




Анализ процесса литья алюминия в кристаллизаторе с подвижным дном
Автор: Одинцов Максим Витальевич
Рубрика: 6. Металлургия
Опубликовано в
Статья просмотрена: 3494 раза
Библиографическое описание:
Одинцов, М. В. Анализ процесса литья алюминия в кристаллизаторе с подвижным дном / М. В. Одинцов. — Текст : непосредственный // Технические науки: проблемы и перспективы : материалы I Междунар. науч. конф. (г. Санкт-Петербург, март 2011 г.). — Санкт-Петербург : Реноме, 2011. — С. 126-129. — URL: https://moluch.ru/conf/tech/archive/2/172/ (дата обращения: 26.04.2024).
Слитки различных сечений (круглые, прямоугольные) отливаются методом полунепрерывного литья, сущность которого заключается в непрерывной подаче жидкого металла в специальную водоохлаждаемую изложницу (кристаллизатор) с подвижным дном, роль которой выполняет подвижный поддон, перемещающийся в вертикальном направлении (рис. 1).
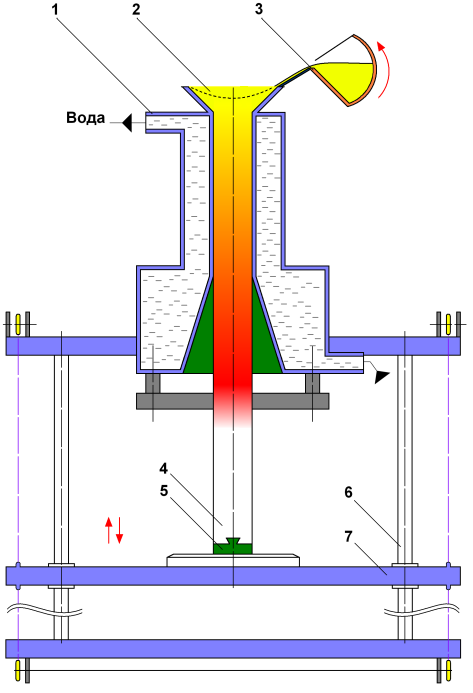
Рис. 1. Схема полунепрерывного литья:
1 - кристаллизатор; 2 - жидкий металл; 3 - ковш-дозатор расплава; 4 - слиток; 5 - поддон; 6 - направляющая колонка; 7 - подвижный стол.
Скорость опускания поддона подбирается так, чтобы слиток не застывал по всему сечению, а образовывалась бы поверхностная корочка. Дальнейшая кристаллизация слитка происходит при охлаждении его поверхности водой. Литье прекращается при достижении слитком заданной длины, и затем процесс повторяется вновь.
Литейные машины для полунепрерывного литья (МПЛ) слитков состоят из двух основных узлов: кристаллизатора и механизма перемещения поддона, который монтируется в колодце. Для вертикального полунепрерывного литья различают кристаллизаторы двух типов &#; высокие и низкие. У высоких кристаллизаторов высота H в несколько раз больше диаметра D слитка, и охлаждение в них происходит через стенку &#; мягче, чем при резком охлаждении водой. Применяются такие кристаллизаторы для литья слитков из сплавов, склонных к трещинообразованию при быстром охлаждении водой. Высота же низких кристаллизаторов H не превышает 1,5D и поэтому слитки в них охлаждаются не только через стенку, но и водой, подаваемой на слиток по выходе ее из кристаллизатора. Корпус кристаллизатора изготавливают из меди или твердого алюминиевого сплава.
Для литья слитков над кристаллизаторами устанавливается распределительная чаша с поплавками; частично перекрывая патрубок, из которого подается жидкий металл, они регулируют его уровень в кристаллизаторе. Скорость литья тем больше, чем меньше сечение отливаемого слитка. Например, при литье слитков диаметром 125 мм скорость составляет 180 - 200 мм/мин; при диаметре слитков 360 мм она снижается до 60—70 мм/мин [1].
