




Массовое производство характеризуется изготовлением ограниченной номенклатуры однородной продукции в больших количествах в течение относительно продолжительного периода времени, поэтому в таком производстве использование статистического анализа данных не представляет никаких проблем. Мелкосерийное производство — тип организации производственного процесса, при котором производство специализируются на определенных операциях. Изделия выпускаются небольшими партиями широкой номенклатуры. В мелкосерийном производстве исключают возможность применения статистического анализа. В среднесерийном производстве при статистическом анализе возникает ряд проблем связанных с тем, что в нем изготавливается разнообразная продукция с большим разбросом параметров и проведение статистического анализа займет большой объем времени.
Стремясь наиболее эффективно использовать статистические методы управления качеством необходимо использовать процедуры, которые достаточно просты для применения, но в то же время дают результаты, позволяющие оперативно анализировать и совершенствовать производственный процесс.
Существует совокупность методов «семь инструментов контроля качества» [1], которая содержит: контрольные листки; диаграммы Парето; диаграммы Исикавы; контрольные карты Шухарта; гистограммы; диаграммы рассеивания; расслоение (стратификация). Для статистического анализа используются только некоторые инструменты анализа, например такие, как гистограммы, диаграммы рассеивания и корреляции.
При построении гистограмм необходимо руководствоваться ее типом. Каждый вид гистограммы дает свою характеристику технологического процесса. Настроенный технологический процесс имеет обычный колоколообразный тип с нормальным распределением (рисунок 1). По такой гистограмме можно сказать, что ни один из факторов, влияющих на исследуемый процесс, не преобладает над другими, т. е. технология настроена и точна.
При использовании гистограмм для оценки качества процесса на шкале значений наблюдаемого параметра отмечают нижнюю и верхнюю границы поля допуска (поля спецификации). Если вся гистограмма оказывается внутри границ поля допуска, процесс статистически устойчив и не требует никакого вмешательства (рисунок 2). Если технологический процесс не настроен, то поля спецификации на гистограммах имеют отличный от представленного вид.
При подборе оптимальных параметров модуля МШУ следует стремиться к получению такого типа гистограммы, как указана на рисунке 2.
Рис. 1. Обычный тип гистограмм

Рис. 2. Поля спецификации гистограмм
Выполняя регрессионный анализ, необходимо смотреть на тенденцию влияния одной случайной величины на другую, характер и силу связи параметров. Математической мерой корреляции двух случайных величин служит коэффициент корреляции. Т.о. по диаграмме рассеяния можно судить о технологическом процессе.
С учетом особенностей среднесерийного типа производства МШУ подбираются инструменты для статистического анализа данных. Способ статистического анализа включает в себя определенные этапы:
1. Подготовка наблюдения.
2. Проведение массового сбора статистических данных.
3. Подготовка данных к автоматизированной обработке.
4. Разработка предложений по совершенствованию статистического наблюдения.
После обработки данных и получения результатов анализа необходимо принять решения по поводу настройки или реконструкции операций.
Статистический анализ всей совокупности значений даст возможность охарактеризовать данные в предельно сжатом виде, поскольку позволит ответить на три главных вопроса:
1) какое значение наиболее характерно для выборки;
2) велик ли разброс данных относительно этого характерного значения, т. е. какова «размытость» данных;
3) существует ли взаимосвязь между отдельными данными в имеющейся совокупности и каков характер и сила этих связей.
Ответами на эти вопросы служат некоторые статистические показатели исследуемой выборки. Для решения первого вопроса вычисляются меры центральной тенденции или локализации; второго — меры изменчивости или рассеивания, разброса; третьего — меры связи или корреляции.
Технология производства модулей малошумящих усилителей (МШУ) зачастую связана с операцией настройки изделий. Изготовление МШУ является среднесерийным производством и характеризуются достаточно большим разбросом значений параметров элементов МШУ, поэтому процесс настройки занимает большое количество времени и требует высокой трудоемкости при небольших объемах производства.
Изготовленные МШУ должны удовлетворять заданным параметрам, приведенные в таблице 1.
Таблица 1
Критерий годности модуля МШУ
|
Iпот,мА |
Ку, дБ |
?Ку, дБ |
|
≤ 58 |
≥ 16,2 |
≤ 3,0 |
При небольших объемах производства такой подход является экономически оправданным, поскольку позволяет обеспечить высокий процент выхода годных изделий при значительном разбросе параметров составных элементов.
При увеличении объемов производства в реальных условиях пропорционально наращивать численность высококвалифицированных специалистов становится затруднительно, поэтому снижение трудоемкости изготовления может быть произведено за счет ужесточения границ допустимого разброса параметров и даже некоторого снижения процента выхода годных изделий.
Так как цель работы заключается в подборе оптимальных значений параметров, а не в изменении технологии, то будет проводиться анализ параметров усилителей, которые удовлетворяют критериям годности, и в выделение среди них необходимых диапазонов значений с ужесточенными критериями. Таким образом, из полученных диаграмм искусственно создаются диаграммы с распределением Плато. Некоторые из видов гистограмм и диаграмм рассеяния приведены на рисунках 3–5.
