




Анализ эффективности охлаждения непрерывнолитых заготовок круглого сечения на МНЛЗ №1 ОАО «Уральская сталь»
Авторы: Польщиков Алексей Владимирович, Тутарова Власта Диляуровна
Рубрика: 6. Металлургия
Опубликовано в
международная научная конференция «Технические науки: традиции и инновации» (Челябинск, январь 2012)
Статья просмотрена: 838 раз
Библиографическое описание:
Польщиков, А. В. Анализ эффективности охлаждения непрерывнолитых заготовок круглого сечения на МНЛЗ №1 ОАО «Уральская сталь» / А. В. Польщиков, В. Д. Тутарова. — Текст : непосредственный // Технические науки: традиции и инновации : материалы I Междунар. науч. конф. (г. Челябинск, январь 2012 г.). — Челябинск : Два комсомольца, 2012. — С. 105-108. — URL: https://moluch.ru/conf/tech/archive/6/1540/ (дата обращения: 26.04.2024).
В последнее десятилетие производство непрерывнолитых круглых заготовок получило большое развитие в промышленно развитых странах и к 2010 году составило около 10,1 млн. тонн, что на 50,3% выше, чем в 2006 г. В связи с этим идет постоянный поиск лучших конструкций машин непрерывного литья заготовок (МНЛЗ), совершенствуются отдельные узлы существующих установок. В настоящее время на территории СНГ насчитывается 28 МНЛЗ, получающих круглую заготовку диаметром от 82 до 600 мм.
В 2007 г. началось строительство МНЛЗ № 1 в электросталеплавильном цехе ОАО «Уральская сталь» (г. Новотроицк) в соответствии с проектом, разработанным компанией «SMS Demag», которая так же обеспечила поставку основного технологического оборудования и осуществляла надзор за монтажом. 28 апреля 2008 г.было проведено горячее опробование новой 4-ручьевой комбинированной машины непрерывного литья заготовок.
Выпуск продукции осуществляется в двух форматах - блюмовая заготовка сечением 330 х 470 мм и круглая заготовка диаметром 430, 540 и 600 мм [1].
Проектная производительность комбинированной МНЛЗ составляет 900 тыс.т литой заготовки в год, в том числе блюмов 600 тыс. т в год и круглой литой заготовки 300 тыс.т в год.
Комбинированная МНЛЗ №1 является уникальным агрегатом, позволяющим разливать трубную заготовку от 300 до 600 мм в диаметре, которую в России делают только на прокатных станах, в связи с чем комбинат «Уральская Сталь» планирует занять место ведущего российского производителя продуктов этого класса.
К концу 2010 года с момента пуска на МНЛЗ №1 в заготовки круглого сечения было разлито 925 плавок, объем производства составил 106252,98 т стали (рис. 1). При этом производство заготовок диаметром 430 мм составило 79880,53 т стали (695 плавок), диаметром 540 мм – 5792,96 т стали (49 плавок), диаметром 600 мм – 20579,49 т стали (181 плавка).
|
|
|
|

Рис.1. Производство круглых заготовок по различным сечениям
- Для обеспечения равномерного охлаждения заготовки
по длине зоны вторичного охлаждения (ЗВО) предусматривается
несколько участков с различной интенсивностью отвода тепла.
В настоящее время на МНЛЗ №1 существует четыре зоны вторичного охлаждения с заданными расходами воды. Две последние не используются по причине возможного переохлаждения и большого количества брака.
