Ключевые слова: твердый сплав, молекулярное наслаивание, карбид вольфрама, оксид ванадия, температура спекания, ингибитор роста зерна .
В металлообрабатывающих областях широко используются быстрорежущие инструменты, которые производятся посредством спекания многокомпонентной шихты, основу которой составляет карбид вольфрама. По составу инструментальные твердые сплавы делятся на 3 группы: ТТК, ТК, ВК [1]. При спекании наблюдается рост зерна карбида вольфрама, что отрицательно сказывается на свойствах изготовляемых изделий. Для контроля роста зерна в исходную смесь вводятся специальные ингибиторы роста зерна, из них наибольшую эффективность имеют соединения ванадия. Механическое смешение, используемое в целях введения ингибитора в состав смеси чаще всего, не дает в достаточной мере гомогенизации исходной смеси и в результате возможен аномальный рост зерен [2]. Для решения этой проблемы в данной работе было предложено наносить ингибитор в виде оксида ванадия на поверхность карбида вольфрама методом молекулярного наслаивания.
Сущность метода МН заключается во взаимодействии низкомолекулярного реагента с активными центрами (функциональными группами) на поверхности твердофазной матрицы, в качестве которой выступал порошок карбида вольфрама, в результате чего на ней синтезируется мономолекулярный слой нового вещества [3]. По окончании реакции из реакционного пространства и с поверхности карбида вольфрама необходимо удалить избыток реагента и образовавшийся галогенводород. В результате на поверхности образуются отдельные элементоксохлоридные структуры. Далее с целью получения оксидных структур необходимо осуществить обработку продукта первой реакции парами воды, способными заместить галоген на гидроксогруппы. В методе МН вышеописанные реакции циклически чередуются [4].
В проведенном эксперименте метод МН был реализован следующим образом: порошок карбида вольфрама, помещенный в реактор, прогревали до определенной температуры в токе газа-носителя, далее образец обрабатывали парами воды в токе воздуха. После этого производили высушивание, по завершении которого через реакционное пространство пропускали реагент в токе газа-носителя (хемосорбция). Затем осуществляли десорбцию избытка реагента и хлороводорода, за которой следовал парофазный гидролиз, после этого — высушивание, далее — охлаждение. Для синтеза нескольких монослоев на поверхности карбида вольфрама некоторые стадии повторялись от 2 до 4 раз.
С целью получения сравнительной базы для анализа изготовленных порошков с исходными было проведено смешение как образца с максимальным количеством циклов молекулярного наслаивания, так и исходного порошка карбида вольфрама с металлосвязкой (кобальтом) и формование балочек размером 5 х 5 мм. Для анализа влияния ванадия на процесс твердофазного спекания, также было проведено формование и спекание аналогичных образцов без добавки кобальта.
Были отобраны навески WC-4V по 9 и 10 г. Для создания пресс-порошков навеска 10 г была смешана только с пластификатором, а навеска 9 г — с пластификатором и с кобальтом в количестве 10 % от массы исходного порошка (0,9 г) в планетарной мельнице. Смешивание происходило в течение 2 часов в растворе этилового спирта на скорости 700 оборотов в минуту. Было принято решение не использовать при смешивании мелющие тела из-за риска внесения с них твердого сплава другой фазы и состава, а также для того, чтобы исключить изменение формы частиц из-за перетирания порошка. В качестве пластификатора был использован полиэтиленгликоль, так как он растворим в спирте. Те же операции были проделаны с исходным порошком карбида вольфрама — были сделаны два пресс-порошка, в состав одного входил кобальт, в другой — нет.
Создание изделий с таким составом преследовало определенную цель, а именно: на образцах с металлом-связкой в составе планировалось провести все возможные в условиях предприятия исследования, тогда как образцы без металла-связки создавались для определения исходных размеров зерен в сплавах, поскольку в отсутствии кобальта роста зерна практически не происходит. Образец из исходного порошка предназначался для исследования роста зерна карбида вольфрама в отсутствии ингибитора и для сравнения свойств порошков, то есть определения влияния нанесенных тонких пленок оксида ванадия на целевые свойства продукта после спекания.
После смешения полученные смеси высушивали в вытяжном шкафу в течение 10 часов, после чего порошки гранулировали с помощью мелкоячеистого сита. Формование заготовок осуществлялось на ручном прессе при давлении в 20 кН. Тип прессования — одноосное, осуществлялось до достижения заданного предельного давления. Изменение приложенной силы осуществлялось с помощью установленного в прессе датчика со специальной шкалой нагрузки. После прессования заготовки были извлечены из пресс-формы с помощью ее переворачивания и кратковременного приложения нагрузки.