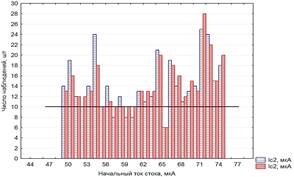
Рис. 3. Распределение значений начального тока стока двух каскадов по диапазонам
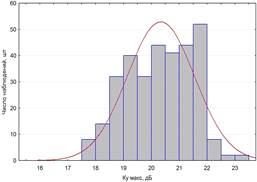
Рис. 4. Распределение значений максимального коэффициента усиления по диапазонам
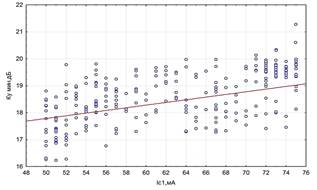
Рис. 5. Зависимость минимального коэффициента усиления от начального тока стока первого каскада
Воспользуемся корреляционным анализом [2]. В таблице 2 приведены значения коэффициентов корреляции тех параметров, между которыми существует зависимость.
Таблица 2
Коэффициенты корреляции параметров МШУ
|
Переменные |
Значения |
Переменные |
Значения |
|
Uси1(Ic1) |
-0,252 |
Uси2(Ic2) |
-0,259 |
|
Uзи1(Ic1) |
0,362 |
Uзи2(Ic2) |
0,325 |
|
Iпот(Ic1) |
0,516 |
Iпот(Ic2) |
0,519 |
|
Кумин(Ic1) |
0,382 |
Кумин(Ic2) |
0,396 |
|
Кумакс(Ic1) |
0,314 |
Кумакс(Ic2) |
0,328 |
|
Uзи1(S1) |
-0,262 |
Uзи2(S2) |
-0,248 |
|
Кумин(S1) |
0,258 |
Кумин(S2) |
0,215 |
|
Кумакс(S1) |
0,221 |
Кумакс(S2) |
0,201 |
|
Uзи1(Uотс1) |
0,274 |
Uзи2(Uотс2) |
0,261 |
|
Iпот(Uотс1) |
0,393 |
Iпот(Uотс2) |
0,403 |
|
Кумин(R1) |
0,298 |
Кумин(R2) |
0,203 |
|
Кумакс(R1) |
0,201 |
Кумакс(R2) |
0,293 |
|
Uси1(R3) |
-0,362 |
Uси2(R4) |
-0,386 |
|
Iпот(R3) |
-0,221 |
Iпот(R4) |
-0,218 |
|
Uзи1(R5) |
0,371 |
Uзи2(R6) |
0,381 |
|
Iпот(R5) |
-0,397 |
Iпот(R6) |
-0,394 |
где Iс — начальный ток стока,
S — крутизна,
Uотс — напряжение отсечки,
Uси — напряжение сток-истока,
Uзи — напряжение затвор-истока,
Iпот — ток потребления,
Ку мин — минимальный коэффициент усиления,
Ку макс — максимальный коэффициент усиления.
По полученным корреляционным зависимостям строятся диаграммы рассеяния и гистограммы для определения характера, зависимости, силы связи и оптимальных номиналов параметров элементов.
Были получены оптимальные границы значений параметров настраиваемых элементов, позволяющие изготовить МШУ удовлетворяющие параметрам таблицы 1 с вероятностным выходом годных 69,9 %:
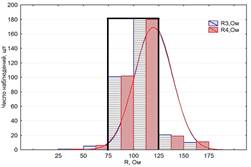
Рис. 6. Распределение номиналов резисторов R3 и R4 по диапазонам
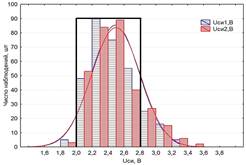
Рис. 7. Распределение значений напряжения сток — исток первого и второго каскадов по диапазонам
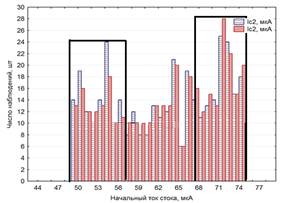
Рис. 8. Распределение значений начального тока стока по диапазонам
номиналы параметров транзисторов
Ic1: 52–56 мА и 68–74 мА; Ic2: 52–56 мА и 68–74 мА;
S1: 80–85 мА/В; S2: 80–85 мА/В;
Uотс1: 1,0–1,2 В; Uотс2: 1,0–1,2 В;
номиналы резисторов
R1: 600 Ом; R2: 300 Ом;
R3: 125 Ом; R4: 125 Ом;
R5: 25 Ом; R6: 25 Ом.
В результате работы сокращено время настройки, снижена трудоемкость изготовления. Также можно выполнить переход от гибридной технологии изготовления усилителя, каковой она является на данный момент, к монолитной, что также актуально при дальнейшем росте объемов производства.
Литература:
1. Статистические методы анализа. Методическое пособие для студентов машиностроительных специальностей. — Тольятти: Тольяттинский государственный институт автомеханический институт. 2003, 11–38.
2. Орлов А. И. Организационно — экономическое моделирование: учебник в 3ч./А. И. Орлов. — М.: Издательство МГТУ им. Н. Э. Баумана. 2012, 246–250.
