




Современное термодинамическое оборудование требует новейшие инновационные решения не только в части устройства и конструкции, но в первую очередь в управлении и контроле над всеми процессами, включая — процессы горения и термостабилизации.
Это требование становится особенно важным в случае применения в качестве топлива на энергопроизводящих агрегатах различного рода топливных смесей и композитов, как например — топливных эмульсий.

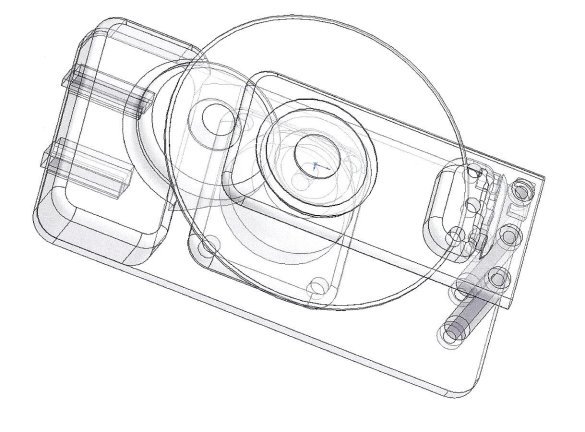
На фото представлен, в качестве примера, пульт управления энергоблоком мощностью в 20 мегаватт, который использует в качестве топлива топливную эмульсию из дизельного топлива и воды (причём содержание воды в эмульсии составляет 50 %).
В этом случае вопросы параметров подачи топлива и пропорциональное управление и контроль подачи воздуха требуют исключительной мобильности системы управления и контроля.
При этом все операции управления и контроля требуют существенного увеличения объёмов памяти на оптических аккумуляторах памяти, — оптических дисках –накопителях информации.
В рамках настоящей статьи автор хотел бы подробнее остановиться на анализе концептуальной базы для инновационных носителей информации.
Для того, чтобы обеспечить возможность встраивания такого накопителя информации в систему, ёмкость такого носителя должно многократно увеличиться.
Предлагается предварительный анализ такой системы.
Первый по важности сектор контроля и управления — это контроль и анализ всех входящих в процесс материалов и их сочетаний.
Как известно, на входе в процесс регулируются и контролируются следующие рабочие параметры:
– расход топлива;
