В 2001 году в Туркменистане на Туркменбашинском КНПЗ введен в действие современный комплекс производства высококачественных базовых и товарных масел, которые по физико-химическим и эксплуатационным свойствам соответствуют мировым стандартам [1].
Ориентировочное потребление смазочных материалов в стране оценивается от 50 до 200 тыс. тонн в год [2]. Как следствие, образуется большое количество отработанных смазочных масел (ОСМ). При этом целенаправленная переработка ОСМ в стране в промышленном масштабе не осуществляется, а повторное использование не приемлемо, так как ОСМ не соответствуют требованиям ГОСТа. В настоящее время достоверных статистических данных по сбору и регенерации ОСМ в Туркменистане нет. Расчетный ресурс ОСМ составляет не менее 100 тыс. тонн.
Основным препятствием для переработки ОСМ в настоящее время является отсутствие эффективной системы сбора. Существовавшая 20 лет назад система сбора ОСМ посредством сети нефтебаз Госкомнефтепродукта сломана. Деятельность по сбору, использованию, обезвреживанию, транспортировке и размещению ОСМ не лицензирована. Хотя можно предположить, что лишь небольшая часть их собирается организациями в лучшем случае для использования, как печное топливо, а остальное просто выбрасывается или уничтожается. Эта проблема была поднята президентом страны и дано задание соответствующим структурам разработать необходимые меры по эффективному использованию нефтепродуктов с учетом охраны окружающей среды. В связи с этим наладить в стране сбор и переработку отработанных масел [3].
Оптимальным способом решения вопроса утилизации ОСМ является переработка по месту сбора на мелких установках, обеспечивающих восстановление качества ОСМ. Этот подход отчасти оправдан в связи с отсутствием завода по переработке ОСМ в промышленном масштабе. Поэтому в настоящее время вопрос регенерации ОСМ в Туркменистане чрезвычайно актуален.
В данной работе представлены результаты исследования свойств товарных и отработанных масел (индустриального и турбинного) и предложена технологическая схема регенерации ОСМ. В таблицах 1,2 приведены показатели товарных и отработанных исследуемых масел.
Таблица 1
Качество отработанного индустриального масла ISO VG 68 A
|
№ |
Показатели |
Масло индустриальное ISO VG 68 A TDS 20799-75 |
Отработанное Масло |
|
1 |
Вязкость при 500 С , sst, мм2/с |
35-45 |
58 |
|
2 |
Кислотное число, мг КОН/г |
Не более 0,05 |
0,2 |
|
3 |
Температура вспышки на открытом тигле, 0С |
Не ниже 200 |
190 |
|
4 |
Температура застывания, 0С |
Не выше -15 |
-10 |
|
5 |
Плотность при 200С, кг/м3, |
Не более 900 |
930 |
Таблица 2
Качество отработанного турбинного масла ISOVG32 TGA
(TurkmenTurbo-32)
|
№ |
Показатели |
Масло турбинное ISO VG 32 TGA (Turkmen Turbo-32) TDS 9972-74 |
Отработанное масло |
|
1 |
Вязкость при 500 С , мм2/с |
20-23 |
29 |
|
2 |
Кислотное число, мг КОН/г |
Не более 0,05 |
0,14 |
|
3 |
Температура вспышки на открытом тигле, 0С |
Не ниже 190 |
180 |
|
4 |
Температура застывания, 0С |
Не выше -15 |
-6 |
|
5 |
Плотность при 200С, кг/м3 |
Не более 900 |
910 |
На основании сравнения данных таблиц видно, что кислотное число отработанных масел повышается в 3-4 раза и достигает 0,2 для ISO VG 68 A и 0,14 для ISO VG 32 TGA (Turkmen Turbo 32) мг КОН/г, что свидетельствует о том, что в отработанных маслах повышается количество низкомолекулярных органических кислот.
Вязкость отработанных масел повышается с 20-23 до 29 мм2/с (ISO VG 32 TGA (Turkmen Turbo 32)) и с 35-45 до 58 мм2/с (ISO VG 68 A ) по сравнению с товарным маслом. Резко ухудшается деэмульгирующая способность масел.
Такие изменения качества отработанных масел можно объяснить тем, что при циркуляционной системе смазки и длительном пребывании масла в системе в нем неизбежно протекают окислительные процессы с образованием смолисто-асфальтеновых веществ, образующих шлам, отлагающийся в виде осадка. Это вызывает ухудшение показателей отработанных масел.