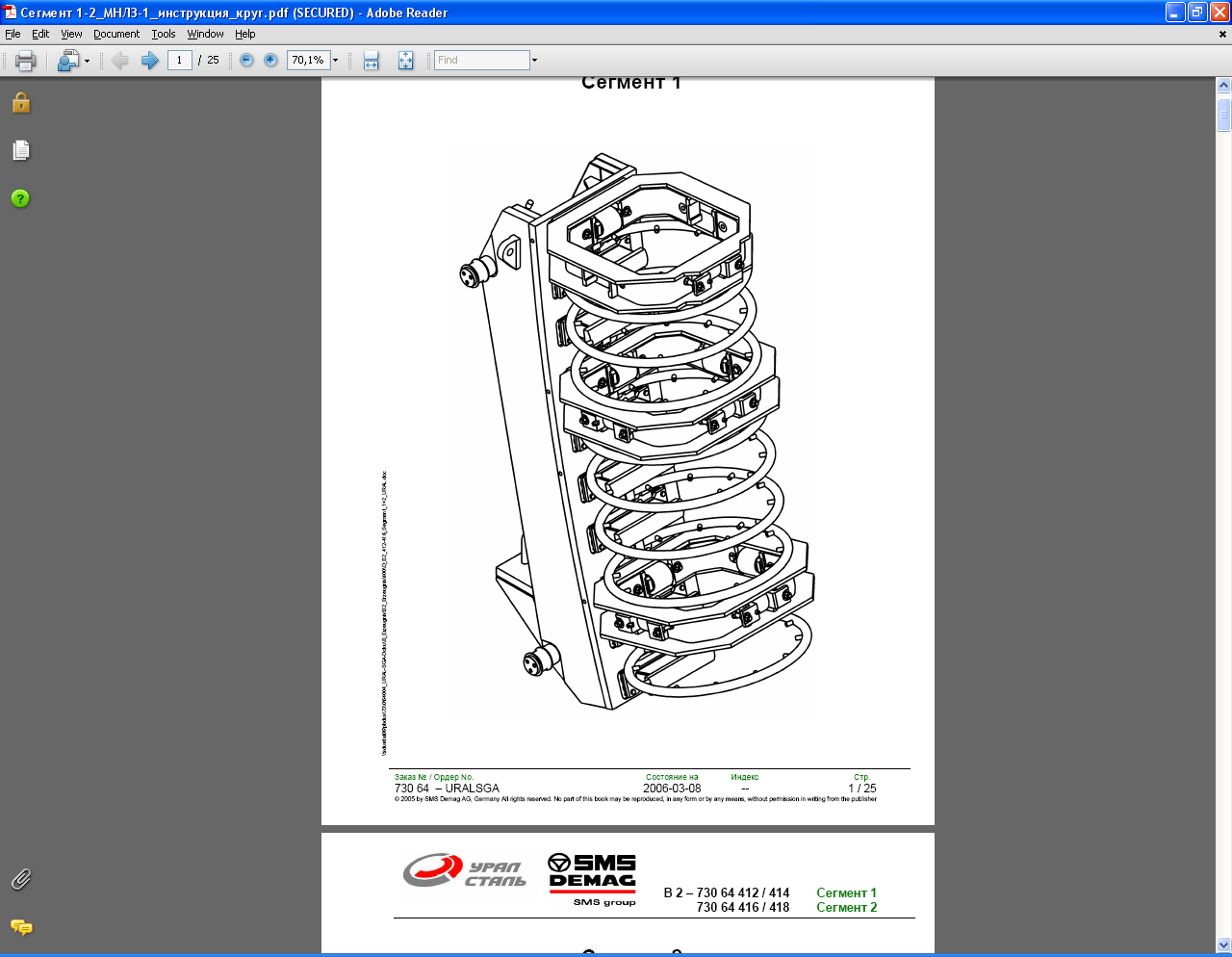
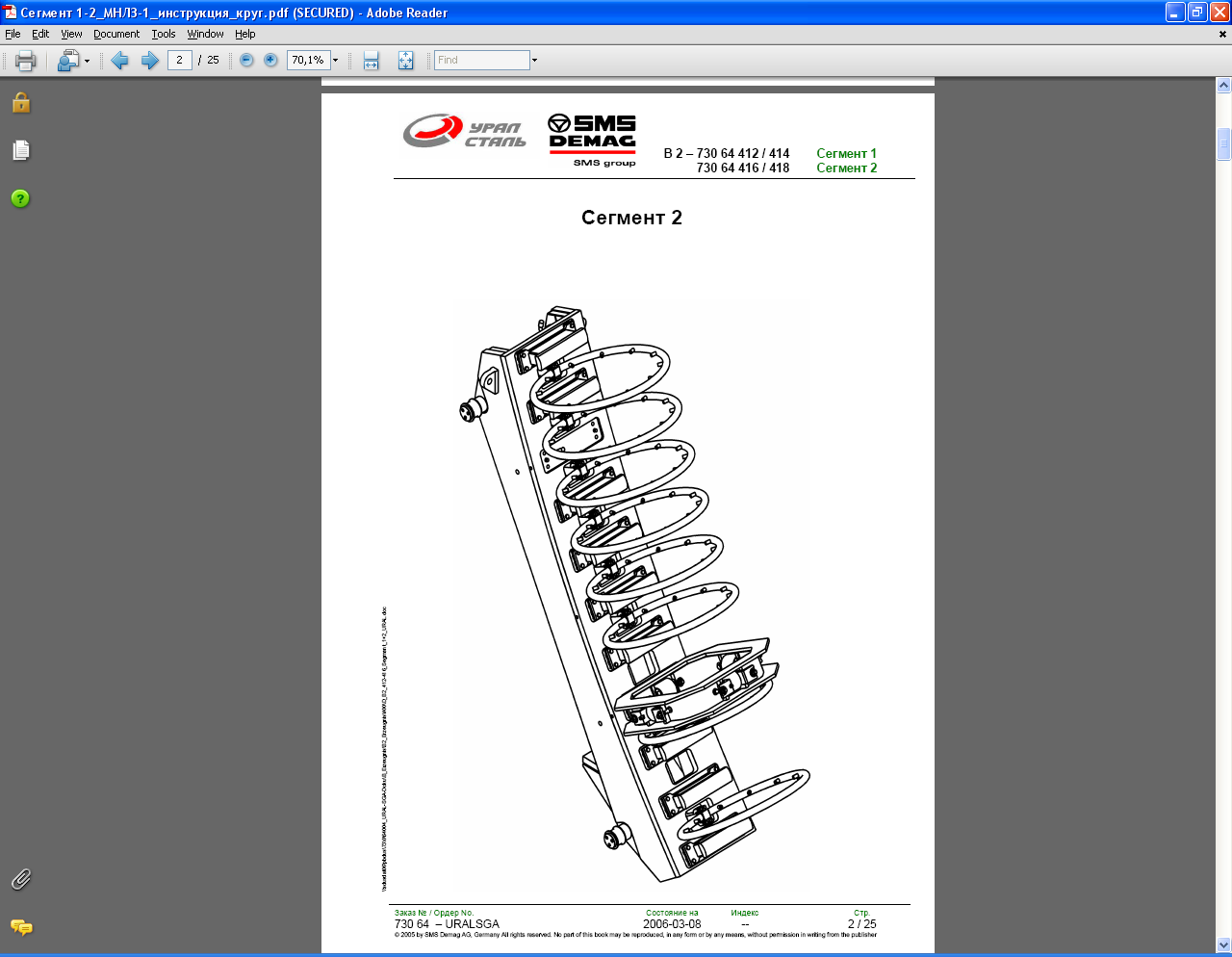
Таким образом, на сегодняшний день, охлаждение непрерывнолитых круглых заготовок происходит в кристаллизаторе кассетного типа, подбое и первых двух сегментах, конструкционная схема последних приведена на рис. 2
|
|
|
|
Рис. 2. Конструкционная схема сегментов охлаждения |
