A solution to the problem of cavitation — abrasive wear of screw pumps is one of the most important tasks of improvement of their operating durability. The reduction of this wear can occur as long as the speed of cavitation wear of the abrasive more speed, given the nature of the dependency of the intensity of the wear and tear from water is suspended sediments.
Keywords: pump, fluid, intensity of cavitation, cavitation — abrasive wear.
Шнековые насосы обеспечивают равномерную подачу перекачиваемой жидкости. Основными элементами шнековых насосов являются подвижная часть — ротор и неподвижная — статор, а также электродвигатель, приводящий во вращательное движение ротор. При вращении ротора внутри статора между ними образуются расширяющиеся полости для нагнетаемой жидкости, благодаря чему она перемещается из всасываемой полости в нагнетаемую.
Основными неисправностями насоса являются:
вибрация;
повышенный уровень шума и изменение его тональности;
увеличение потребляемой мощности;
пульсация давления в гидравлической системе.
К повышенной вибрации насоса приводит кавитация (лат. cavita — пустота) — физико-химический процесс, в результате которого вода испаряется, а затем вновь превращается в жидкость [1]. Кавитация является причиной возникновения недопустимого шума и изменения тональности работы насоса, а так же нежелательной вибрации, снижающей работоспособность насоса или приводящей к её полной утрате.
Интенсивность кавитационного изнашивания шнековых насосов зависит от формы кавитации, продолжительности работы насосного агрегата в кавитационном режиме и степени ее развития. Степень повреждения в результате кавитации определяется следующими факторами:
Интенсивность кавитации — чем больше падение давления, тем выше возможность кавитации шнековых насосов.
Материалы используемые в зоне возникновения кавитации — твердые материалы менее подвержены кавитации.
Продолжительность воздействия кавитации — чем чаще возникает кавитация на одной и той же поверхности, тем большая вероятность разрушения рабочего органа шнекового насоса.
Конструкция рабочих органов в зоне кавитации.
При наличии абразивных частиц в рабочей среде наблюдается так же абразивное изнашивание рабочих органов насосного агрегата. При одновременном проявлении кавитационного и абразивного изнашивания шнековых насосов общий износ увеличивается.
Вследствие различия механизма протекания кавитационного и абразивного изнашивания насоса, в зависимости от концентрации наносов в воде и износостойкости рабочих органов насоса, совместный кавитационно-абразивный износ протекает по специфическим законам [2].
На рис. 1 линии ![]() ,
, ![]() ,
, ![]() относят к условиям, когда кавитационный износ протекает с значительным «инкубационным» периодом. Линия
относят к условиям, когда кавитационный износ протекает с значительным «инкубационным» периодом. Линия ![]() , характеризует износ в том случае, когда продолжительность его меньше длительности «инкубационного» периода. Кавитационный износ в этом случае отсутствует и наблюдается обычный гидроабразивный.
, характеризует износ в том случае, когда продолжительность его меньше длительности «инкубационного» периода. Кавитационный износ в этом случае отсутствует и наблюдается обычный гидроабразивный.
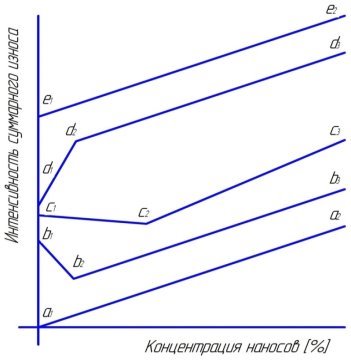
Рис. 1. Характер зависимостей интенсивности кавитационно-абразивного износа от содержания в воде взвешенных наносов [3]
На участке ![]() по мере увеличения содержания наносов в воде, наблюдается уменьшение общего износа. Это происходит потому, что кавитационный износ начинается с образования микротрещин в поверхностном слое металла, которые впоследствии распространяются вглубь и приводят к выколу относительно больших объемов металла. При абразивном же износе происходит сошлифование тонкого слоя металла, что предотвращает поверхность от зарождения кавитационных трещин и выкола.
по мере увеличения содержания наносов в воде, наблюдается уменьшение общего износа. Это происходит потому, что кавитационный износ начинается с образования микротрещин в поверхностном слое металла, которые впоследствии распространяются вглубь и приводят к выколу относительно больших объемов металла. При абразивном же износе происходит сошлифование тонкого слоя металла, что предотвращает поверхность от зарождения кавитационных трещин и выкола.
Уменьшение кавитационно-абразивного износа может происходить до тех пор, пока скорость кавитационного износа несколько больше скорости абразивного. Как только в результате увеличения концентрации взвешенных наносов скорость абразивного износа начинает превышать скорость кавитационной эрозии, на участке ![]() происходит возрастание интенсивности общего износа.
происходит возрастание интенсивности общего износа.
Линия ![]() характеризует износ в том случае, когда скорость кавитационного износа значительно опережает скорость абразивного. В этот момент интенсивность воздействия абразивных частиц недостаточна для изменения хода кавитационного износа. На участке
характеризует износ в том случае, когда скорость кавитационного износа значительно опережает скорость абразивного. В этот момент интенсивность воздействия абразивных частиц недостаточна для изменения хода кавитационного износа. На участке ![]() увеличивается совместный износ в результате увеличения концентрации абразивных частиц в рабочей среде.
увеличивается совместный износ в результате увеличения концентрации абразивных частиц в рабочей среде.
Линия ![]() характеризует условия, когда интенсивность кавитационной эрозии очень велика, а изнашиваемый материал очень пластичен (медь, алюминий, свинец и т. п.). В данном случае под воздействием кавитации поверхность металла покрывается беспорядочно нагроможденными наплывами пластически выдавленного металла. Наличие в рабочей среде абразивных частиц способствует удалению наплывов и износ резко увеличивается (линия
характеризует условия, когда интенсивность кавитационной эрозии очень велика, а изнашиваемый материал очень пластичен (медь, алюминий, свинец и т. п.). В данном случае под воздействием кавитации поверхность металла покрывается беспорядочно нагроможденными наплывами пластически выдавленного металла. Наличие в рабочей среде абразивных частиц способствует удалению наплывов и износ резко увеличивается (линия ![]() ). При дальнейшем увеличении концентрации наносов этот эффект оказывается слабее (линия
). При дальнейшем увеличении концентрации наносов этот эффект оказывается слабее (линия ![]() ).
).
Линия ![]() соответствует самой большой интенсивности кавитационной эрозии. Наличие в рабочей среде абразивных частиц сказывается лишь в простом наложении абразивного износа на кавитационный.
соответствует самой большой интенсивности кавитационной эрозии. Наличие в рабочей среде абразивных частиц сказывается лишь в простом наложении абразивного износа на кавитационный.
Литература:
- Жеребков С. К. Крепление резины к металлам. — М.: Госхимиздат. — 1956. — 163с.
- Федоткин И. М., Гулый И. С.Кавитация, кавитационная техника и технология, их использование в промышленности (теория, расчеты и конструкции кавитационных аппаратов). Ч.1. — К.: Полиграфкнига. — 1997. — 940 с
- Карелин В. Я. Износ лопастных гидравлических машин от кавитации и наносов. — М.: Машиностроение. — 1970. — 173 с.