– давление впрыска топлива;
– удельный расход топлива;
– стехиометрическое количество воздуха по отношению к расходу топлива
– дополнительное количество воздуха по отношению к общему расходу топлива.
Так как от количества воздуха прежде всего зависит эффективность энергетического оборудования, то эта зависимость контролируется и предельно точно регулируется в течении всего рабочего цикла и требует значительной мощности управляющих процессоров и компьютеров.
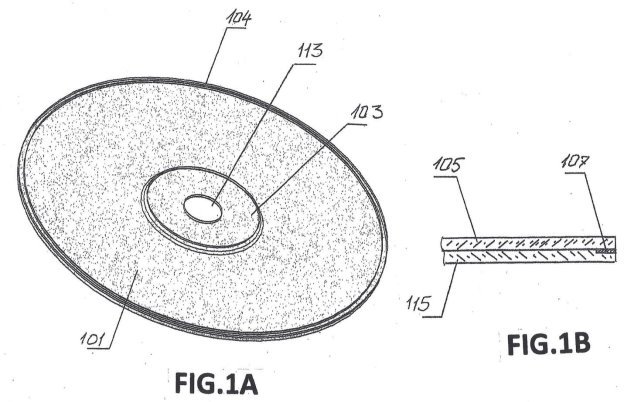
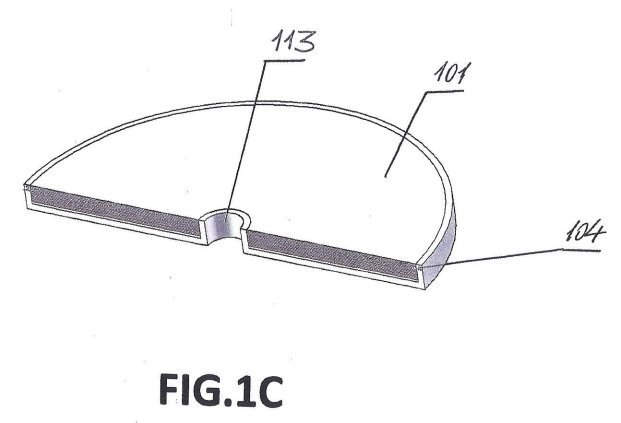
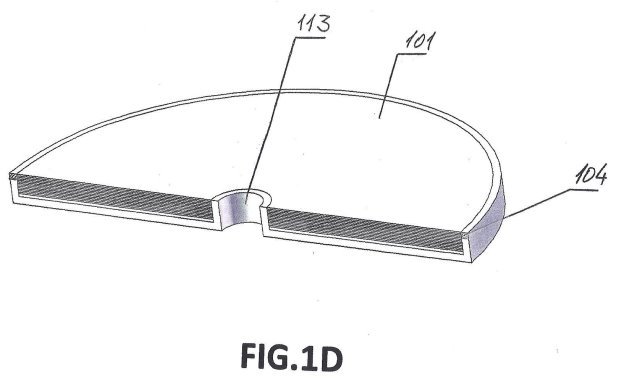
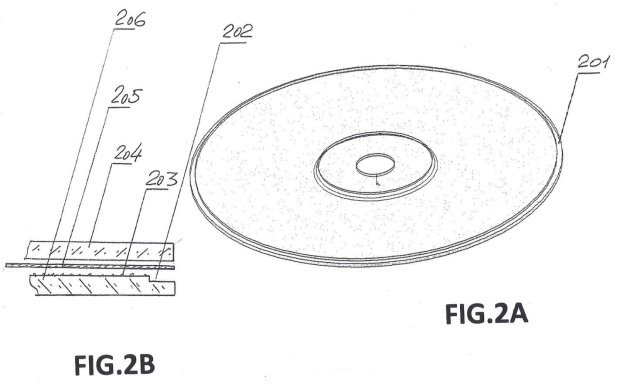
Как видно из модели, диск имеет практически те же размеры и элементы, как и стандартный диск с той разницей, что по периферии диска расположено кодирующее кольцо 107.
Такое расположение кодирующего элемента имеет несколько существенных преимуществ.
Прежде всего оно не создаёт никаких технологических проблем при изготовлении диска, так как, стандартная технология и технологический процесс изготовления предусматривают склеивание диска из двух половин, что позволяет в стандартном процессе изготовления, при использовании стандартного технологического оборудования и оснастки, ввести в диск кольцо 107 не меняя процесса и оборудования.
Для изготовления кольца 107 и для его приклеивания существуют много технологических вариантов и процесс модификации дисков сводится только к выбору из существующих вариантов наиболее оптимального и подходящего.
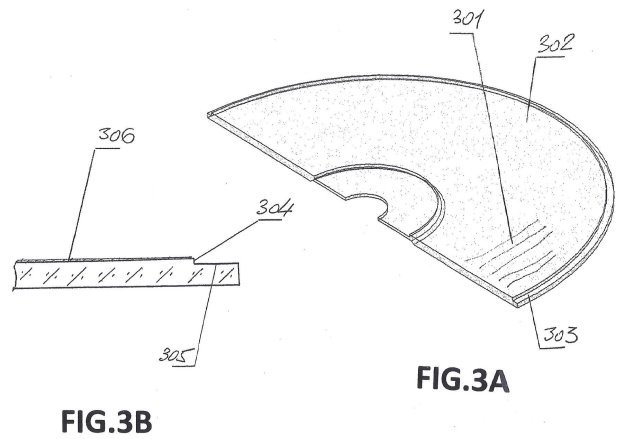
Кроме того, внедрение в систему многослойных дисков, также не должно встретить каких-либо серьёзных технологических проблем.
