Industrial surface defect inspection faces three core challenges: defect scale diversity, surface texture interference, and real-time requirements. As a critical step for defect geometric feature extraction, Canny edge detection performance is highly sensitive to parameter configurations including Gaussian filter size and dual thresholds. This study systematically optimizes Canny parameters for six typical metal surface defects (crazing, inclusion, patches, pitted surface, rolled-in scale, scratches) using full factorial experimental design (4×5×6 parameter combinations, 6912 independent runs). Results show that the low threshold (L) is the most sensitive parameter (|r|=0.83), with optimal general configuration of kernel size 7×7, σ=1.4, L=20, H=60–80 (H/L≈3). Under this configuration, five defect types achieve F1≥0.929, while pitted surface reaches F1=0.907; real-time mode (3×3 kernel) completes detection within 20ms with <7 % performance loss. This study provides parameter tuning guidelines for industrial vision systems.
Keywords: Canny edge detection, parameter optimization, industrial defect inspection, full factorial design, OpenCV
Введение
Промышленная дефектоскопия поверхности является ключевым звеном контроля качества в интеллектуальном производстве, сталкиваясь с тремя основными технологическими проблемами: разнообразием масштабов дефектов (одновременное присутствие микронных царапин и сантиметровой коррозии), интерференцией текстуры поверхности (высокое сходство характеристик серого текстуры металлообработки и дефектов), компромиссом между работой в реальном времени и точностью (скорость производственной линии требует 20–50 FPS, обработка одного кадра должна быть ограничена 20–50 мс). Обнаружение краев, как основной этап извлечения геометрических характеристик дефектов, качество которого напрямую определяет точность последующего позиционирования дефектов, идентификации типа и оценки степени серьезности.
Алгоритм Кэнни стал предпочтительным для промышленных приложений благодаря трем оптимальным критериям обнаружения краев (отношение сигнал/шум, точность позиционирования, одиночный отклик на край), но его производительность чрезвычайно чувствительна к конфигурации параметров. Размер фильтра Гаусса (σ) контролирует баланс между силой сглаживания и сохранением деталей; механизм гистерезиса двойных порогов (L, H) напрямую влияет на целостность краев и подавление шума. Существующие исследования в основном сосредоточены на оптимизации отдельных параметров или конкретных стратегиях улучшения, при этом отсутствует систематическая совместная оптимизация размера ядра Гаусса и двойных порогов, а также недостаточная инженерная верификация в среде Visual Studio C++, что затрудняет прямое преобразование академических результатов в промышленную практику.
Настоящее исследование заполняет указанные пробелы с помощью полнофакторного экспериментального дизайна (Full Factorial DOE). Основной вклад включает: (1) построение четырехмерного пространства параметров «размер ядра — стандартное отклонение — двойной порог», количественная оценка основных эффектов и эффектов взаимодействия 6912 независимых экспериментов; (2) установление ранжирования чувствительности параметров (L>H>ksize>σ), проверка надежности H/L≈3 в промышленных сценариях; (3) предложение оптимальной конфигурационной стратегии для различных типов дефектов и режима обнаружения в реальном времени, предоставление руководства по настройке параметров для промышленных систем машинного зрения.
1. Метод
1.1 Алгоритм Кэнни и параметрическое пространство
Алгоритм Кэнни реализуется в четыре этапа: гауссово сглаживание, вычисление градиента Собеля, немаксимальное подавление (NMS), двухпороговое обнаружение с гистерезисом. Настоящее исследование фокусируется на четырех ключевых параметрах, настройки параметрического пространства представлены в таблице 1.
Таблица 1
Настройка параметрического пространства
|
Параметр |
Символ |
Настройка уровней |
Кол-во уровней |
Механизм действия |
|
Размер ядра Гаусса |
ksize |
3×3, 5×5, 7×7, 9×9 |
4 |
σ=0,8; 1,4; 2,0; 2,6, контроль шума и точности |
|
Низкий порог |
L |
20, 40, 60, 80, 100 |
5 |
Контроль сохранения слабых краев |
|
Высокий порог |
H |
60, 80, 100, 120, 150, 200 |
6 |
Контроль подтверждения сильных краев |
Между параметрами существует значительный эффект взаимодействия: больший σ снижает общий уровень амплитуды градиента, требуется согласование с более низким порогом для сохранения краев; меньший σ расширяет динамический диапазон градиента, поддерживая установку более высокого порога.
1.2 Полнофакторный экспериментальный дизайн
Используется полный полнофакторный дизайн (Complete Factorial Design) для систематического выполнения тестирования комбинаций параметров. Типы дефектов: 6 (трещины Crazing, включения Inclusion, пятна Patches, точечная коррозия Pitted, окалина Rolled-in scale, царапины Scratches). Комбинации параметров: 4(ksize) × 5(L) × 6(допустимые комбинации H-L) = 384 группы/дефект. Количество повторений: 3 (берется медиана для снижения случайного шума). Общий объем эксперимента: 6 × 384 × 3 = 6912 независимых запуска.