|
На каждом коллекторе располагается по 6 форсунок в шахматном порядке, относительно рядом находящихся коллекторов. На рис 3 приведена схема коллектора.
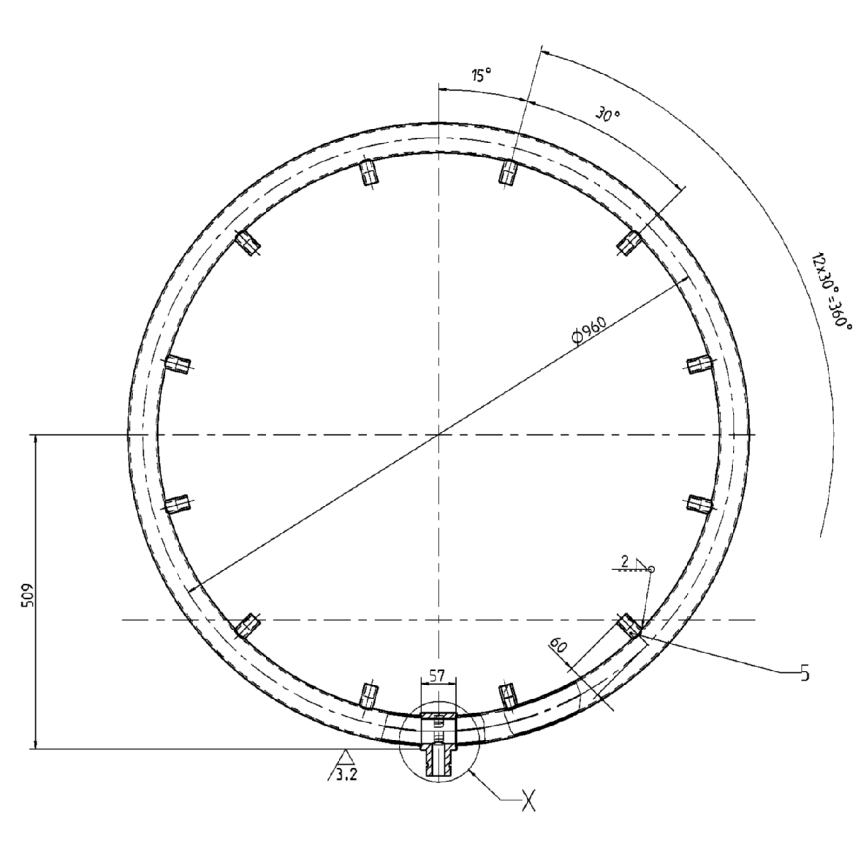
Рис. 3. Схема коллектора
На рис. 4 приведен внешний вид форсунок 660 серии фирмы Lechler, используемых в системе охлаждения.