Спекание отпрессованных заготовок осуществлялось в высокотемпературной вакуумно-компрессионной печи Ruideer в течение 22 ч 45 минут при максимальной температуре 1390 0 С в вакууме в атмосфере аргона.
В испытательной лаборатории на экспериментальных спеченных образцах было проведено определение коэрцитивной силы и удельного магнитного насыщения. Результаты анализа приведены в таблице 1.
Таблица 1
Коэрцитивная сила и удельное магнитное насыщение образцов
|
Марка сплава |
Hc, Э |
Hc, кА/м |
Содержание магнитной фазы, масс. % |
|
WC-4V + 10 %Co |
196 |
15,6 |
6,18 |
|
WC-4V |
Образец не имеет магнитных свойств | ||
|
WC + 10 %Co |
177 |
14,1 |
7,24 |
|
WC |
Образец не имеет магнитных свойств | ||
H c — коэрцитивная сила, является значением напряженности магнитного поля, необходимым для полного размагничивания ферро- и ферримагнитного вещества.
Учитывая, что стандартные значения для сплавов подобного образцу № 1 (9 г модифицированного карбида вольфрама, 1 г кобальта) — Нс от 180 до 220 Э, содержание магнитной фазы — от 5,9 до 6,2 %, то экспериментальный образец по свойствам годен для производственных целей. Образец из немодифицированного карбида вольфрама имеет завышенное значение процента магнитной фазы и низкое — коэрцитивной силы, что является следствием отсутствия в его составе ингибитора роста зерна, поскольку чем меньше зерно, тем выше коэрцитивная сила. Из этих данных следует, что средний размер зерна в экспериментальном образце меньше, нежели в образце без ванадия.
Образцы, изготовленные без введения кобальтовой связки, не спеклись и покрылись трещинами. Исходя из данного факта и из отсутствия у них магнитных характеристик, было решено не испытывать их на твердость и трещинностойкость из-за невозможности проведения этих анализов. Данные образцы в дальнейшем исследовались только растровой электронной микроскопией.
Результаты анализа физико-механических свойств представлены в таблице 2.
Таблица 2
Физико-механические свойства образцов
|
Параметр |
Значение | |
|
Образец |
WC-4V+10 %Co |
WC+10 %Co |
|
Плотность, г/см 3 |
14,76 |
14,6 |
|
HRA |
91,5 |
90,8 |
|
HV30 |
1506 |
1435 |
|
K 1 c , Мпа*м 1/2 |
˃12,0 |
˃12,0 |
|
Пористость, об. % |
0,02 |
0,02 |
|
Размер пор, мкм |
<10 |
<10 |
|
Наличие η-фазы |
Присутствует |
Присутствует |
Анализируя результаты исследования физико-механических свойств образцов, можно отметить, что в целом образец из модифицированного карбида вольфрама имеет лучшие свойства, нежели образец из немодифицированного порошка (значения твердости по Виккерсу HV30 считаются нормальными в диапазоне от 1500 до 1550 для сплавов подобного состава, аналогично с остальными характеристиками, в частности с HRA, то есть твердостью по Роквеллу, — экспериментальный образец по свойствам подпадает под нормальные значения). Пористость 0,02 считается нормальной. Следует отметить, что полноценного равномерного распределения металлосвязки в объеме образцов достичь не удалось ввиду их небольшого количества. Для более равномерного распределения необходимо производить эксперимент с большим количеством порошков. Наличие и форма распределения η-фазы (интерметаллидов, сложных соединений Co x W y C z ) объясняется как неравномерным распределением металлосвязки, так и обедненностью углеродом сплавов. Для дальнейшей работы по совершенствованию микроструктуры необходимо производить подбор режима спекания.
Результаты элементного анализа, проведенного при помощи растровой электронной микроскопии, представлены на рисунках 1–2 и в таблицах 3–4, данные представлены в весовых %. На данных рисунках наиболее темные области означают пустоты, темно-серые области — кобальт, а светлые — зерна карбида вольфрама.