Задача очистки нефтепродуктов от нежелательных примесей и регенерации минеральных масел с целью их повторного использования реализуется в основном с помощью адсорбционных коллоидно-химических методов[4,5]. Наряду с синтетическими сорбентами в процессах очистки нефтяных масел широкое применение получили природные дисперсные материалы, дешевизна которых позволяет в принципе отказаться от многократного использования адсорбента.
В данной работе показана переработка ОСМ, основанная на использовании в качестве сорбентов минерального сырья Туркменистана – бентонитов и цеолитов.
С этой целью исследованы адсорбционные свойства огланлинского и калининского бентонитов и батхызкого цеолита, подвергнутые термоактивации. Для регенерации масел использовали термоактивированный при 3000С огланлинский и калининский бентониты и термоактивированный при 2000 С бадхызский цеолит.
Регенерирование масел было осуществлено на небольшой установке. Для регенерации отработанных турбинного и индустриального масел выбрана общая схема (отстой, обработка коагулянтом, сорбентом и фильтрация) с небольшими нюансами, индивидуальными для каждого масла.
Технологическая схема регенерации представлена на рис.1
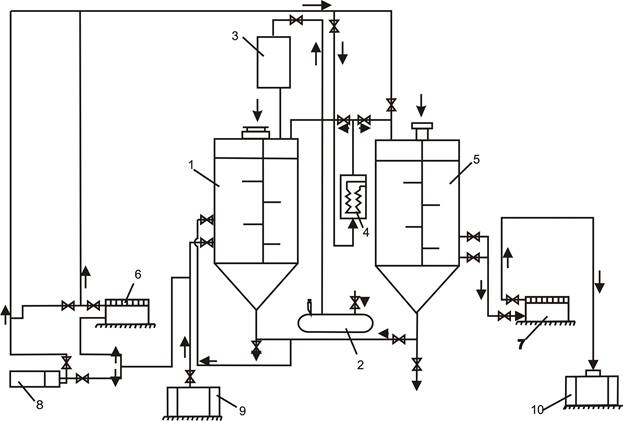
Рис.1. Технологическая схема регенерационной установки
1- кислотная мешалка; 2-монжус серной кислоты; 3-дозатор; 4-электропологреватель; 5-контактная мешалка; 6-7 – фильтрпрессы; 8- грязевой насос; 9- ёмкость для отработанного масла; 10- ёмкость для регенерированного масла.
Отработанное масло закачивают в кислотную мешалку 1. Если масло не содержит механических примесей, его перекачивают из приёмной емкости (или отстойника) грязевым насосом 8, если же оно не освобождено от механической примесей, его перекачивают насосом фильтрпресса 6. В дозатор 3 подают из монжуса 2 требуемое количества серной кислоты ISO VG 32 TGA (Turkmen Turbo 32) обрабатывается 3-5%-тами Н2S04, а ISO VG 68 A - 3-10%-ами Н2S04. Движение создается автоматическим насосам. Из дозатора серная кислота (в распыленном состоянии) перепускается в мешалку через трубу с отверстиями при непрерывной работе перемещающего устройства без нагрева (200С) при непрерывном механическом перемешивании лопастной мешалкой (250 об/мин) в течение 40-60 мин. Затем масло отстаивается в кислотном отстойнике не менее 6 часов. После отстоя в течение нескольких часов кислый гудрон спускают через нижний кран мешалки, масло перекачивают грязевым насосом в контактную мешалку 5, и кислое масло подогревается до 80-900С (турбинное масло), индустриальное до 70-80оС перемешивается с местными термоактивированным адсорбентом, оставшимся от очистки предыдущей партии. Затем смесь масла с глиной перекачивают грязевым насосом обратно в кислотную мешалку 1, где масло отстаивается от глины.
Отстоявшееся масло перекачивают насосом фильтрпресса 6 через электроподогреватель 4 в контактную мешалку 5. В кислотную мешалку 1 после удаления из нее осевшего адсорбента закачивают следующую партию масла.
В контактной мешалке масло после кислотной обработки перемешивается со свежим просушенным адсорбентом. Через определенный промежуток времени перемешивание прекращается, масло отстаивается и насосом через фильтрпресс 7 перекачивается в ёмкость для регенерированного масла 10, а глину отставляют для повторного использования предварительной очистки следующей партии масла от взвешенных капель (гудрона).
