В данной статье рассматривается система управления промышленных горелок при производстве железобетонных изделий. Из анализа отечественного и зарубежного опыта можно сделать вывод, что наиболее выгодным энергоносителем при тепловлажностной обработке железобетонных изделий является природный газ и продукты его сжигания, также анализ показал, что процесс имеет ряд недостатков.
Ключевые слова: железобетонные изделия, тепловлажностная обработка, жби, система управления, воздухонагреватели.
Процесс тепловой обработки железобетона имеет ключевое значение с технологической цепи получения изделий нужного качества. Особенности режима тепловой обработки бетона определяют не только его прочность, водонепроницаемость, морозостойкость, коррозионную стойкость, но и себестоимость продукции. На правильный выбор технологического режима также влияют многочисленные факторы [1].
Тепловая обработка может проводиться следующими способами: пропариванием в камерах (обработкой паром или паровоздушной средой (ПВС) при атмосферном давлении), обработкой в автоклавах (обработкой паром при давлении до 0,8–1,6 МПа), прогревом в среде увлажненных продуктов сгорания природного и других газов (ПСПГ).
Распространенный вид тепловлажностной обработки (ТВО) бетонных и железобетонных изделий (ЖБИ) является пропарка. При пропарке создаются оптимальные условия для твердения бетонов, но этот вид ТВО имеет ряд недостатков, к которым относится: огромное потребление пара и затраты; трудоемкость эксплуатации процесса. К недостаткам процесса электропрогрева относят большие потери тепловой энергии до непосредственного контакта с изделиями, что существенно снижает производительность [2].
Способ прогрева ЖБИ продуктами сгорания природного газа обладает рядом достоинств, такими как минимальное количество потребляемого топлива; возможность регулировки потребления газового топлива; простоту конструкции и малую стоимость оборудования. Сравнивая стоимость 1 Гкал тепла, полученного путем электропрогрева равна 4500 рублей, прогрева с помощью пара — 1500 рублей, воздушного прогрева — 500 рублей. Данные по потреблению топлива показывают, что прогрев продуктами сгорания природного газа выгоднее остальных.
Компания ООО «Энергосберегающие технологии» разработала технологию прогрева железобетонных изделий с использованием воздухонагревателей. Разработанные воздухоподогреватели серии ВСУ применяются для тепловой обработки ЖБИ, строительных материалов, сельхозпродуктов и др. [3]. Технологией предусматривается использование микродиффузионной горелки, которую устанавливают в потоке воздуха. При этом часть воздуха поступает в каналы горелки, а другая часть подается в смесительный конфузор для смешения с природным газом. Образовавшуюся топливную смесь поджигают электрическим разрядом от блока искрового розжига.
Установка термообработки ЖБИ представлена принципиальной схемой на рисунке 1.
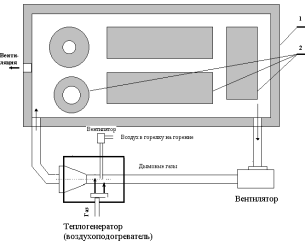
Рис. 1. Принципиальная схема установки термообработки железобетонных изделий
1 — ямная камера, 2 — термообрабатываемые изделия,
3 — теплогенератор типа ВСУ
Для ТВО различных изделий, размещенных в тепловых камерах различного объема, разработаны воздухонагреватели разной теплопроизводительности. Так для камер объемом:до 80 м3 рекомендуется использовать теплогенератор типа ВСУ-110; до 110 м3 рекомендуется использовать теплогенератор типа ВСУ-150; свыше 110 и до 200 м3 теплогенератор типа ВСУ-250.
По требованиям СНиП 3.09.01–85 [4] принято, что одна камера обслуживается одним воздухонагревателем. Для уменьшения экономических затрат на производстве стараются изменить количество пропарочных камер, приходящееся на одно горелочное устройство (от 4 до 8).
В системах используют горелки ГВУ-01, 02, 03, 04, 05, 06, которые входят непосредственно в комплект воздухонагревателя. Воздухонареватели отличаются по числу горелочных устройств, так в воздухонагревателях марок ВСУ-110 и ВСУ-150 применяются два горелочных модуля, в остальных других марках по три.
В условиях крупного цеха, когда есть необходимость подача газа в 10 установок одновременно, малые давления газа и резкое изменение давления в магистрали — частое явление при эксплуатации воздухонагревателей. В техническом паспорте воздухонагревателя используют природный газ низкого давления (3кПа), что не всегда хватает для промышленных мощностей, где используют сразу несколько крупных агрегатов. Часто причиной не устойчивой работы горелочного устройства может служить образование газового конденсата в подводящем газопроводе
Решить эти проблемы возможно при помощи следующих действий: замена горелочного устройства; плавная регулировка давления газа и расхода; использование природного газа среднего давления; монтаж дополнительного трубопровода подачи резервного газа, при нехватке основного.
Учитывая вышеизложенное, тепловая обработка железобетонных изделий является перспективным методом обработки, обладающая рядом качеств, но для сложенной реализации процесса необходима доработка технологического узла, связанного с управлением горелочных устройств.
Литература:
- Иванов П. П. Железобетон. Какой должна быть автоматизация? // Автоматизация технологических процессов. 2003. № 2(22). С. 18–21.
- Опыт автоматизации термовлажностной обработки бетона/ Деркач А. С. и др. // Современные технологии автоматизации. 2009. № 4. С. 48.
- Тепловлажностная обработка железобетона [Электронный ресурс]. — http://icet-ufa.ru/termovlazhnostnaya-obrabotka-zhelezobetona/ (дата обращения: 28.014.2020).
- СНиП 3.09.01–85 Железобетонные конструкции и изделия. — М.: ФГУП ЦПП, 2005. — 44 с.