При достижении слитком заданной длины прекращается подача металла, а затем и воды, убирается литейная чаша с поплавками и отодвигается в сторону стол с кристаллизаторами, а отлитые слитки извлекаются из колодца тельфером. Затем слитки подаются на линию отрезки концов, а при необходимости разрезаются на части. Длина отливаемого слитка лимитируется ходом поддона. Для литья слитков длиной до 3 м получили распространение машины с гидравлическим или винтовым приводом, а для слитков большой длины (до 8 м) широко применяются тросовые или цепные машины. Механизм перемещения стола оснащается двумя электродвигателями: один для рабочего хода, а второй для подъема слитков вверх со значительно большей скоростью, чем при литье, &#; до 8000 мм/мин. Скорость перемещения поддона регулируется механически (вариатором или сменными шкивами) и электрическим регулируемым приводом с двигателем постоянного тока.
Полунепрерывное литье слитков, обеспечивающее получение продукции высокого качества при низких затратах и высокой производительности, в настоящее время является основным способом разливки сплавов в производстве первичного и вторичного алюминия и их сплавов.
При производстве слитков на его поверхности могут образовываться различные дефекты: трещины, неслитины (частичное затвердевание открытой поверхности слитка), ликвационные наплывы (при завышенной скорости литья не успевает образовываться поверхностная твердая корочка и легкоплавкие составляющие выдавливаются на поверхность слитка). С увеличением размеров слитка указанные дефекты появляются чаще, что обусловливает необходимость механической обработки слитков перед их обработкой давлением (экструзия, прокатка). Поэтому практически постоянно ведется поиск мер, позволяющих отливать слитки высокого качества, не требующие механического воздействия. Для достижения этой цели используется литье круглых и плоских слитков в электромагнитный кристаллизатор (ЭМК), принцип работы которого заключается в том, что при подаче тока в кольцевой индуктор возникающее электромагнитное поле сжимает металл и препятствует его вытеканию из кристаллизатора. Высоту индуктора выбирают так, чтобы граница жидкой и твердой фаз на боковой поверхности слитка находилась примерно на уровне его середины, и практически она составляет 25 – 80 мм в зависимости от размеров слитка.
Практически ЭМК используется для литья круглых слитков диаметром от 260 мм и выше, а также плоских слитков толщиной 290 - 450 и шириной 1250 - 2080 мм и выше. Частота питающего индуктора тока может быть равна 50 Гц при литье круглых слитков, а при литье плоских на промышленной частоте возникает трудноустранимая вибрация, и поэтому приходится прибегать к повышенной частоте, что усложняет и удорожает стоимость литья [2].
Основное преимущество метода литья в ЭМК заключается в отсутствии физического контакта на любой стадии процесса между кристаллизатором и слитком, а также в подаче воды непосредственно на поверхность, что исключает образование ликвационных наплывов; а наличие столба жидкости над кристаллизующимся слитком предотвращает образование неслитин, а также исключает механическую обработку слитков и связанную с этим потерю металла. Кроме того, применение ЭМК позволяет повысить скорость литья на 10-30 %.
Анализ процессов кристаллизации показал, что дальнейшее повышение качества слитка можно достигнуть, подобрав оптимальную глубину границы твердой и жидкой фаз металла. Для этого необходимо использовать технологию ультразвукового зондирования, которую можно проиллюстрировать на работе ультразвукового толщиномера (УТ).
Принцип работы всех УТ заключается в измерении времени прохождения ультразвукового импульса очень высокой частоты через материал объекта контроля. Частота таких ультразвуковых импульсов значительно превышает границы слышимости человеческого уха и составляет в целом от 1 до 20 миллионов циклов в секунду, в то время как предел слышимости человеческого уха составляет 20 тыс. циклов в секунду. Эти высокочастотные импульсы генерируются и принимаются устройством, называемым ультразвуковым преобразователем, который преобразует электрическую энергию в механические колебания и наоборот. Ультразвук, который используется в промышленной диагностике, плохо распространяется в воздухе, поэтому при контакте преобразователя с объектом контроля необходима контактная среда (контактная жидкость), роль которой могут выполнять такие вещества, как пропиленгликоль, глицерин, вода или масло [3, 4].