В дальнейшем исследовали качественные показатели регенерированных масел в зависимости от типа адсорбентов: КБ- калининский бентонит; ОБ – огланлинский бентонит; БЦ – бадхызский цеолит. В таблицах 3, 4 приведены полученные результаты.
Таблица 4
Результаты регенерации отработанного турбинного масла USOVG32 TGA
(Turkmen Turbo-32) адсорбентами КБ, ОБ, БЦ
|
|
Показатели Масла ISO VG 32 TGA (Turkmen Turbo 32) |
Свежее масло |
Отработанное масло | ||
|
Адсорбенты | |||||
|
КБ при 300оС |
ОБ-300 |
БЦ-200 | |||
|
1 |
Вязкость при 500 С , мм2/с |
20-23 |
26,3 |
21,6 |
21,2 |
|
2 |
Кислотное число. мг КОН/г, |
Не более 0,05 |
0,08 |
0,04 |
0,04 |
|
3 |
Температура вспышки на открытом тигле, 0С |
Не ниже 200 |
175 |
186 |
186 |
|
4 |
Температура застывания, 0С |
Не выше -15 |
-8 |
-15 |
-15 |
|
5 |
Плотность при 200С, кг/м3 |
Не более 900 |
905 |
890 |
900 |
Таблица 5
Результаты регенерации отработанного индустриального масла ISOVG 68 Aадсорбентами КБ, ОБ, БЦ
|
|
Показатели Масла ISO VG 68 A |
Свежее масло |
Отработанное масло | ||
|
Адсорбенты | |||||
|
КБ-300 |
ОБ-300 |
БЦ-200 | |||
|
1. |
Вязкость при 500 С , мм2/с |
28-35 |
38 |
35 |
35 |
|
2. |
Кислотное число, мг КОН/г, |
Не более 0,05 |
0,09 |
0,03 |
0,04 |
|
3. |
Температура вспышки на открытом тигле, 0С |
Не ниже 200 |
193 |
200 |
200 |
|
4. |
Температура застывания, 0С |
Не выше -15 |
-10 |
-15 |
-15 |
|
5 |
Плотность при 200С, кг/м3 |
Не более 900 |
900 |
895 |
897 |
На основании проведенных экспериментальных работ по выбору адсорбента для регенерации отработанных минеральных масел установлено, что показатели регенерируемых масел изменяются в зависимости от типа использованного адсорбента. Так, масла, регенерируемые с помощью калининского бентонита, не соответствуют ТDS Туркменистана. Более эффективными адсорбентами являются: огланлинский бентонит и бадхызский цеолит. При использовании этих адсорбентов и сравнении показателей регенерируемого масла с показателями товарного, таких как кислотное число, вязкость, температура вспышки, температура застывания, плотность, установлено, что они соответствуют требованиям качества. Это позволяет констатировать, что регенерируемые масла по своему качеству не уступают товарному маслу и могут быть предложены к повторному использованию.
Однако, несмотря на то, что адсорбент БЦ дает хороший результат, использование его невозможно, так как это месторождение цеолитов не разработано. Поэтому исследования его в качестве адсорбента только в лабораторных условиях. Целесообразно в промышленных масштабах производить регенерацию масел с помощью огланлинского бентонита, производство которого существует на Западе Туркменистана.
На основе проведенных исследований сделаны следующие выводы:
- предложена технология регенерации отработанных масел;
- осуществлена регенерация ОСМ с использованием местных адсорбентов;
- установлено, что огланлинский бентонит, как адсорбент, более эффективен и экономичен;
- показано, что регенерированные масла по своему качеству не уступают товарному маслу и могут быть предложены к повторному использованию.
Литература:
1. Аннаев К., Черкезова Х., Бердыев А., Махтумов Д. Смазочные масла из Туркменских нефтей: справочник//Ашхабад 2009. –С. 188 -193.
2. Отчет статистики Туркменистана нефтяным отходом за 2009 год.
3. Нейтральная газета Туркменистана за 13 августа 2010г. Статья. – С 2.
4. Труды Российской государственного университета нефти и газа имени И.М. Губкина. Сборник научных статей по проблемам нефти и газа. -М: 2010. - № 2 (259). – с. 81.
5. Волкова Г.И. –Химия и технология топлив и масел. -2008. -№3.-С.46

