Проект направлен на изготовление наборов для развития мелкой моторики посредством трехмерного моделирования, аддитивных и лазерных технологий.
Современные темпы развития промышленности требуют выбора технологий производства, требующих наименьших затрат и выполняемых в кротчайшие сроки.
Наряду с новыми и передовыми технологиями можно отметить стремительный рост внедрения аддитивных технологий.
Существует огромное количество определений, так или иначе характеризующие аддитивные технологии. В общем, под аддитивными технологиями понимают (АМ — Additive Manufacturing, AF- Additive Fabrication) технологии, которые позволяют изготавливать изделия за счет послойного синтеза, или послойного выращивания изделий по цифровоӗ 3D- модели.
В отличие от традиционных технологий изготовления деталей̆ методом вычитания материала из заготовки, использование аддитивных технологий подразумевает построение детали путем добавления слоя за слоем до получения готового изделия. Если при обработке по традиционным технологиям обработки деталей̆ отходы материала иногда превышают 70 %, то при использовании аддитивных технологий этот показатель стремится к нулю.
Аддитивное производство (АП) включает в себя ряд этапов:
– проектирование в среде САПР;
– преобразование в STL-файлы;
– перенос STL-файла в машину аддитивного производства и манипулирование этими файлами;
– изготовление;
– последующая обработка (постобработка);
– применение.
Проектирование в среде САПР. Изготовление любых деталей с использованием АП начинается с создания виртуальной модели с помощью специального программного обеспечения для твердотельного моделирования, которое полностью описывает геометрическую форму и размеры внешней поверхности изделия. На выходе получают трехмерное представление твердого тела или его поверхности.
Лазерная технология — это совокупность способов обработки, изменения состояния, свойств и формы материала или полуфабриката, осуществляемых посредством лазерного излучения. В большинстве процессов лазерной технологии используется термическое действие света, вызываемое поглощением энергии лазера в обрабатываемом материале.
В процессе лазерной резки решающую роль играет выдувание из зоны резки мелкодисперсной и капельной фракции. С целью повышения эффективности резки, применяют поддув в зону резания активного или нейтрального газа, который выдувает испаренные капельные фракции и производить охлаждение локального участка, позволяя резать материалы с малым обугливанием и оплавлением.
В данном проекте рассматривается возможность изготовления наборов для развития мелкой моторики посредством трехмерного моделирования, аддитивных и лазерных технологий.
Актуальность темы исследования обусловлена тем, что в наше время актуальной проблемой становится полноценное развитие детей с дошкольного возраста. Важную роль в успешности интеллектуального и психофизического развития ребёнка является сформированная мелкая моторика.
Набор представляет из себя 3Д конструктор, состоящий из двух ста деталей разного размера и формы.
Детали конструктора выполнены из фанеры высокого качества толщиной 3 мм. При сборке конструктора не используется клей и другие химические вещества, что делает его максимально безопасным для здоровья.
При сборке данного конструктора развиваются такие важные качества как: упорство, усидчивость, внимательность, аккуратность и развитая мелкая моторика рук.
В данном проекте в виде конструктора представляется модель глобуса, но при желании, можно изготовить множество различных моделей.
«Глобус» состоит из двух основных модулей: сфера и поставка.
Данная модель оснащена датчиком движения, при включении которого начинается движение самого глобуса.
Саму модель при желании можно достать из куба и продемонстрировать в действие.

Рис. 1
Изучив предложения на рынке наглядных пособий, становится понятно, что на сегодняшний день существует множество наборов для развития мелкой моторики, отличающихся внешним видом, функционалом, наполнением и стоимостью.
Самыми недорогостоящими и распространенными являются наборы, направленные на массирование пальцев рук у детей, — это различные массажные мячики, перчатки, массажные ладошки с шипами. Дынные наборы выполнены, как правило, из резины и стоимость разнится от ста до трех тысяч рублей, в зависимости от комплектации

Рис. 2. Набор игольчатых шариков
Следующий вид развивающего пособия- сенсорная игра. Суть игры состоит в том, что б ребенок не глядя смог наощупь, среди множества разнообразных предметов найти пару одинаковых. В состав набора входят фигурки разнообразной формы и мешочек для хранения. Стоимость таких наборов начинается от двух тысяч рублей.

Рис. 3. Сенсорная игра
Следующий вид набора является одним из самых дорогостоящих на рынке наборов для развития мелкой моторики рук. Стоимость таких наборов начинается от ста тысяч рублей. Сами наборы содержат в себе большое количество элементов, направленных на развитие мелкой моторики различными способами. Рассмотрим содержимое одного из таких наборов:
Сумка для переноски и хранения. Размеры сумки должны позволять сложить в нее весь набор.