Большинство УТ используют эхо-импульсный метод измерения. Эхо-импульсный метод заключается в том, что ультразвувуковые волны, генерируемые преобразователем, проникают в объект контроля и, отражаясь от противоположной поверхности объекта контроля, возвращаются обратно в преобразователь. Прибор очень точно измеряет временной интервал между посылкой импульса и приемом эхосигнала (рис. 2). Этот интервал может составлять лишь несколько миллионных долей секунды. Если толщиномер настроен на определенную скорость ультразвука в материале объекта контроля, он рассчитывает, используя данный временной интервал, толщину объекта контроля по следующей формуле (1):
![]() , (1)
, (1)
где t &#; толщина объекта контроля;
V &#; скорость ультразвука в материале объекта контроля;
T &#; время прохождения ультразвуковой волны до отражающей поверхности и обратно

Рис.2. Схема работы толщиномера:
1 - цифровой толщиномер; 2 - объект контроля; 3 - звуковая волна;
4 - ультразвуковой датчик.
Важно отметить, что скорость ультразвука в материале объекта контроля является основным параметром расчетов. В различных материалах ультразвук распространяется с различной скоростью, а скорость распространения ультразвука в одном и том же материале в значительной степени зависит от температуры материала. Таким образом, всегда необходимо настраивать ультразвуковой толщиномер на скорость ультразвука в конкретном материале. Точность измерения будет зависеть от точности проведения настройки прибора.
Теоретически толщина любого конструкционного материала может быть измерена при помощи ультразвука. УТ могут использоваться для контроля объектов из металлов, пластмасс, керамики, композитов, эпоксидных смол и стекла. С помощью ультразвука также можно измерять уровни жидкости и толщину биологических образцов. С помощью ультразвука нельзя измерить лишь толщину деревянных, бумажных и бетонных объектов, а также изделий из пенопласта. Ультразвуковое измерение толщины в реальном масштабе времени или в процессе протекания технологических процессов также возможно. Ультразвуковыми средствами можно измерять толщину слоев или покрытий в многослойных материалах.
УТ состоит из генератора импульсов/приемника, логических схем управления и синхронизации, вычислительных схем, дисплея и источника питания. Генератор импульсов, управляемый микропроцессором, подает на преобразователь импульс возбуждения. Ультразвуковой импульс, генерируемый преобразователем, проникает в объект контроля. Эхосигналы, отраженные от противоположной или внутренней поверхности объекта контроля, принимаются преобразователем, преобразуются в электрические сигналы и подаются для обработки на усилитель приемника. Логические схемы управления и синхронизации, также управляемые микропроцессором, синхронизируют работу генератора и выбирают эхосигналы, необходимые для измерения интервала времени. После получения эхосигналов схема синхронизации точно измеряет интервал времени, соответствующий прохождению ультразвукового импульса до отражающей поверхности и обратно в объекте контроля, и обычно повторяет этот процесс несколько раз, чтобы получить стабильное усредненное показание. После этого микропроцессор использует это значение интервала времени вместе с информацией о скорости звука и сдвиге нуля, сохраненной в ПЗУ, для расчета толщины. Полученное в результате расчетов значение толщины затем отображается и периодически обновляется на дисплее. Показания толщины могут быть также сохранены во внутренней памяти толщиномера или переданы на принтер или регистратор данных.
Большинство ультразвуковых измерений толщины выполняется одним из четырех типов преобразователей (контактным, с линией задержки, иммерсионным и раздельно-совмещенным). Каждый тип преобразователя имеет преимущества и ограничения.
Для выбора оптимального типа ультразвукового преобразователя необходимы дополнительные исследования.
Литература:
1. Эскин, Г.И. Ультразвуковая обработка расплавленного алюминия/ Г.И. Эскин – 2-е изд., перераб. и доп. – М.: Металлургия, 1988.
2. Агранат, Б. А. Ультразвуковая технология/ Б. А. Агранат, В. И. Башкиров, Ю. И. Китайгорский, Н. Н. Хавский. – М.: Высш. шк., 1974.
3. Основы физики и техники ультразвука: Учеб. пособие для вузов/ Б.А. Агранат и др. – М., 1987.
4. Физические основы ультразвуковой технологии/ Под ред. Л. Д. Розенберга. – М., 1970.
