Проблема трубопроводов, выработавших свой нормативный срок, на предприятиях нефтегазовой промышленности является в настоящее время актуальной темой. Эксперты, занимающиеся диагностикой остаточного ресурса трубопроводов, используют усредненный статистический подход. При этих расчетах не учитывается состояние локальных участков трубопроводов, что в результате не дает точной оценки работоспособности объекта. Причинами повреждений на отдельных участках являются подвижки грунта, интенсивные очаги коррозионных повреждений, дефекты монтажа, интенсивные пластические деформации, развивающиеся в зонах перенапряжений из-за технологических дефектов, температурные и другие воздействия, приводящие к неоднородным статистическим и динамическим нагрузкам. Основные типы локальных повреждений при эксплуатационных нагрузках на трубопроводе — это дефекты коррозионной природы и трещиноподобные дефекты.
Проверка оборудования на наличие дефектов включает коррозионное обследование и метод акустической эмиссии, который позволяет определять зарождающиеся дефекты. Перечисленные проверки являются неотъемлемой частью полноценного, бесперебойного технического процесса.
В докладе большее внимание будет выделино мониторингу акустико-эмиссионного анализа для контроля и диагностики предразрушающего состояния трубопровода.
Основная часть
1. Суть метода
Акустическая эмиссия (АЭ) — это генерация упругих волн в результате внутренней динамической локальной перестройки строения материала. К основным источникам АЭ относят: возникновение и рост трещин, перестройка кристаллической решетки при фазовых превращениях, движение скоплений дислокаций. АЭ имеет «взрывной», то есть импульсный характер; длительность импульса может составлять 10–8…10–4 с, а энергия отдельного импульса — от 10–9 до 10–5 Дж. К основной задаче акустико-эмиссионного контроля относятся нахождение, расчёт координат и мониторинг за источниками объектов АЭ.
2. Физические характеристики метода АЭ
Упругие или акустические волны — механические возмущения, распространяющиеся в упругой среде.
 — волновое уравнение[1].
— волновое уравнение[1].
Акустические волны доходят до пьезодатчика и вызывают в нем деформацию. Благодаря прямому пьезоэффекту (ПЭ) в нем появляется разность потенциалов.
Действие пьезоэлектрических преобразователей основано на использовании прямого или обратного пьезоэлектрических эффектов. Прямой пьезоэффект представляет собой способность некоторых материалов образовывать электрические заряды на поверхности при приложении механической нагрузки, а обратный представляет изменение механического напряжения или геометрических размеров образца материала под воздействием электрического поля.
В качестве пьезоэлектрических материалов применяют обычно естественный материал: кварц, либо турмалин.
Дефект магистрального нефтепровода — это отклонение геометрического параметра трубы, качества материала трубы или сварного шва.
3. Техническое описание АЭ
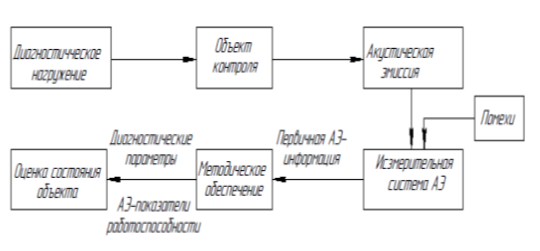
Рис. 1. Схема АЭ контроля [7]
Метод АЭ основан на регистрации упругих волн, излучаемых дефектами, которые развиваются в нагруженных конструкциях. Зародившаяся волна напряжений распространяется в материале конструкции, поступает на вход преобразователя акустической эмиссии, где преобразуется в электрический сигнал. Сигнал поступает на вход измерительной аппаратуры, фильтруется, усиливается, и преобразуется из аналогового в цифровой, который затем вводится в компьютер.
Существуют два основных информативных параметра метода АЭ:
1) Суммарный счет — число зарегистрированных импульсов АЭ, превышающих установленный порог, за время наблюдения;
2) Скорость счета — число импульсов АЭ, превышающих установленный порог, в единицу времени.