Заранее условимся, что наружный диаметр диска останется без изменений.
Расположение и геометрия кодирующего кольца 104 также остаются без существенных изменений и позволяют в принципе внедрить в технологический процесс изготовления многослойных дисков метод так называемой послойной полимеризации и послойного форматирования.
Но эффект может быть увеличен многократно, если после полимеризации каждого слоя, форматирование выполнять прессованием.
Это позволит сократить время форматирования приблизительно в 1000 раз и резко поднять точность форматирования.
Такого рода экспериментальные диски уже изготавливались и прошли серию испытаний в Японии.
На экспериментальных дисках было выполнено 100 слоёв и результаты испытаний превзошли все ожидания.
Поскольку многослойные диски, выполненные из монолитного оптического материала, требовали для форматирования и для последующей эксплуатации очень мощных лазерных диодов, диски с послойной полимеризацией вообще не требуют оптического форматирования, а для эксплуатации — требуют диоды меньшей мощности.
Уменьшение мощности диодов резко снижает тепловые нагрузки на систему, что в совокупности исключительно положительно сказывается на надёжности и долговечности системы.
Известно много случаев, когда стандартные диски от механических повреждений и от тепловой нагрузки деформируются и дают сбои в работе.
Форматирование при помощи прессования в новом процессе позволяют ввести в диск механическое напряжение, которое улучшает геометрию и общие прочностные характеристики, что также положительно сказывается на точности считывания информации.
Исходя из общей концепции кодирования — декодирования информации, содержащейся в кодирующих кольцах дисков, драйв процессоров и компьютеров должен содержать как системы сенсорного считывания кодирующих сигналов, связанные с системами считывания информации, при этом для обеспечения полной стабильности процесса эти системы должны быть статически и динамически сбалансированы и надежны.
Вместе с тем, структура (особенно небольших) промышленных энергетических компаний не предусматривает возможности содержания специальных подразделений, сопровождающих и обслуживающих процессоры и аналогичную технику, входящих в системы производства электроэнергии.
Особенно это может быть связано с тем, что обеспечив общую кибер-безопасность оборудования, эти подразделения должны обеспечивать и общую работоспособность оборудования и всех его новых компонентов, в том числе и для кодирования — декодирования носителей информации.
Возможно усиление мер безопасности используя дополнительное корпоративное программное обеспечение, производящее кодирование данных при записи на диск и декодирование при чтении диска. В таком случае даже если злоумышленник сможет завладеть диском или данными с диска — он не сможет ими воспользоваться так как данные на диске будут тоже закодированными. Для данного метода можно использовать RSA или другие криптосистемы, широко используемые во многих системах защиты данных, и неоднократно доказавшим свою эффективность. Открытая часть ключа может распространяться вместе с данными на диске. Закрытая часть ключа должна быть скрыта в программном обеспечении рабочей станции, используемом для чтения диска и последующего декодирования информации.