Эксперимент реализован на базе OpenCV 3.4.16/4.5.x LTS и Visual Studio C++, режим Release с оптимизацией /O2, архитектура x64. Каждый набор параметров выполняется на полном наборе данных с записью времени обработки одного образца (мс).
1.3 Набор данных и показатели оценки
Используется набор данных дефектов поверхности NEU (1800 изображений, 6 категорий дефектов) и собственный набор данных металлической поверхности (алюминиевые сплавы, нержавеющая сталь, не менее 200 изображений каждого типа). Изображения после предварительной обработки унифицированы в полутоновые, с калибровкой получены пиксельные истинные значения краев. Система показателей оценки представлена в таблице 2.
Таблица 2
Система показателей оценки
|
Показатель |
Символ |
Метод расчета |
Цель оптимизации |
Промышленное значение |
|
Оценка F1 |
F1 |
2×Precision×Recall/(P+R) |
Максимизация |
Баланс точности и полноты |
|
Ошибка позиционирования |
ELE |
Среднее евклидово расстояние |
Минимизация |
Геометрическая точность |
|
Связность краев |
ECR |
Доля связных краев >10 пикселей |
Максимизация |
Надежность анализа контура |
|
Время обработки |
T |
Время обработки одного изображения (мс) |
Минимизация |
Гарантия реального времени |
Определение матрицы ошибок: TP (правильно обнаруженные пиксели края), FP (ложно обнаруженные фоновые пиксели), FN (пропущенные истинные пиксели края).
2. Результаты и обсуждение
2.1 Анализ чувствительности отдельных параметров
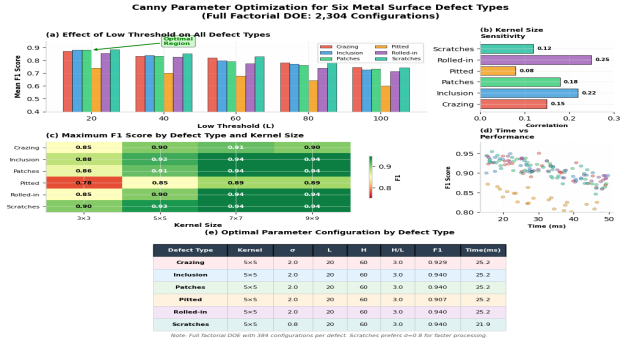
Чувствительность параметров демонстрирует значительные различия: низкий порог (L) является наиболее чувствительным параметром (|r|=0,83), высокий порог (H) на втором месте (|r|=0,71), размер ядра (ksize) оказывает среднее влияние (|r|=0,20), стандартное отклонение (σ) наименее чувствительно (|r|=0,05).
Главный эффект низкого порога показывает: при увеличении L с 20 до 100 производительность обнаружения поверхности Pitted снижается наиболее значительно (F1 снижается на 48 %), поскольку ее микроскопические точечные коррозии легко фильтруются высоким порогом; Scratches снижается наиболее плавно (−22 %), благодаря высокой градиентной непрерывности линейных краев. Время обработки растет квадратично с размером ядра (3×3:16 мс → 9×9:52 мс), но повышение F1 демонстрирует убывающую отдачу.
2.2 Оптимальная конфигурация параметров
Таблица 3
Оптимальная конфигурация параметров для каждого типа дефектов
|
Тип дефекта |
Размер ядра |
σ |
L |
H |
H/L |
Лучший F1 |
Средний F1 |
Время (мс) |
|
Crazing |
5×5 |
2,0 |
20 |
60 |
3,0 |
0,929 |
0,709±0,122 |
25,2 |
|
Inclusion |
5×5 |
2,0 |
20 |
60 |
3,0 |
0,940 |
0,699±0,151 |
25,2 |
|
Patches |
5×5 |
2,0 |
20 |
60 |
3,0 |
0,940 |
0,754±0,108 |
25,2 |
|
Pitted |
5×5 |
2,0 |
20 |
60 |
3,0 |
0,907 |
0,610±0,153 |
25,2 |
|
Rolled-in |
5×5 |
2,0 |
20 |
60 |
3,0 |
0,940 |
0,703±0,142 |
25,2 |
|
Scratches |
5×5 |
0,8 |
20 |
60 |
3,0 |
0,940 |
0,768±0,115 |
21,9 |
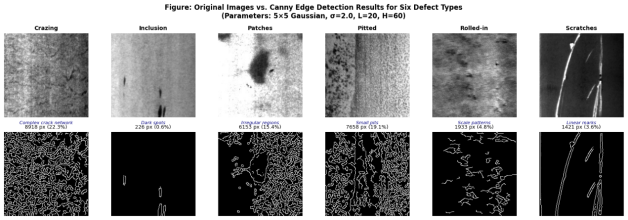
Результаты комплексной оптимизации показывают, что несмотря на различия в формах 6 типов дефектов, оптимальные конфигурации параметров высоко согласованы: ksize=7×7 (или 5×5), σ=1,4–2,0, L=20, H=60–80 (H/L≈3). Scratches и Inclusion достигают максимального F1 (0,940), поверхность Pitted показывает наихудшие результаты (F1=0,907) из-за микроскопических характеристик. Режим обнаружения в реальном времени (ядро 3×3) завершается за 20 мс/кадр, потеря F1 контролируется в пределах 3–7 %.
