




В статье приведена информация о методах, применяемые в настоящее время для изготовления кусковых туалетных и хозяйственных мыл. Проведен анализ исследованию геометрии режущего инструмента, скоростей резания и подачи, влияния трения материала о поверхности ножа на силу резания, а также на качество поверхности среза. Анализ конструкций резательных машин, устройств и механизмов различного назначения. Значительное место в исследованиях отведено изучению физико-механических свойств материалов и их влиянию на процесс резания.
Ключевые слова: мыло, режущий элемент, рычаг, струна, высота ножа, плоскость реза, точность резки, плотность бруса, пластичность бруса, вязкость бруса
Information on methods applied now to production of lumpy toilet and laundry soaps are provided in article. The analysis to a research of geometry of the cutting tool, speeds of cutting and giving, influence of friction of material about a knife surface on cutting force, and also on quality of a surface of a cut is carried out. The analysis of designs of cutting cars, devices and mechanisms of different function the Important place in researches is allocated for studying of physicomechanical properties of materials and their influence on cutting process.
Keywords: soap, the cutting element, the lever, a string, knifeheight, the cut plane, cutting accuracy, bar density, plasticity of a bar, viscosity of a bar
Мыло является самым известным и распространенным моющим средством, применяемым в бытовых и промышленных нуждах. Изготовляют его на механизированных и автоматизированных установках, линиях и агрегатах, имеющих высокую производительность.
Кусковое мыло должно иметь определенную форму, массу и рельефный оттиск на поверхности. Методы, применяемые в настоящее время для изготовления кусковых туалетных и хозяйственных мыл, предусматривают механическую обработку мыла при помощи одного или нескольких шнекпрессов и резку непрерывно выходящего мыльного бруса на автоматических машинах. При этом мыльный брус подвергается обработке по одной из следующих схем:
- резка-штамповка;
- накатка- резка;
- резка-подсушка-штамповка.
При изготовлении хозяйственного мыла, применяется вторая схема, а при изготовлении туалетного мыла применяется третья схема обработки.
Машины для резки мыла делятся на две группы:
- полуавтоматические станки для резки мыльных плит;
- автоматы для резки непрерывно выходящего мыльного бруса.
Машины первого типа, на предприятиях массового выпуска мыла, не применяются.
Автоматы для резки непрерывно выходящего бруса, могут быть с приводом и без привода, с накаточным механизмом и без него. Подобное находит применение, как в производстве мыла, так и при выпуске кирпича. Автоматов, предназначенных для резки кирпича, разработано несравненно больше, чем автоматов для резки мыла, однако технические решения, использованные в первом случае, могут быть успешно использованы и в мыловаренном производстве. При этом необходимо учесть, что вследствие высокой плотности мыльного бруса по сравнению с глиняным, в автоматах для резки мыла, с использованием струны, скорости рабочих движений следует ограничивать. [1, c 42]
По характеру движения режущего органа автоматы для резки непрерывно подаваемого бруса, подразделяются на несколько групп:
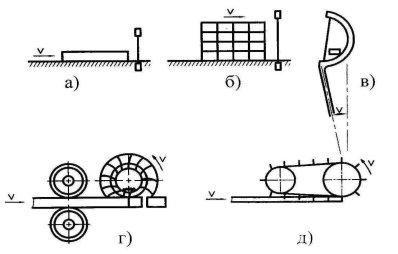
Рис. 1. Группы известных режущих автоматов по характеру движения
- Рабочий орган совершает возвратно-поступательное движение (рис.1 а). К этой группе относятся гильотинные автоматы БР-2, «Hemmam», «MAH/YZF» Германия, «Freymatil» Швейцария и др.
- Рабочий орган неподвижен, мерный кусок бруса проталкивается через рамку с натянутыми струнами (рис.1 б). К этой группе относятся автоматы «Bennet» Англия, мылорезательная машина с кареткой.