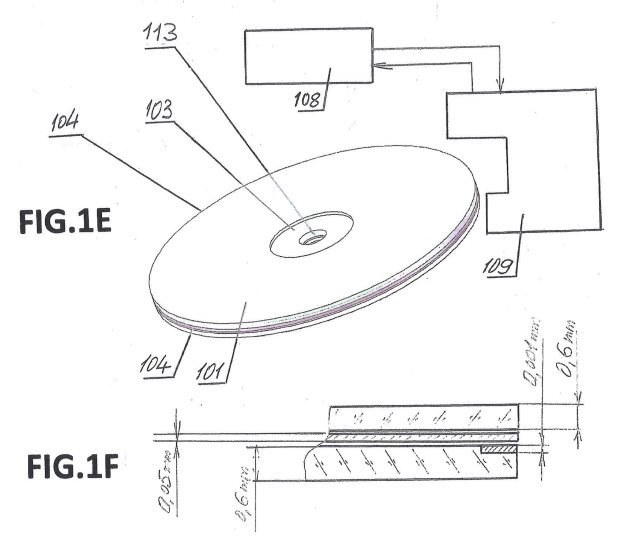
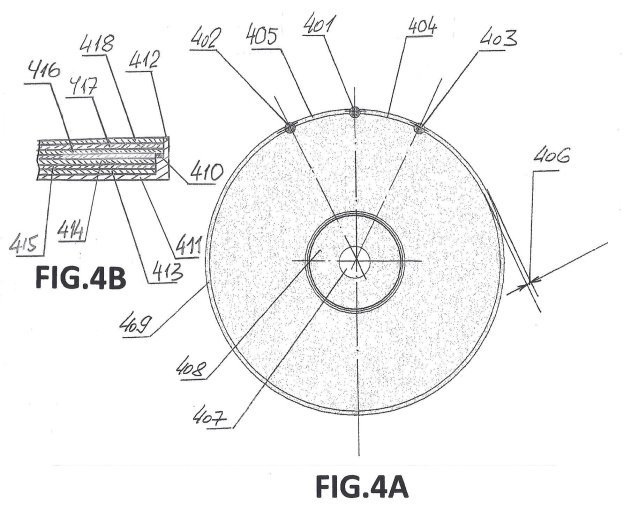
На представленной модели показаны расчётные геометрические и размерные характеристики системы, предположительно способной оперировать с дисками с ёмкостью в 1 терабит.
Как видно из сечения диска, его размеры остаются в пределах размеров обычных дисков, при том, что в диске размещено кодирующее кольцо толщиной в 1 микрон.
Ввиду того, что кодирующее кольцо может быть изготовлено из электролитически осаждённого металла (например, никеля) такое кольцо играет и существенную упрочняющую роль.
Особенно важны прочностные характеристики диска для предотвращения геометрических деформаций.
Так как информация размещена на 100 и более слоях, микронное искажение может вызвать ошибки или, по крайней мере, неточности в прочтении информации.
Для обычных дисков, которые не влияют на уникальные процессы все геометрические отклонения от правильной формы не играют существенной роли, но для промышленных энергетических систем, в системах управления и контроля которых, даже обычное замедление функционирования системы управления и контроля может привести к аварии и значительным материальным потерям.
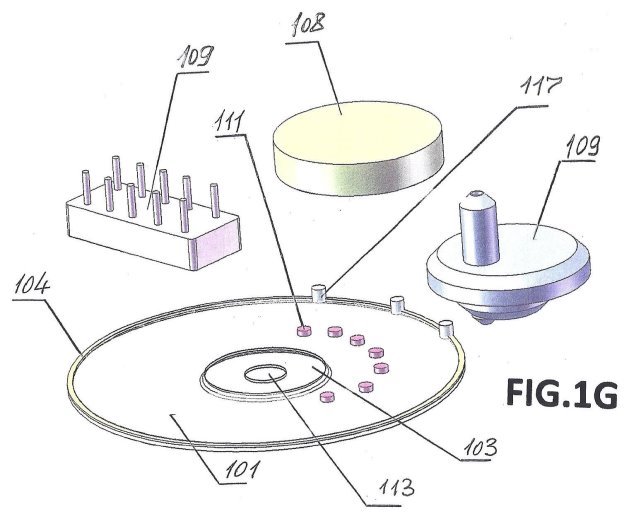
Виду того, что мини-соленоид, который играет роль сенсора имеет достаточно низкую стоимость, при формировании всего комплекса было принято решение в системе считывания иметь по крайней мере 3 сенсора.
Такая система гораздо более надёжная и, что особенно важно для энергетического оборудования, обладает более высоким быстродействием и ускоренной реакцией на любые, даже минимальные изменения в всех входных и выходных факторах, которые принимаются во внимание при формировании алгоритма управления и контроля энергетическим оборудованием.
Энергетическое оборудование по причинам своей высокой стоимости, имеет довольно длительный срок использования, что не соизмеримо с такими же сроками использования компьютерной и процессорной техники.
