модуль зуба — 8 мм, угол зацепления — 20 °. Расстояние между центрами зубчатых колес в рабочем положении (расчетное) — 45,83 мм.
Печать зубчатых колес производилась на принтере начального уровня Anycubic i3 Mega S [5]. Подготовка 3D модели к печати (нарезка на слои и формирование итогового управляющего G-кода) выполнена программным продуктом Ultimaker Cura 5.1. Толщина слоя была выбрана равной 0,2 мм, скорость печати — 50 мм/с. Габариты моделей составили 65,8 мм и 35,2 мм для большого и малого зубчатого колес соответственно, толщина изделий — 4 мм.
Для оценки результирующих погрешностей изготовления были получены изображения деталей с помощью планшетного сканера с оптическим разрешением 1200 DPI. Изображение результатов 3D-печати представлено на рис. 1.
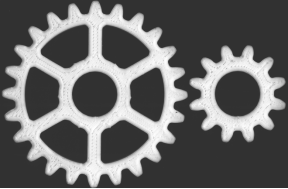
Рис. 1. Фотоизображение изготовленной пары зубчатых колес
На рис. 2 показаны совмещенные контуры профилей изготовленных зубчатых колес и исходных моделей. Видны заметные отклонения как формы зубьев, так и их положения относительно исходных профилей по направлению делительной окружности. Одной из очевидных причин расширения контура относительно исходной модели является растекание экструдированного филамента по краям детали.
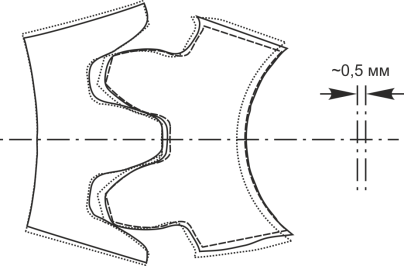
Рис. 2. Контуры профилей напечатанных зубчатых колес и исходных моделей в области зацепления; линиями обозначены:
––––– — контур напечатанных на 3D-принтере зубчатых колес в состоянии зацепления;
········· — контур исходного профиля модели;
- - - - - — контур исходного профиля малого колеса, центр которого совмещен с центром профиля напечатанного колеса.
В результате коррекции взаимного положения зубчатых колес, достигнутого путем увеличения на 0,5 мм межосевого расстояния, обеспечивается работоспособность зубчатой передачи. Однако, учитывая стохастичность характера изменения формы зубьев обоих колес, следует предположить, что на выходном валу (вне зависимости от направления передачи крутящего момента) будет иметь место нестабильность угловой скорости вращения. К сожалению, количественная оценка этой неоднородности затруднена и требует создания специализированного стенда. Следует иметь в виду, что на результат печати, кроме фактора растекания филамента, влияют конструкция самого принтера, характеристики его приводов и управляющих блоков, точность калибровки стола, качество филамента и т. д. В целом, в результате выполненных измерений геометрических размеров различных деталей, изготовленных на принтере указанного типа, получены оценки отклонений геометрии деталей (размером от 100 до 200 мм) от модельных в пределах от 0,2 до 0,5 мм.
Анализ показал, что при таких отклонениях возможно создание сложных сборных узлов конструкций с габаритным размером до 300 мм. Принимая во внимание установленные особенности и ограничения, была создана конструкция узла двухкоординатного перемещения тестовых образцов для испытательного стенда твердотельного лазера с полупроводниковой накачкой [7] (рис. 3).
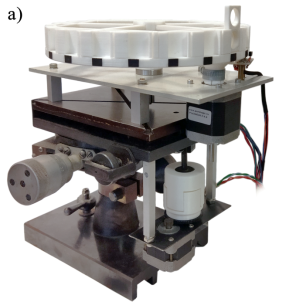
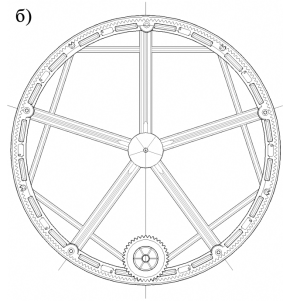
Рис. 3. Узел перемещения образцов в лазерном стенде (а) с сборной зубчатой передачей (б)
Заключение
Полученные в результате изготовления различных деталей и узлов для проведения опытных и исследовательских работ методом 3D-печати данные позволяют сделать вывод как о возможности применения указанной технологии при изготовлении достаточно сложных конструктивных элементов, так и о перспективах применения в этих целях филамента типа PLA. Такой филамент обеспечивает удовлетворительные механические свойства деталей, умеренная тепловая нагрузка на экструдер позволяет увеличить жизненный цикл 3D-принтера при одновременном достижении более высокой скорости печати, а экологичность материала обеспечивает доступность применения технологии 3D-печати в лабораториях, не оснащенных специальными системами очистки воздуха.
Литература:
- Рэдвуд, Б. 3D-печать. Практическое руководство / Б. Рэдвуд, Ф. Шофер, Б. Гаррэт. — Москва: ДМК Пресс, 2020. — 220 c. — Текст: непосредственный.
- Лисяк, В. В. Основы компьютерной графики: 3D-моделирование и 3D-печать: учебное пособие / В. В. Лисяк. — Таганрог: Издательство Южного федерального университета, 2021. — 109 c. — Текст: непосредственный.
- Canessa, E. Low-cost 3D Printing for Science, Education & Sustainable Development / E. Canessa, M. Zennaro, C. Fonda. —: ICTP — The Abdus Salam International Centre for Theoretical Physics, 2013. — 199 c. — ISBN 92–95003–48–9. — Текст: непосредственный.
- Fused Deposition Modeling — FDM Technology. — Текст: электронный //: [сайт]. — URL: https://www.stratasys.com/en/guide-to-3d-printing/technologies-and-materials/fdm-technology/ (дата обращения: 04.05.2023).
- Ultimate 3D Printing Material Properties Table. — Текст: электронный //: [сайт]. — URL: https://www.simplify3d.com/resources/materials-guide/properties-table/ (дата обращения: 04.05.2023).
- Anycubic i3 Mega S — Simple, Smart & High-Quality FDM 3D Printer. — Текст: электронный //: [сайт]. — URL: https://www.anycubic.com/products/anycubic-i3-mega-s (дата обращения: 04.05.2023).
- Твердотельный лазер с полупроводниковой накачкой ИМПЛАН-10. — Текст: электронный // Лаборатория лазерных информационных систем МГТУ им. Н. Э. Баумана: [сайт]. — URL: http://llis.bmstu.ru/Твердотельный_лазер_с_полупроводниковой_накачкой (дата обращения: 04.05.2023).