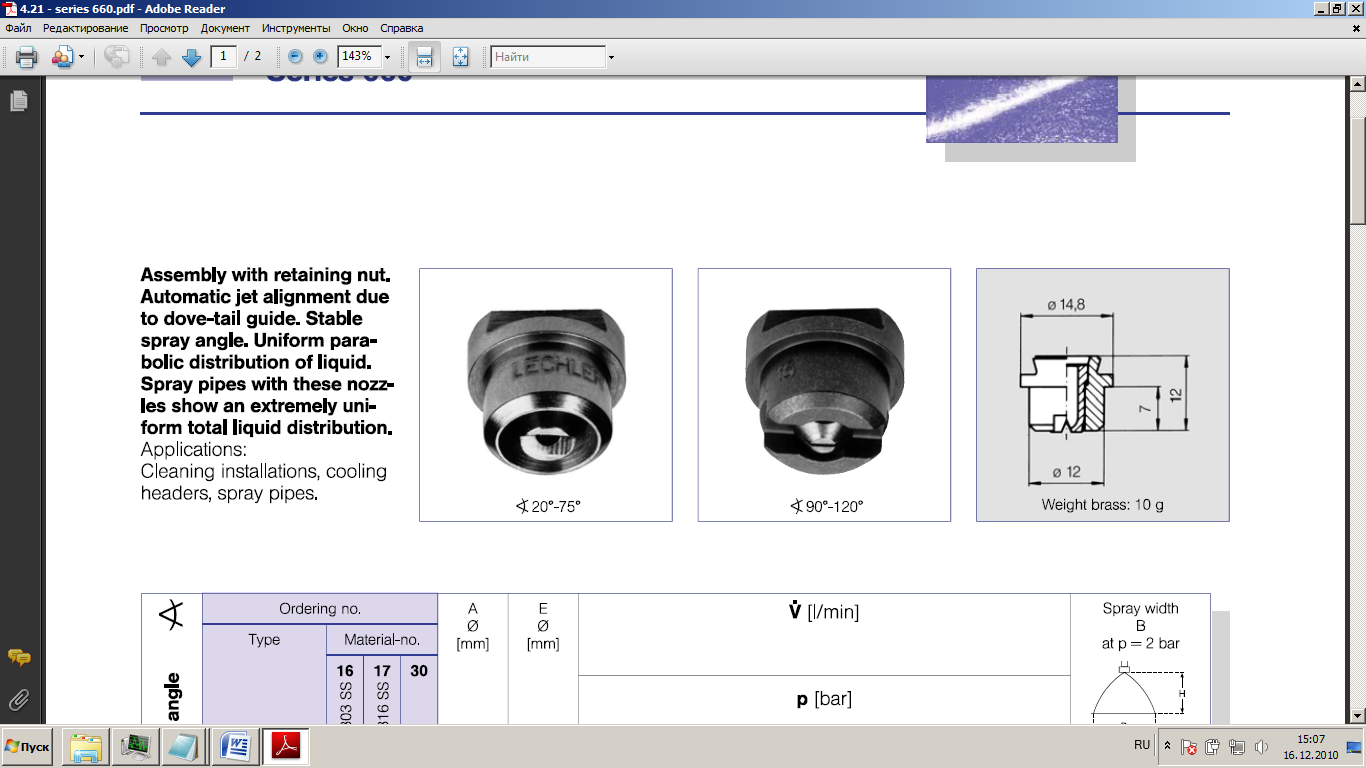
Рис. 4. Форсунки 660 серии
Для достижения требуемой интенсивности теплоотвода на МНЛЗ №1 применяется струйный метод подачи охлаждающего вещества.