Поэтому долговечность этой техники является одним из важнейших факторов, принимаемых во внимание при анализе необходимости модернизации основного технологического оборудования электростанций.
Все конструктивные решения, принятые в дизайне оптических дисков с кодированием информации в принципе не снижают общую долговечность систем управления и контроля, но необходимость резервирования ресурсов долговечности распространяется и на считывающие устройства, что в свою очередь заставляет пересмотреть дизайнерские и принципиальные схемно-кинематические решения драйверов, при этом заложив в них и потенциал для дальнейшего усовершенствования и модернизации, связанных с вводом в оборот многослойных оптических дисков с ёмкостью информации в терабит и более.
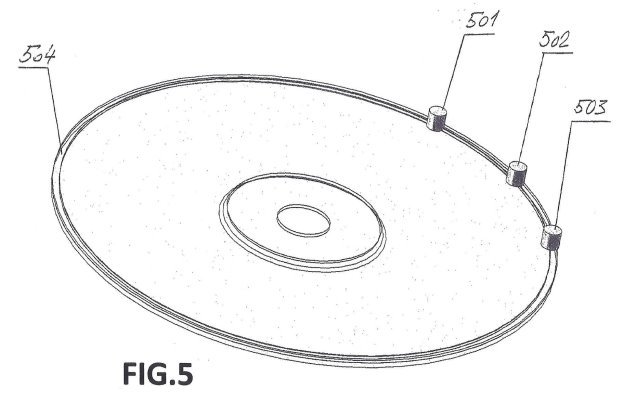
Решение по использованию системы из трёх импедансно-резонансных сенсоров, — 501, 502, 503 для считывания результатов измерения толщины кодирующего диска — кольца 504, в значительной степени повышают надёжность и быстродействие в сочетании с динамической и кинематической стабильностью всей системы, что в свою очередь при минимальных затратах на дополнительное техническое обслуживание обеспечивает для модернизированной энергетической установки также и высокий уровень комплексной коммерческой эффективности.
Но не смотря на потенциал коммерческой эффективности такое решение, при всей своей простоте, позволяет и в корне изменить взаимодействие всех компонентов системы, при сохранении дизайнерской лаконичности и укреплении всех эксплуатационных характеристик, в первую очередь — надёжности, стабильности и оперативной точности.
Как следствие из принятого решения модернизировать систему следует необходимость системно модернизировать и драйверы, причём для этого применить новейшие методы считывания информации, при условии её предельной концентрации, в том числе и в трёхмерной конструкции оптического диска.
Для анализа рассмотрим два варианта принципиальной конструкции и конфигурации драйва, построенных на существующих кинематических принципах и на инновационных технических решениях.
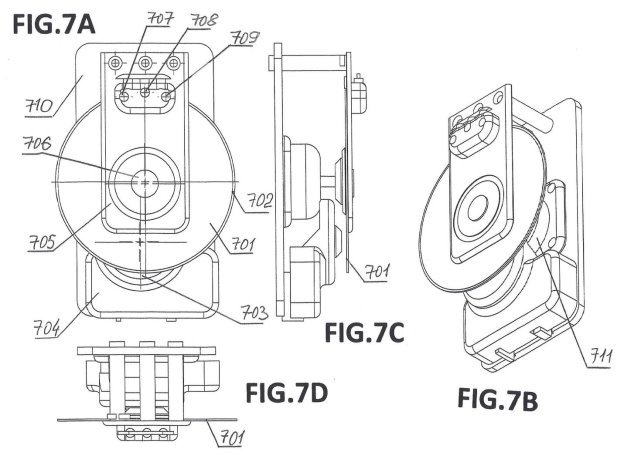
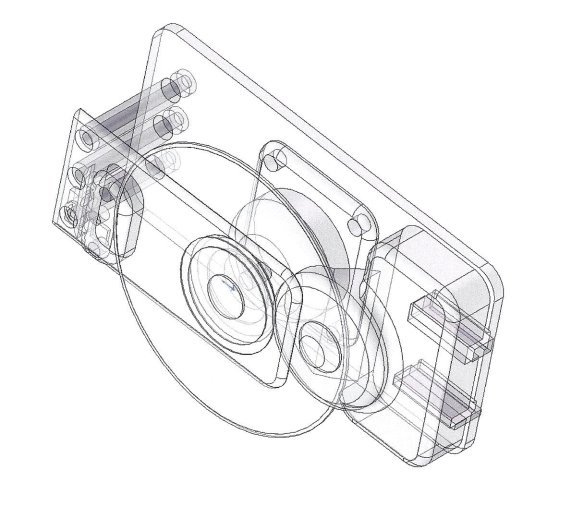
В традиционной версии очень важно определиться с позицией и размещением трёх импедансно-резонансных сенсоров, — 707, 708 и 709.