- Рабочий орган совершает качательное движение (рис.1 в). К этой группе относятся лучковые автоматы СМ-296, СМ-371, СМ-678, СМ-678А, «КЕТА» Германия, «Keller» Германия.
- Вращательное движение рабочего органа (рис.1 г. д). К этой группе относятся ротационные резательные автоматы СМ-39, «Bradley and Graven» США, мылорезательный автомат роторного типа с цепным рабочим органом, автомат для резки мыла системы Пронина, используемый в настоящее время в маслоперерабатывающих заводах Республики Узбекистан, автомат фирмы «Lingl» и другие.
Анализ литературы показал, что в работах большое внимание уделено исследованию геометрии режущего инструмента, скоростей резания и подачи, влияния трения материала о поверхности ножа на силу резания, а также на качество поверхности среза. Значительное место в исследованиях отведено изучению физико-механических свойств материалов и их влиянию на процесс резания. Изложены современные взгляды на физическую сущность процесса резания пищевых материалов, обладающих разными физико-механическими свойствами, освещены основные закономерности резания пластинчатыми и дисковыми ножами, струной, а также рассмотрены вопросы виброрезания. Проведен анализ конструкций резательных машин, устройств и механизмов различного назначения.
При разрезке мыльного бруса по типу используемого режущего элемента устройства подразделяются на использующие металлические струны и плоские ножи.
При разрезании мыла металлической струной, в связи с благоприятным соотношением твёрдости и пластичности бруса и несмотря на отсутствие какой либо заточки, не требуется больших усилий для резания. Малый диаметр и цилиндрический вид струны обеспечивают малую площадь контакта с плоскостью реза, что является причиной малых сил трения режущего элемента с разрезаемым материалом. Однако во время резания струна может двигаться в любом направлении, что приводит перекосу резания, а также к отклонениям от плоскостности. Растяжки и искривления струны через некоторый промежуток времени работы приводят к снижению качества резки, а усталостные обрывы — к простоям устройства и в целом производственной линии. Кроме этого струна не может передавать усилие, используемое для обеспечения синхронизации, от бруса к устройству. [3, c 22]
При разрезании мыла плоским ножом, независимо от заточки режущего лезвия, усилия, требуемые для разрезки бруса, увеличиваются в связи с трением боковых поверхностей ножа о плоскости реза. Однако использование режущего элемента в виде плоского ножа позволяет напрямую передавать усилие пластичного бруса устройству и использовать его в целях обеспечения синхронизации скоростей реза и технологического перемещения бруса. Кроме этого плоский нож позволяет обеспечить высокое качество плоскости реза.
Вследствие высокой плотности мыла и возникающих больших ударных нагрузок при работе, резательные автоматы лучкового и гильотинного типа не нашли широкого применения в производстве мыла. Кроме этого существенными недостатками таких автоматов является сложность обеспечения скорости горизонтального перемещения режущей струны, синхронной со скоростью перемещения разрезаемого бруса. Эта же причина приводит и к громоздкости разрабатываемых устройств. [2, c 54]
Одной из основных задач при разработке новых резательных автоматов непрерывного действия, является обеспечение синхронной скорости перемещения режущих элементов, со скоростью перемещения разрезаемого материала. В решении данной задачи прослеживаются три основных направления:
- Использование следящих систем с усилительными устройствами;
- Использование для привода режущего устройства энергии перемещающегося разрезаемого материала, с подводом дополнительной энергии для преодоления сил сопротивления при резании;
- Прямое использование энергии перемещающегося разрезаемого материала для привода резательного устройства.
Литература:
- Абромайтис А. Л., Сальджюнас В. А. Спивак Ф. И. Формование туалетного мыла при высоком давлении // Масложировая промышленность. — Москва,1985.- № 8.-C.22–23.
- Арутюнян Н. С. и др. Технология переработки жиров. — М: Пищепромиздат, 1999. — 452с.
- Журавлев А. М. Гозенпут Л. Д. Оборудование жироперерабатывающих предприятий. — М: Пищевая промышленность, 1997. — 328с..