Струйное охлаждение обеспечивает вторичное охлаждение струями воды, которые подаются через специальные форсунки, как правило, имеющие щелевые формы. Форсунки расположены строго перпендикулярно к граням, вода подается по центру слитка. Повышенное давление при заданном расходе воды указывает на наличие засоренных форсунок, пониженное давление – на утечку в коллекторе или отсутствие форсунки. Вода попадает на поверхность заготовки в виде капель, которые должны иметь достаточную энергию, чтобы проникнуть через паровую «рубашку», образовавшуюся вследствие испарения воды. Этот способ охлаждения имеет ряд существенных недостатков [2, с.281-283]:
- величина теплоотдачи не всегда увеличивается пропорционально увеличению расхода воды;
- капли из водяной форсунки обычно достаточно крупные, что не способствует увеличению скорости парообразования и ограничивает эффективность охлаждения;
- в месте воздействия водяной струи происходит термический удар, который может привести к зональной сегрегации или образованию трещин и т.д.
В настоящее время в условиях ЭСПЦ ОАО «Уральская сталь» при разливке на МНЛЗ №1 непрерывнолитых заготовок с круглым поперечным сечением из трещиночуствительных марок стали наблюдается пораженность круглой заготовки поверхностными трещинами. В большинстве случаев поверхность поражена поперечными трещинами. Кроме того на поверхности круглых заготовок наблюдаются ужимины и продольные трещины (рис.5).
Основной причиной возникновения поверхностных дефектов круглой литой заготовки, а именно поверхностных трещин, является применение существующей системы водяного вторичного охлаждения круглой заготовки, что приводит к неравномерному темпу охлаждения заготовки по длине оси МНЛЗ №1, с образованием участков излишнего разогрева, а затем переохлаждения поверхности заготовки.

Рис. 5. Продольная трещина
Следующим недостатком используемой конструкции является малый диаметр проходных отверстий форсунок (меньше 1 мм), что может повлечь их засорение примесями воды и дальнейший выход из строя, и как следствие – появление дефектов в круглой литой заготовке.
Таким образом, существующая система вторичного струйного охлаждения на МНЛЗ №1 ОАО «Уральская сталь» не обеспечивает оптимальные режимы охлаждения круглой заготовки, что приводит к образованию её внутренних и поверхностных дефектов.
Температура поверхности непрерывной круглой заготовки снижается по направлению движения заготовки к выходу из машины скачкообразно, что приводит к возникновению термических напряжений, следовательно, режим интенсивности охлаждения поверхности заготовки явно нарушен.
Все вышесказанное позволяет сделать вывод о необходимости реконструкции зоны вторичного охлаждения круглой заготовки на МНЛЗ №1 ОАО «Уральская сталь» и разработки рациональных режимов ее охлаждения, позволяющих стабильно получать заготовки требуемого качества.
Литература:
Пресс-служба Управляющей компании «Металлоинвест». «Уральская Сталь» осваивает производство уникальной для России продукции. [Электронный ресурс] URL: http://www.steelmaker.ru/ru/node/268
- Процессы непрерывной разливки: Монография / Смирнов А.Н., Пилющенко В.Л., Минаев А.А. и др. – Донецк: ДонНТУ, 2002. – 536 с.
Похожие статьи
Анализ процесса литья алюминия в кристаллизаторе...
При достижении слитком заданной длины прекращается подача металла, а затем и воды, убирается
Практически ЭМК используется для литья круглых слитков диаметром от 260 мм и выше, а также плоских слитков толщиной 290 - 450 и шириной 1250 - 2080 мм и выше.
Расчет стоимости получения заготовки различными методами
Сталь горячекатаная круглая по ГОСТ 2590–88 поставляется в прутках длиной 2…6 м.
Стоимость заготовок, полученных литьем или штамповкой, рассчитывается по формуле [1, 2, 3, 4]. ,(5). где Ci — базовая стоимость одной тонны заготовок, руб./т
Оптимизация использования материальных ресурсов литейного...
Внедрение точных методов литья, непрерывно-литых отливок.
Стоимость заготовок, полученных литьем или штамповкой, рассчитывается по формуле [1, 2, 3, 4]. Повышение качества отливок из стали 110Г13Л путем...