Как видно из диаграмм симметричное размещение указанных сенсоров позволяет при сохранении уровня сложности, обеспечить гораздо более высокий уровень симметричности основных механизмов драйвера, что в конечном счёте должно обеспечить повышение надёжности и долговечности, упрощение конструктивных и схемных решений.
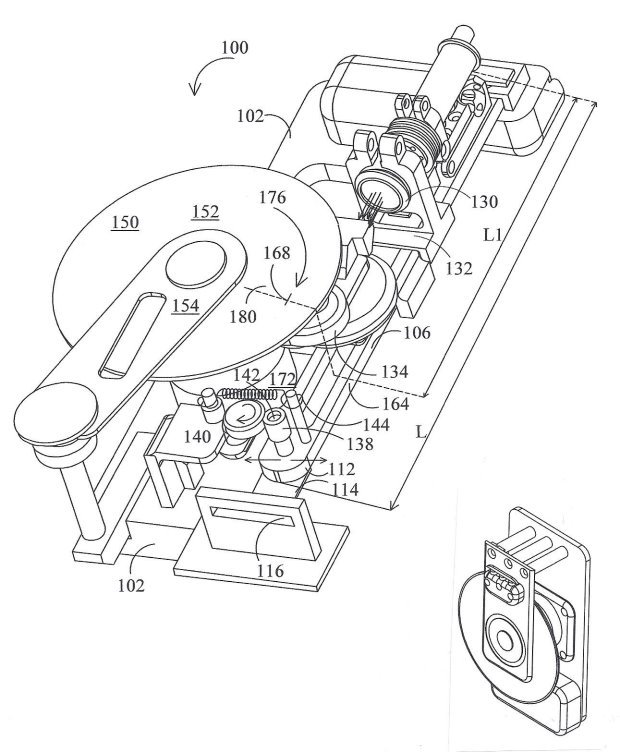
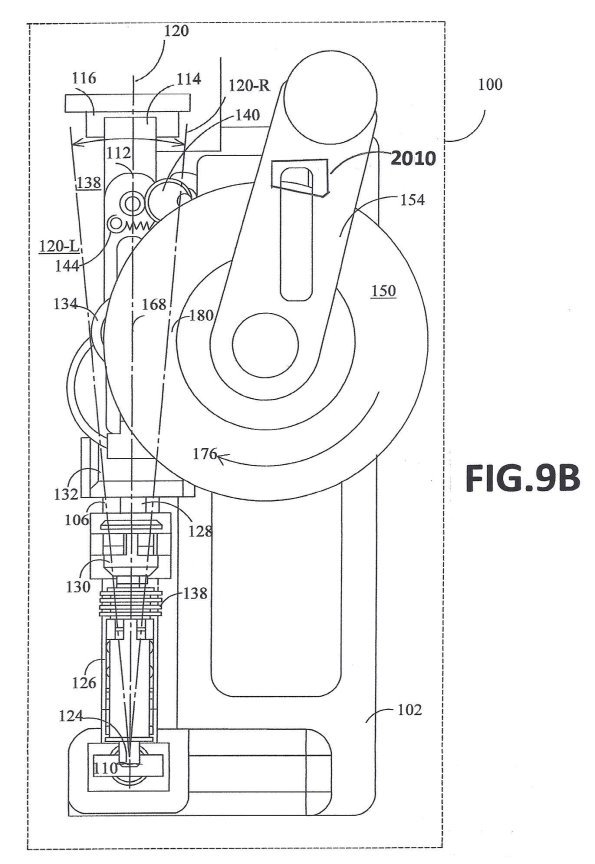
Применение многослойных дисков, вне зависимости от их методах производства, — выполнения диска монолитным с форматированием при помощи более мощного лазерного диода или выполнения диска с послойной полимеризацией и с печатанием на каждом слое форматирующих символов и оптических меток, приводят к необходимости глубинной модификации драйвера, изменив в первую очередь основные кинематические принципы взаимодействия основных механизмов позиционирования лазерной головки с механизмами синхронного вращения многослойного диска. Представленные на следующих моделях конструкции драйвера с качающимся механизмом подачи в зону действия лазерного диода и его механизмов стабилизации и синхронизации показывают реальность такой модернизации для использования в энергетическом оборудовании.