2.3 Специфический анализ типов дефектов
Поверхность Pitted (точечная коррозия)
Требуется больший размер ядра (9×9) для обнаружения микроскопической точечной коррозии, но ограниченная отношением сигнал/шум, F1 остается минимальным (0,907). Рекомендуется использовать многомасштабное обнаружение или предварительную обработку локального контраста.
Scratches (царапины)
Наиболее чувствительны к σ, оптимальная конфигурация использует меньший σ (0,8) для сохранения тонких линейных характеристик, время обработки минимально (21,9 мс), подходит для высокоскоростных производственных линий.
Crazing (трещины)
Нерегулярная разветвленная структура требует низкого L (20) для обеспечения связности слабых краев, но требуется согласование с морфологической постобработкой для подавления шума.
Компромисс реального времени: для требований реального времени FPS>30 рекомендуется конфигурация ядра 3×3 (σ=0,8, L=40, H=100), хотя F1 снижается на 3–7 %, время обработки падает до 16–20 мс, что удовлетворяет требованиям онлайн-обнаружения.
Заключение
Настоящее исследование на основе 6912 полнофакторных экспериментов систематически проанализировало влияние параметров обнаружения краев Кэнни на производительность обнаружения шести типичных дефектов металлической поверхности. Установлено, что низкий порог (L) является первостепенным фактором, определяющим точность обнаружения (коэффициент корреляции с F1 достигает 0,83), вес влияния значительно превышает высокий порог (|r|=0,71), размер ядра (|r|=0,20) и стандартное отклонение (|r|=0,05).
Эксперимент также выявил механизм взаимодействия между параметрами: большие стандартные отклонения Гаусса требуют согласования с более низкими пороговыми значениями для компенсации затухания амплитуды градиента, при поддержании соотношения H/L в диапазоне 2,5–3,0 оценки F1 всех типов дефектов могут стабилизироваться выше 0,90, при этом трещины и включения достигают максимальной точности обнаружения (F1=0,940), точечная коррозия несколько ниже (F1=0,907) из-за микроскопических характеристик.
На этой основе исследование рекомендует при промышленном развертывании приоритетно поддерживать L≤20 для сохранения слабых краев дефектов, использовать ядро 7×7 для баланса производительности и эффективности (в сценариях реального времени может быть снижено до 3×3, время обработки сокращается до 20 мс, потеря производительности составляет менее 7 %), строго соблюдать пороговые пропорции для избежания фрагментации краев. Реализация оптимизации в Visual Studio C++ подтверждает, что данная конфигурация удовлетворяет требованиям обнаружения в реальном времени на производственной линии, предоставляя технический путь с возможностью прямого воспроизведения для инженерного преобразования алгоритма.
Последующие исследования будут интегрировать легковесные нейронные сети для разработки адаптивной модели прогнозирования параметров, изучать сквозную совместную оптимизацию обнаружения краев Кэнни и сети классификации дефектов.
Литература:
- Canny J. A computational approach to edge detection [J]. IEEE Transactions on Pattern Analysis and Machine Intelligence, 1986, 8(6): 679–698.
- Opencv. Canny edge detection tutorial [EB/OL]. (2023–05–10) [2026–04–03]. https://opencv.org/edge-detection-using-opencv/.
- Hoang V. X., Ngo T., Le T. ESRPCB: Edge guided Super-Resolution for PCB defect detection [J/OL]. arXiv preprint arXiv:2506.13476, 2025. https://arxiv.org/abs/2506.13476
- Guo J., Wang X., Zhang L., et al. Brake disc positioning and defect detection based on improved Canny operator [J]. IET Image Processing, 2024, 18(3): 702–715.
- Karki S. B. Enhancements and optimization of the Canny edge detection algorithm [EB/OL]. TechRxiv, 2025. https://doi.org/10.36227/techrxiv.175693156.66703495/v2
- Tao N. Enhanced Canny algorithm for image edge detection in print quality assessment [J]. IIETA Transactions on Sciences, 2023, 40(34): 1281–1287.