Температура поверхности непрерывной круглой заготовки...
Анализ эффективности охлаждения непрерывнолитых заготовок... Форсунки расположены строго перпендикулярно к граням, вода подается по центру слитка. Температура поверхности непрерывной круглой заготовки снижается по направлению движения заготовки к выходу из...
Прокатное производство | Статья в журнале «Молодой ученый»
Использование непрерывно-литых заготовок круглого сечения... Формовка плоской стальной заготовки на трубном прессе. Ключевые слова: стальная листовая заготовка, труба большого диаметра, трубоформовочный пресс.
О влиянии технологических параметров на качество отливок...
Анализ эффективности охлаждения непрерывнолитых заготовок... 28 апреля 2008 г.было проведено горячее опробование новой 4-ручьевой комбинированной машины непрерывного литья заготовок.
Оптимальный расчет литейных прибылей с учетом применения...
На сегодняшний день существует несколько подходов к расчету объема и конфигурации прибылей.
Василевский П.Ф. Технология стального литья.
– капиллярно-разобщенное или стыковое (состояние защемленной воды), когда большая часть объема пор...
Производство труб и специальных профилей | Статья в журнале...
В качестве исходной заготовки применяется сталь круглая определенных размеров по диаметру. Длина заготовки, как и диаметр ее, определяются исходя из размеров конечного профиля и общей вытяжки. Предварительно нагретая заготовка в печи поступает на стан, где...
Проектирование технологии изготовления корпуса насоса
Заготовки корпусных изделий в основном изготовляют литьём по выплавляемым моделям, но имеются исключения
На тепловых и атомных электростанциях, нефтяных месторождениях насосы используются в системе технического водоснабжения (охлаждение конденсаторов...
Похожие статьи
Анализ процесса литья алюминия в кристаллизаторе...
При достижении слитком заданной длины прекращается подача металла, а затем и воды, убирается
Практически ЭМК используется для литья круглых слитков диаметром от 260 мм и выше, а также плоских слитков толщиной 290 - 450 и шириной 1250 - 2080 мм и выше.
Расчет стоимости получения заготовки различными методами
Сталь горячекатаная круглая по ГОСТ 2590–88 поставляется в прутках длиной 2…6 м.
Стоимость заготовок, полученных литьем или штамповкой, рассчитывается по формуле [1, 2, 3, 4]. ,(5). где Ci — базовая стоимость одной тонны заготовок, руб./т
Оптимизация использования материальных ресурсов литейного...
Внедрение точных методов литья, непрерывно-литых отливок.
Стоимость заготовок, полученных литьем или штамповкой, рассчитывается по формуле [1, 2, 3, 4]. Повышение качества отливок из стали 110Г13Л путем...
Температура поверхности непрерывной круглой заготовки...
Анализ эффективности охлаждения непрерывнолитых заготовок... Форсунки расположены строго перпендикулярно к граням, вода подается по центру слитка. Температура поверхности непрерывной круглой заготовки снижается по направлению движения заготовки к выходу из...
Прокатное производство | Статья в журнале «Молодой ученый»
Использование непрерывно-литых заготовок круглого сечения... Формовка плоской стальной заготовки на трубном прессе. Ключевые слова: стальная листовая заготовка, труба большого диаметра, трубоформовочный пресс.
О влиянии технологических параметров на качество отливок...
Анализ эффективности охлаждения непрерывнолитых заготовок... 28 апреля 2008 г.было проведено горячее опробование новой 4-ручьевой комбинированной машины непрерывного литья заготовок.
Оптимальный расчет литейных прибылей с учетом применения...
На сегодняшний день существует несколько подходов к расчету объема и конфигурации прибылей.
Василевский П.Ф. Технология стального литья.
– капиллярно-разобщенное или стыковое (состояние защемленной воды), когда большая часть объема пор...
Производство труб и специальных профилей | Статья в журнале...
В качестве исходной заготовки применяется сталь круглая определенных размеров по диаметру. Длина заготовки, как и диаметр ее, определяются исходя из размеров конечного профиля и общей вытяжки. Предварительно нагретая заготовка в печи поступает на стан, где...
Проектирование технологии изготовления корпуса насоса
Заготовки корпусных изделий в основном изготовляют литьём по выплавляемым моделям, но имеются исключения
На тепловых и атомных электростанциях, нефтяных месторождениях насосы используются в системе технического водоснабжения (охлаждение конденсаторов...