Приложение 1
|
United States Patent Application |
20090245066 |
|
Kind Code |
A1 |
|
Katsuura; Kanji; et al. |
October 1, 2009 |
OPTICAL DATA CARRIER, AND METHOD FOR READING/RECORDING DATA THEREIN
Abstract
An optical data carrier is presented. The data carrier comprises: at least one recording layer composed of a material having a fluorescent property variable on occurrence of multi-photon absorption resulting from an optical beam, said recording layer having a thickness for forming a plurality of recording planes therein; at least one non-recording layer formed on at least one of upper and lower surfaces of said recording layer and differing in fluorescent property from said recording layer; and at least one reference layer having a reflecting surface being an interface between the recording layer and the non-recording layer.
Приложение 2
|
United States Patent Application |
20080285396 |
|
Kind Code |
A1 |
|
Salomon; Yair; et al. |
November 20, 2008 |
Method and Apparatus of Formatting a Three Dimensional Optical Information Carrier
Abstract
A method of formatting at least one optical information carrier is provided. The method is aimed at creating a plurality of formatting marks that are to be sequentially addressed when reading recording information in the carrier. The method comprises recording the plurality of formatting marks within the carrier volume in an interleaved order, thereby reducing delays in recording locally adjacent formatting marks thus reducing the entire carrier formatting time.
Приложение 3
|
United States Patent Application |
20080182060 |
|
Kind Code |
A1 |
|
Livshits; David; et al. |
July 31, 2008 |
Manufacturing of Multi-Plate For Improved Optical Storage
Abstract
In accordance with the invention a new optical data carrier and methods for its production are provided. The optical data carrier of the invention is characterized in that different plates have different concentrations.
Приложение 4
|
United States Patent Application |
20060250934 |
|
Kind Code |
A1 |
|
Livshits; David; et al. |
November 9, 2006 |
Three dimensional optical information carrier and a method of manufacturing thereof
Abstract
A three dimensional optical information carrier is presented. The information carrier comprises formatting marks disposed on the nodes of a three dimensional lattice formed by the intersection of equiangular spaced radial planes, equidistantly spaced cylindrical spiral tracks and virtual recording planes.
Приложение 5
|
United States Patent Application |
20070288947 |
|
Kind Code |
A1 |
|
Livshits; David |
December 13, 2007 |
SWING ARM OPTICAL DISC DRIVE
Abstract
Disclosed is a swing type optical disc drive. The drive includes a disc rotating on a disc support and a swing arm pivoted at one of its ends and having a distal end communicating with an encoder. The pivot point and a point on distal end define a swing axis of the arm. The disc further includes an optical system mounted on the arm such that optical axis of the system is parallel with the swing axis and both axes lie in the same plane. A cam actuator imparts a swinging motion to the arm. The swinging motion of the arm positions the plane with the optical axis and the arm axes such that the plane is always tangent to a reading/recording track of the disc.
