





В статье проведен анализ конструкций современной экструзионной техники отечественного производства, рассмотрены технические характеристики и области применения наиболее часто встречающихся на российских предприятиях экструдеров ШТАК и ЭУИ, а также обобщена теоретическая информация о конструктивных особенностях шнековых устройств.
Ключевые слова: экструзия, шнековые устройства, экструдер, шнек, матрица, шаг нарезки витка, зацепление шнеков.
Основной технологической машиной в производстве экструдированных продуктов питания является экструдер.
Экструдер — это машина для непрерывной переработки пищевого сырья в гомогенный расплав и придания ему заданной формы по средствам продавливания через экструзионную головку, поперечное сечение которой на выходе соответствует конфигурации готового изделия.
Классификация основных типов экструдеров показана на рисунке 1.
В настоящее время шнековые экструдеры получили самое широкое распространение и применение в пищевой промышленности, в том числе при производстве снеков.
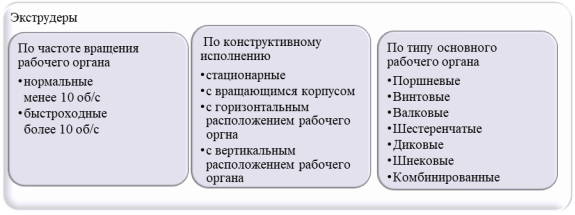
Рис. 1. Классификация экструдеров
Производительность, надежность и устойчивость процесса таких экструдеров определяется основным рабочим органом — шнеком, основными геометрическими параметрами которого являются: диаметр шнека, длина, глубину нарезки, шаг винтовой нарезки, ширина гребня витка, величина зазора между гребнем шнека и внутренней стенкой цилиндра, угол подъема винтовой линии нарезки шнека и число заходов нарезки шнека.
По количеству основных рабочих органов шнековые экструдеры делят на одношнековые и двухшнековые.
Достоинствами одношнековых экструдеров является их дешевизна, простота изготовления, возможность восстановления изношенного шнека. Однако одношнековые экструдеры обладают рядом существенных недостатков: низкое качество смешения сырья, подъемы давления из-за затора продукта в предматричной зоне, отсутствие самоочистки, сложность перехода к новым рецептурам (сырью) из-за необходимости разбора экструдера и ручной очистки рабочих органов и корпуса, высокие эксплуатационные расходы из-за большого объема работ по обслуживанию.
Вследствие сложности конструкции двухшнековые экструдеры обладают более высокой себестоимостью, чем одношнековые экструдеры эквивалентной производительности. Так же недостатком двухшнековых экструдеров является высокий износ шнеков. При этом в двухшнековых экструдерах достигается полная гомогенизация сырья с естественным уровнем влаги между собой и с добавляемой жидкостью, даже при высоких концентрациях жиров и сахаров.
По расположению шнеков в рабочей камере экструдера двушнековые экструдеры классифицируют на экструдеры с зацепляющимися и незацепляющимися шнеками. Зацепляющиеся шнеки обладают эффектом самоочистки, что позволяет избежать прилипания и пригорания экструдата к шнеку и стенкам корпуса.
Как зацепляющиеся, так и не зацепляющиеся шнеки могут вращаться в одну (сонаправленно), так и в противоположно направленные стороны.
Вторым не менее важным рабочим органом экструдера является формующая матрица. В настоящее время за счет признания высокой надежности и технологичности шире распространены стационарные формующие матрицы. Фильеры матриц служат для формования готового продукта под действием высокого давления [1].
Отечественные экструдеры, хотя и уступают по качеству работы экструдерам зарубежного производства, но остаются привлекательными за счет низкой стоимости. В настоящее время ведущими отечественными фирмами, выпускающими экструдеры, являются ООО «Апрель» — экструдеры марки ШТАК и «Русская трапеза» — экструдеры марки ЭУИ.
Компания ООО «Апрель» разрабатывает экструдеры и технологические линии на их основе для производства широкого ассортимента экструдированных продуктов питания с 1998 г. Наиболее популярными экструдерами этой фирмы являются экструдеры ШТАК-50М и ШТАК-80М.

Рис. 2. Экструдер двухшнековый ШТАК-50М (справа) и ШТАК-80М (слева)
Экструдер ШТАК-50М отличается от аналогов простотой конструкции и эксплуатации. Комплектация штатного исполнения: 3 корпуса, дозатор сухих компонентов с бункером-накопителем объемом 0,3 м3 с ворошителем, насос-дозатор жидких компонентов, шкаф управления, навесное режущее устройство и матрица с вкладышами. Экструдер ШТАК-80М — единственный одношнековый экструдер российского производства максимально приближенный по технологическим возможностям к двушнековым машинам. Он отличается хорошей управляемостью, высокой ремонтопригодностью и удобством обслуживания. Внешний вид экструдеров представлен на рисунке 2, технические характеристики приведены в таблице 1.
Таблица 1
Технические характеристики экструдеров компании «Апрель» [2]
|
Параметр, ед. измерения |
Величина |
|
|
ШТАК-50М |
ШТАК-80М |
|
|
Диаметр шнека, мм |
60 |
80 |
|
Мощность главного привода, кВт |
45 |
45 |
|
Установленная мощность приводов, кВт |
53 |
48 |
|
Производительность на штатной матрице, кг/час |
220 |
220 |
|
Рабочее давление перед матрицей, МПа |
12–20 |
10–15 |
|
Расход воды на охлаждение (постоянный), л/час |
60 |
60–80 |
|
Габариты, мм |
2700х2100х650 |
2700х2800х650 |
|
Масса экструдера, кг |
1200 |
1000 |
В настоящее время одно из основных направлений компании «Русская трапеза» — выпуск экструдеров. Более востребованные экструдеры компании: модели ЭУ1-И и ЭУ2.
Экструдер ЭУ1-И — это одношнековый экструдер. Турбоузел, расположенный в предматричной зоне экструдера, обеспечивает: выравнивание давления по всей плоскости матрицы, стабильную форму продукции и увеличение срока службы основных узлов. Экструдер ЭУ2 — это двухшнековый экструдер, с длинной рабочей зоной для хорошей «проварки» предварительно подготовленного сырья. Внешний вид экструдеров представлен на рисунке 3, технические характеристики приведены в таблице 2 [3].

Рис. 3. Экструдер одношнековый ЭУИ-1 (слева) и двухшнековый ЭУИ-2 (справа)
Таблица 2
Техническая характеристика экструдеров компании «Русская трапеза»
|
Параметр, ед. измерения |
Величина |
|
|
ЭУИ-1 |
ЭУИ-2 |
|
|
Производительность (до), кг/ч |
180 |
300 |
|
Частота вращения шнека, об/мин |
0–500 |
10–300 |
|
Суммарная мощность, кВт |
30/60 |
50 |
|
Габаритные размеры, мм |
2500х2000х900 |
2500х850х2000 |
В заключение необходимо отметить, что лабораторные исследования и выпуск экспериментальной продукции целесообразно осуществлять с помощью экструдеров малой производительности, отличающихся большим количеством режимов и универсальностью.
Литература:
- Аксенова О. И. Совершенствование процесса и аппарата для производства экструдированного корма: дис. … магистра технических наук. Университет ИТМО, Санкт-Петербург, 2016.
- Экструдеры штак // главная. URL: http://www.shtak.com (дата обращения: 1.08.2017).
- Экструдеры пищевые // Холдинг Русская Трапеза. URL: https://r-t.ru/ehkstruzionnye-ustanovki.html (дата обращения: 17.01.2018).