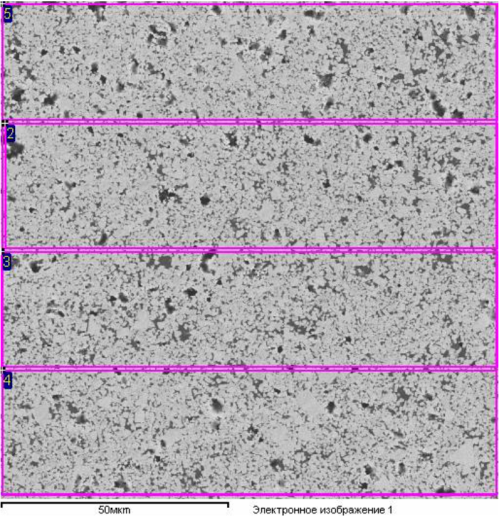
Рис. 1. Области анализа на образце WC + 10 % Со
Таблица 3
Элементное содержание на образце WC + 10 % Со
|
Спектр |
Массовая доля элемента, % | ||
|
C |
Со |
W | |
|
1 (общий) |
9,35 |
10,11 |
80,53 |
|
2 |
9,65 |
10,80 |
79,55 |
|
3 |
9,19 |
12,17 |
78,64 |
|
4 |
9,39 |
11,12 |
79,48 |
|
5 |
9,73 |
11,07 |
79,20 |
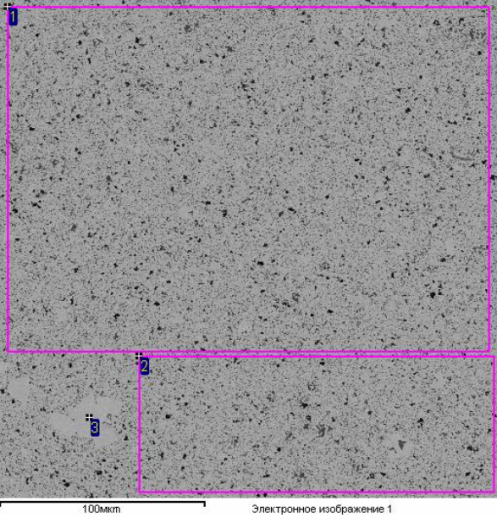
Рис. 2. Области анализа на образце WC-4V+10 %Co
Таблица 4
Элементное содержание на образце WC -4 V +10 % Co
|
Спектр |
Массовая доля элемента, % | ||||
|
C |
O |
V |
Co |
W | |
|
1 |
9,79 |
0,87 |
0,21 |
8,74 |
80,59 |
|
2 |
9,60 |
0,78 |
0,22 |
8,48 |
81,14 |
|
3 |
14,22 |
1,38 |
0,13 |
0,00 |
84,40 |
Анализируя представленные данные, можно отметить, что ванадий обнаруживается в образце WC-4V +10 %Co, из чего следует, что процессы смешения порошков и формования заготовок не повлияли на монослой оксида ванадия и при спекании он присутствовал в составе сплава. В образце порошка WC-4V по результатам количественного химического анализа на ванадий получено 0,065 % ванадия, а по результатам РЭМ получено 0,18 %. Такое расхождение связано с тем, что РЭМ анализирует только приповерхностный слой, в котором ванадия наибольшее количество, из чего можно сделать вывод, что синтез МН прошел на поверхности.
Изображения исходных порошков и микроструктуры спеченных образцов представлены на рисунках 3–6.
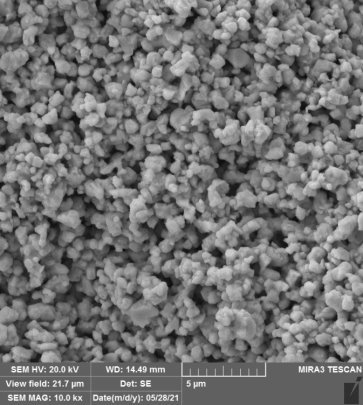
Рис. 3. Спеченный образец WC1 без кобальта
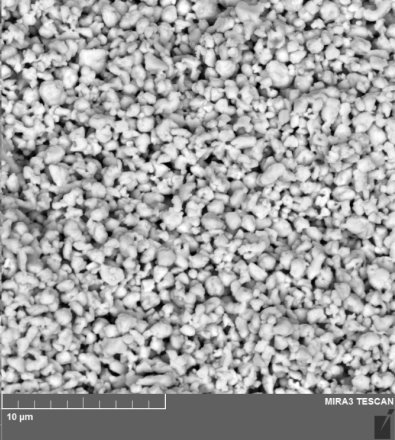
Рис. 4. Спеченный образец WC-4V без кобальта
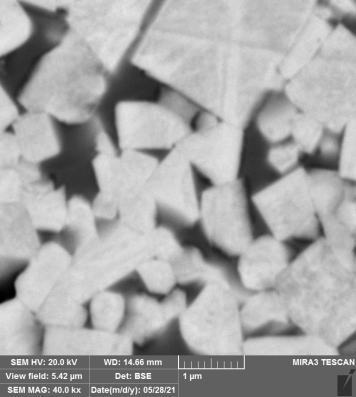
Рис. 5. Зерна образца WC+ 10 %Co
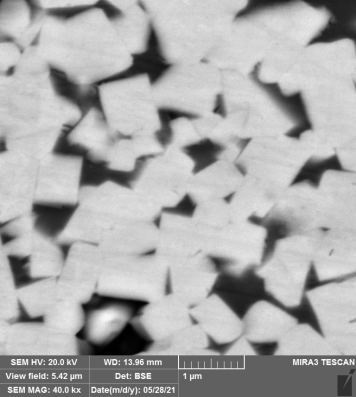
Рис. 6. Зерна образца WC-4V + 10 %Co
Результаты измерения размеров зерен сплавов и порошков представлены в таблице 5.