Чтобы определить координаты источника АЭ применяют метод, основанный на изменении разности времен прихода АЭ сигнала на разнесённые приемники. При этом должно использоваться условие постоянства скорости распространения волн.
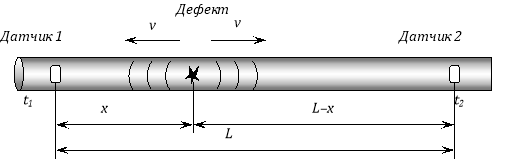
Рис. 2. Определение положения дефекта
Положение датчика 1 примем за нулевое. Пусть дефект находится на расстоянии х от первого датчика, тогда расстояние до датчика 2 равно L–х. Пусть время прихода сигнала от дефекта к датчику 1 будет t1, а к датчику 2 — t2. Тогда Δt = t2 — t1 = (L–х)/υ — х/υ = (L–2х)/υ, где υ — скорость звука в трубе. Отсюда х = (L–υΔt)/2, где L — расстояние, измеряемое при установке датчиков, а Δt = t2 — t1 определяем по показаниям датчиков t2 и t1.
4. Примеры практического использования
Подтверждением высокой эффективности использования метода АЭ в комплексе с другими методами являются итоги проведённых специалистами работ по контролю сварных соединений трубопроводов. В ходе диагностики одного из участков (трубопровода) было выявлено 20 аномальных сварных соединений, которые дополнительно были обследованы с применением радиографического и акустико-эмиссионного методов контроля.
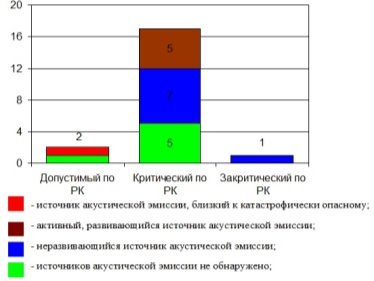
Рис. 3. Диаграмма результатов РК и АЭ контроля поперечных сварных соединений трубопровода [8]
На диаграмме представлены сравнительные результаты: если радиографический контроль показал дефекты в 18 из 20 стыков, то по данным АЭ наибольшую опасность для текущей эксплуатации трубопровода представляют всего 6 из 20 сварных соединений. Принципиальное значение имеет тот факт, что наиболее опасный источник по АЭ зарегистрирован в сварном шве, годном по радиографии.
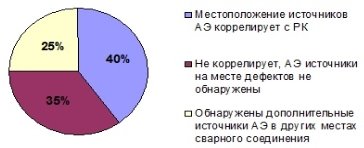
Рис. 4. Диаграмма корреляции местоположения обнаруженных источников АЭ контроля с дефектами сварных соединений по результатам радиографического метода контроля [8]
Статистика проведенных в течение нескольких лет аналогичных АЭ обследований трубопроводов после результатов РК (рисунок 4), что 35 % недопустимых по радиографии дефектов не являются развивающимися и не представляют реальной опасности для эксплуатации объекта. Кроме того, выявлено дополнительно 25 % развивающихся источников АЭ, соответствующих опасным производственным дефектам в местах, не обнаруженных по РК.
Этот факт ещё раз доказывает использования метода АЭ для обнаружения повреждений технологических трубопроводов, наиболее опасных для эксплуатации объекта, еще на стадии зарождения дефектов, а также определения очередности и сроков ремонта выявленных дефектов.