Рис. 4. Адаптированный игровой набор
Изучив предложения на рынке наглядных пособий, становится понятно, что развивающих наборов огромное количество, разнообразного характера и содержания, изготовлены из различных материалов и разного ценового диапазона.
В данном проекте рассматривается изготовление развивающего набора в виде конструктора.
Самостоятельное изготовление развивающих наборов посредством аддитивных и лазерных технологий позволяет избежать высоких затрат при производстве.
Цифровая модель кисти была спроектирована в программе Autodesk Fusion 360
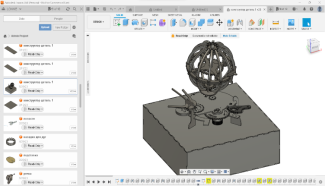
Рис. 5
Autodesk Fusion 360 — это САПР нового поколения. Программный продукт представляет собой средство 3D-проектирования и разработки изделий на основе облачных технологий, в котором сочетаются возможности совместной работы, цифрового проектирования и механической обработки в одном пакете.
Детали конструктора были разработаны в программе CorelDraw
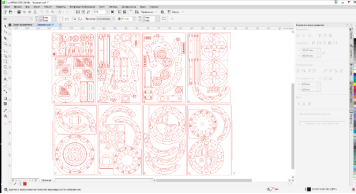
Рис. 6
CorelDRAW — графический редактор векторной графики.
Функционал: редактирование изображений стандартного пиксельного формата, работа с векторной/растровой графикой.
В данной программе была разработана информационная табличка.
Программа JobControl — используется для управления лазерными станками. Широкий функционал позволяет реализовывать большое количество задач, связанных с лазерной резкой: определять точку входа и возврата, настраивать параметры резки, мощность излучателя и скорость его перемещения, определять время для выполнения работы и многое другое. Может работать как с векторными (.cdr,.ai,.plt,.dxf и др.) так и растровыми файлами (.jpg,.png,.bmp и др.)
PolygonX –программа слайсер, в которой реализованы функции поддержки нескольких экструдеров, разделение на слои, плавная переменная высота слоя, последовательная печать, печать в режиме «сотовых пузырей», разделение объектов на части.
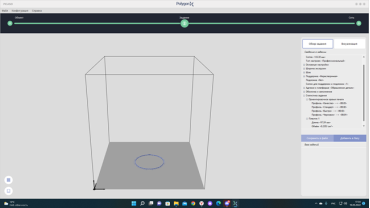
Рис. 7
В данной программе был произведен слайсинг трехмерных моделей, которые необходимо было напечатать на 3D-принтере. Слайсинг — это процесс перевода 3D-модели в управляющий год (G-код), необходимый для того, чтобы принтер смог распознать и напечатать те или иные детали.
Все представленное программное обеспечение удобно в использовании и доступно обычным пользователям, существует множество методичек, статей и видео-уроков по работе с ними. Их использование упрощает многие задачи и расчеты, что помогает в проектировании изделий.
Для изготовления набора были использованы аддитивные (FDM) и лазерные технологии.
Все поставленные в проекте задачи были достигнуты.
Рассмотрено программное обеспечение: Autodesk Fusion 360, Polygon X, CorelDRAW, JobControl. Смоделированы детали изделий, произведена сборка, составлены чертежи САПР — Autodesk fusion 360. Также использованы вспомогательные программы — PolygonX, CorelDRAW, JobControl, необходимые для доработки и непосредственного изготовления деталей.
Рассмотрено оборудование для печати и лазерной резки. Выбраны 3D-принтеры Picasso за счет их точности, удобства, закрытой камеры и стеклянного стола. А также лазерный станок Trotec, имеющий все необходимые преимущества лазерной резки.
Выбраны оптимальные материалы для печати и лазерной резки. Для печати — пластики PLA, Пластик PLA имеет такие преимущества как прочность, легкость и нетоксичность. Для резки — органическое стекло (оргстекло) толщиной 3 и 8 миллиметров для изготовления доски
Детали подготовлены для печати и лазерной резки. Произведен слайсеринг деталей, которые необходимо напечатать, и обработка в программе лазерной резки деталей, которые подвергались лазерной обработке.
Литература:
- Д. В. Зиновьев «Проектирование в Autodesk Inventor» Литагент «Ридеро» 2015 г. — 140 с.
- М. А. Зленко, А. А. Попович, И. Н. Мутылина «Аддитивные технологии в машиностроении» Санкт-Петербург, Издательство политехнического университета 2013 г. — 221 с.
- Журнал «Аддитивные технологии» Техническая литература 2016–2019 гг.
- Сучкова Н. В., Толмачёва Л. В., Гончар В. А. «Особенности организации охраны труда при работе с аддитивными технологиями», Таганрог, ООО «ЭльДирект» 2017 г. — 92 с.

