




В данной статье приведены материалы восстановления деталей наплавкой, совмещенной с механической обработкой и пластическим деформированием.
Ключевые слова: техническое состояние, восстановление, механическая обработка, наплавка, себестоимость.
This article provides a materials recovery of parts by welding combined with machining and plastic deformation.
Keywords: condition, restoration, machining, welding, cost.
Техническое состояние машины характеризуется совокупностью значений ее основных параметров. К ним относятся производительность, качество выпускаемой продукции, потребляемая энергия, безотказность, экономичный расход сырья, точность работы механизмов и узлов, их износостойкость, прочность и другие параметры машин. Каждый из этих параметров в ходе эксплуатации должен находиться в пределах, указанных в технической документации на машину.
В процесс длительной эксплуатации машины и ее параметры постепенно ухудшаются, главным образом из-за износа, остаточных деформаций, поломок и коррозии деталей, узлов и механизмов. Машина, техническое состояние которой ремонту с целью восстановления ее функций. Безотказная, длительная работа машины обеспечивается прежде всего надежностью и долговечностью ее деталей, узлов и механизмов.
Одним из основных вопросов ремонтного производства является восстановления изношенных деталей.
Восстановление деталей наплавкой, совмещенной с механической обработкой и пластическим деформированием, является одним из высокоэффективных способов восстановления. Сущность способа заключается в электродуговой наплавке деталей под флюсом, легированным графитом и феррохромом с одновременным фрезерованием и поверхностным пластическим деформированием накатным роликом горячего металла в процессе его наплавки. Установка, позволяющая совмещать эти процессы, показана на рисунке 1. Для обеспечения высокой твердости наплавленного металла (HRC-52…62) рекомендуется легированный флюс, который содержит стандартный флюс АН-348А ГОСТ 9087-69 (95,5 %), графит порошковый ГОСТ 5279-74 (2,5 %) и феррохром № 6 порошковый ГОСТ 4757-79 (2 %).
Для обработки наплавленного металлаиспользуют торцовую фрезу с механическим креплением пятигранных пластин из твердого сплава марки Т15К6 (ГОСТ 3882-74). Режущая часть фрезы имеет следующие геометрические параметры: главный угол в плане 720, длина вспомогательной режущей кромки в 1,5-2 раза большевеличины шага наплавки, передний угол равен минус 70, задний угол 70, задний угол навспомогательной режущей кромке 110, угол наклона режущей кромки 110, диаметр торцовой фрезы 63 или 100 мм, число зубьев 6 или 8.
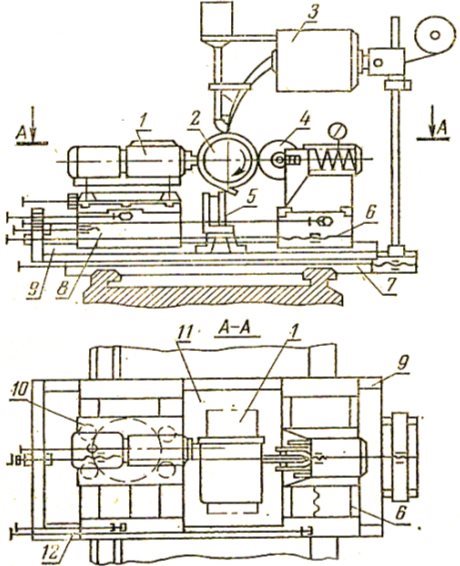
Рис. 1. Схема установки для наплавки цилиндрических деталей под флюсом с одновременным фрезерованием и накаткой роликом: 1 — фрезарная головка; 2 — обрабатываемая деталь; 3 — наплавочная головка; 4 — накатной ролик; 5 — шлакоудаляющее устройство; 6 — суппорт накатной головки; 7 — карета токарного станка; 8 — суппорт фрезерной головки; 9 — поперечные направляющие; 10 — каретка с подъемными винтами; 11 — несущая плита; 12 — продольные направляющие
Накатный ролик диаметром 100...150 мм изготовлен из стали ШХ-15. Рабочая поверхность его обработано до 10-го класса шероховатости и закалена до твердости HRC 65. Ролик имеет цилиндрический поясок шириной 6…10 мм. Фреза, накатный ролик и шлакоудаляющий резец перемещаются с одинаковой скоростью вдоль детали одновременно с наплавочным автоматом. Наплавленный металл при вращении детали одновременно обрабатывается резцом шлакоудаляющего устройства, фрезеруется торцовой фрезой и обжимается накатным роликом. Теплота, получаемая от сварочной дуги, используется одновременно для обработки фрезой труднообрабатываемого металла и для пластического формообразования и термической обработки наплавленного металла.
Режимы наплавки восстанавливаемых деталей устанавливается в зависимости от размеров. Например, при восстановлении цилиндрическихдеталей диаметром 120 мм пружинной проволокой II класса (ГОСТ 9389-75) режимы наплавки следующего порядка: частота вращения детали 2,0 об/мин; диаметр электродной проволоки 1,8…2 мм; шаг наплавки 4…4,5 мм/об; сила тока 240…250 А; напряжение 26…28 В; скорость подачи электродной проволоки 2,3 м/мин; вылет электродной проволоки 20…25 мм; температура наплавленного металла в зоне фрезерования 400…800 0С; скорость фрезерования 220…250 м/мин; продольная подача фрезы 4…4,5 мм/об; подача на зубья фрезы 0,1…0,15 мм; диаметр накатного ролика 100…120 мм; ширина цилиндрического пояса ролика 16 мм; температура металла в зоне пластической деформации 300…60 0С; усилие накатки 8…10 кН.
У деталей, наплавленных под легирующим флюсом с одновременным фрезерованием и накаткой роликом, структура металла по длине детали однородна и представляет собой мелкоигольчатый мартенсит с небольшим количеством остаточного аустенита.
Накатка металла роликом также способствует увеличению твердости. При фрезеровании со скоростью 200…2500 м/мин металла в процессе его наплавки и накате ее роликом усилием 8…10 кН поверхностная твердость детали находится в пределахHRC 52…56. При этом достигается наилучший (7-й) класс шероховатости.
Оптимальность условий по восстановлению деталей можно определить, проанализировав следующие экономические показатели: наименьшей себестоимости восстановления; издержек производства; экономии капитальных вложений; наименьших народнохозяйственных приведенных затрат инаименьших народнохозяйственных затрат, обусловленных восстановлением данных деталей.
Показатель наименьшей себестоимости ∆Св — первый из общих показателей народнохозяйственного экономического эффекта
где ![]() – польная себестоимость восстановления деталей в неспециализированных и специализированных звеньях ремонтной сети соответственно;
– польная себестоимость восстановления деталей в неспециализированных и специализированных звеньях ремонтной сети соответственно;
z– номенклатура восстанавливаемых деталей;
![]() – программа восстановления деталей j-го наименования за год;
– программа восстановления деталей j-го наименования за год;
![]() – польная себестоимость j-й детали при восстановлении деталей в неспециализированных и специализированных звеньях ремонтной сети.
– польная себестоимость j-й детали при восстановлении деталей в неспециализированных и специализированных звеньях ремонтной сети.
Литература:
- Е.Л.Воловик. Справочник по восстановлению деталей. М., «КОЛОС», 1981.
- Л.Г.Одинцов. Упрочнение и отделка деталей поверхностным пластическим деформированием. Справочник. М., «Машиностроение», 1987.
- М.И.Худых. Ремонт текстильных машин. М., «Легпромбытиздат», 1991.