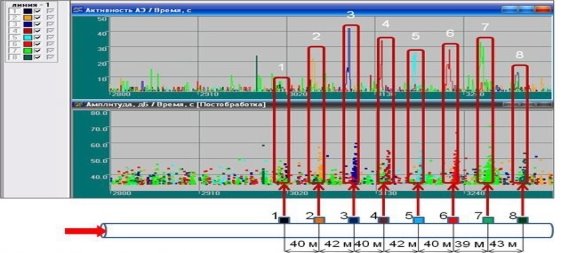 Рис. 5. Укрупненный вид изменения параметров АЭ при прохождении волны давления по обследуемому участку трубопровода
Рис. 5. Укрупненный вид изменения параметров АЭ при прохождении волны давления по обследуемому участку трубопровода
5. Практическое применение
За 2015 год АО «Транснефть — Диаскан» осуществила техническое обследование 3 180 единиц дополнительного оборудования линейной части магистральных трубопроводов (соединительные детали, сигнализаторы, отборы давления, камеры пуска-приема средств очистки и диагностики (КПП СОД), 2 542 единицы механотехнологического оборудования, 2 396 единиц энергетического оборудования). А также был обследован 151 км технологических трубопроводов НПС. В добавок ко всему произведена полная техническая диагностика 45 км участков технологических трубопроводов линейной части магистральных нефтепроводов (МН) и НПС (перемычки между нефтепроводами, коллекторы магистральных насосных агрегатов, напорные нефтепроводы, трубопроводы линейной части МН).
Работы проводились в рамках сводной программы диагностического обследования трубопроводов и объектов НПС ОАО «АК «Транснефть». Одним из применяемых методов являлся АЭ контроль.
В результате диагностики объектов состояние признано удовлетворительным, в ходе чего были разработаны планы по ремонтным работам с целью устранения выявленных дефектов.
Заключение
Акустико-эмиссионный метод считается сегодня одним из самых эффективных способов выполнения неразрушающего контроля и оценки состояния, свойств материалов.
Комплексный подход к диагностированию трубопроводов с применением метода АЭ позволяет:
– производить обнаружение опасных производственных и эксплуатационных дефектов на ранней стадии их зарождения и предупреждать их развитие до критической величины;
– определять степень опасности выявленных дефектов;
– проводить 100 % контроль диагностируемого участка, включая недоступные, скрытые области контроля;
– проводить оценку остаточного ресурса трубопровода на основе информации о существующих эксплуатационных дефектах и повреждениях.
Совокупность указанных факторов обеспечивает полную и достоверную оценку технического состояния объектов магистральных трубопроводов для дальнейшего его использования.
Литература:
- ГОСТ 27655–88 «Акустическая эмиссия — излучение упругих волн, возникающее в процессе перестройки внутренней структуры твердых тел».
- Гуреев Д. М., Заикин А. Е. Практическое использование технологий акустико-эмиссионного контроля в системе трубопроводного транспорта. //
- НЕФТЬ. ГАЗ. НОВАЦИИ — 2015 — № 8 — с. 18–21. [Электронный ресурс] Режим доступа: https://elibrary.ru/item.asp?id=24341978
- Оглезнева Л. А. Акустико-эмиссионный мониторинг особо опасных участков магистральных нефтепроводов. // КОНТРОЛЬ. ДИАГНОСТИКА — 2013 — № 3 — с. 49–51. [Электронный ресурс] Режим доступа: https://elibrary.ru/item.asp?id=17567453
- Павлова К. Л., Ступин А. В. Метод акустико-эмиссионного контроля как средство технического диагностирования стальных резервуаров. // Научный альманах — 2016 — № 11 — с. 193–196. [Электронный ресурс] Режим доступа: https://elibrary.ru/item.asp?id=27703621
- Официальный сайт polpred — Новости. Обзор СМИ — Режим доступа: http://polpred.com/news?prv_list/
- Никитин Е.С. Методика обработки параметров сигналов АЭ для контроля и диагностики материалов //Известия Томского политехнического университета – 2010 - с. 1.
- Жуков А. В. Контроль трубопроводов с применением метода акустической эмиссии // Журнал "В мире НК" – 2013 - №1(43).
[1] Волновое уравнение ещё называют дифференциальным уравнением плоской волны.