Таблица 5
Размеры зерен в сплавах и порошках
|
Образец |
Размер зерна, мкм |
|
WC-4V+10 %Co |
0,81 |
|
WC+10 %Co |
1,26 |
|
WC-4V без Co |
0,80 |
|
WC без Co |
0,80 |
|
Порошок WC-4V |
0,79 |
|
Порошок WC1 |
0,79 |
Благодаря полученным данным было установлено, что средний размер зерна в сплаве WC-4V+10 %Co равен 0,81 мкм, что является очень хорошим показателем, особенно учитывая, что средний размер зерна в сплаве без ингибитора роста оказался равен 1,26 мкм. В сравнении со сплавом на основе исходного порошка зерна сплава WC-4V+10 %Co меньше и более однородны по размеру. Зернистость сплава WC-4V, спеченного без кобальтовой связки, оказалась примерно равна зернистости сплава на основе того же порошка, спеченного с кобальтом, что указывает на то, что ингибитор действительно замедлил рост зерна. Рассматривая микроструктуру порошков, можно отметить, что после модифицирования оксидом ванадия частицы порошка не поменяли своей формы и размера.
Появившиеся в сплаве WC-4V+10 %Co небольшие дефекты связаны с тем, что технология производства данных сплавов еще не отработана и оксиду ванадия не хватило добавленного количества углерода для полноценной карбидизации.
Выводы.
В процессе выполнения данной работы методом молекулярного наслаивания был проведен синтез монослоев оксида ванадия на образцы порошка карбида вольфрама.
Были смешаны пресс-порошки на основе исходного и модифицированного карбида вольфрама с полиэтиленгликолевым пластификатором и кобальтовой металлом-связкой, отпрессованы заготовки и проведено их спекание.
Показана микроструктура и оценен размер зерна карбида вольфрама в спеченных заготовках, рассмотрены магнитные и основные механические характеристики полученных образцов. Средний размер зерна модифицированного образца оказался на 30–35 % меньше, чем размер зерна в образце без введенного оксида ванадия, что косвенно подтверждается значениями коэрцитивной силы.
Показано, что нанесение тонких пленок оксидов ванадия на поверхность порошков карбида вольфрама предотвращает аномальный рост и уменьшает средний размер зерен карбида вольфрама при спекании.
Литература:
- Третьяков, В. И. Основы металловедения и технологии производства спеченных твердых сплавов / В. И. Третьяков. — Москва: Металлургия, 1976. — 432 c. — Текст: непосредственный.
- Бондаренко, В. П. Современные тенденции легирования вольфрамовых твердых сплавов добавками карбидов (обзор) / В. П. Бондаренко. — Текст: непосредственный // Породоразрушающий и металлообрабатывающий инструмент — техника и технология его изготовления и применения. — 2006. — № 9. — Раздел 3.
- Алесковский, В. Б. Химия твердых веществ / В. Б. Алесковский. — Москва: Высшая школа, 1978. — 255 c. — Текст: непосредственный.
- Малыгин, А. А. Синтез многокомпонентных оксидных низкоразмерных систем на поверхности пористого диоксида кремния методом молекулярного наслаивания / А. А. Малыгин. — Текст: непосредственный // Журн. общей химии. — 2002. —Т. 72. — С. 617–632.