Похожие статьи
Разработка стандартного образца предприятия для...
Ключевые слова: ультразвуковой контроль, стандартный образец предприятия
Где: с — скорость продольных волн в металле; f — частота ультразвукового
дефект, донный сигнал, коэффициент затухания, ближняя зона, дисковый отражатель, бериллиевый слиток...
Бесконтактные методы контроля толщины стенки изделия...
Однако у ультразвукового метода контроля есть свои недостатки. Использование пьезоэлектрических преобразователей требует подготовки поверхности для ввода ультразвука в металл (снятия покрытия) и обеспечения шероховатости
Скорость контроля до 500 мм/с.
Определение оптимального размера и частоты...
При ультразвуковом неразрушающем контроле металлов необходимо руководствоваться заранее написанной методикой контроля
Импульсный метод определения коэффициента затухания ультразвука основан на измерении изменения амплитуды импульса при...
Оптимизация использования материальных ресурсов литейного...
Анализ процесса литья алюминия в кристаллизаторе... Рис. 1. Схема полунепрерывного литья: 1 - кристаллизатор; 2 - жидкий металл; 3 - ковш-дозатор расплава; 4 - слиток; 5 - поддон; 6 - направляющая.
Разработка технологии наплавки направляющих роликов...
Заготовка и обжатие (слябы и блюмы) предназначены для производства крупной заготовки металлического слитка, которая поставляется для
В работе [2] различие проваров при разных полярностях объяснили влиянием толщины прослойки жидкого металла в сварочной ванне.
Подход к численному моделированию процесса прессования...
Представлены результаты моделирования процесса прямого прессования цилиндрических слитков из алюминиевых сплавов.
На высоких скоростях при визуализации алюминиевыми опилками были видны только прямые
Анализ процесса литья алюминия в кристаллизаторе...
Использование ультразвуковых волн для измерения расстояния...
Ультразвук является бесконтактным способом измерения, поэтому охватывает большое количество сфер для использования в повседневной
Таблица зависимости скорости звука от давления. Почти нет материалов, которые не смог бы обнаружить ультразвуковой датчик.
Технология изготовления корпуса парогенерирующего агрегата
Так же на данном этапе выполняется операция термообработки материала.
Контроль сплошности основного металла толстостенных обечаек производится ультразвуком, а сварных швов
Излишки металла слитка — это удаляемая часть, угар и технологические отходы.
Ультразвуковое кавитационное удаление заусенцев...
Ультразвуковая кавитация — образование и активность газовых или паровых пузырьков (полостей) в среде, облучаемой ультразвуком, а также эффекты
Предположительно, именно их можно подвергать обработке с помощью метода ультразвуковой кавитации.
Похожие статьи
Разработка стандартного образца предприятия для...
Ключевые слова: ультразвуковой контроль, стандартный образец предприятия
Где: с — скорость продольных волн в металле; f — частота ультразвукового
дефект, донный сигнал, коэффициент затухания, ближняя зона, дисковый отражатель, бериллиевый слиток...
Бесконтактные методы контроля толщины стенки изделия...
Однако у ультразвукового метода контроля есть свои недостатки. Использование пьезоэлектрических преобразователей требует подготовки поверхности для ввода ультразвука в металл (снятия покрытия) и обеспечения шероховатости
Скорость контроля до 500 мм/с.
Определение оптимального размера и частоты...
При ультразвуковом неразрушающем контроле металлов необходимо руководствоваться заранее написанной методикой контроля
Импульсный метод определения коэффициента затухания ультразвука основан на измерении изменения амплитуды импульса при...
Оптимизация использования материальных ресурсов литейного...
Анализ процесса литья алюминия в кристаллизаторе... Рис. 1. Схема полунепрерывного литья: 1 - кристаллизатор; 2 - жидкий металл; 3 - ковш-дозатор расплава; 4 - слиток; 5 - поддон; 6 - направляющая.
Разработка технологии наплавки направляющих роликов...
Заготовка и обжатие (слябы и блюмы) предназначены для производства крупной заготовки металлического слитка, которая поставляется для
В работе [2] различие проваров при разных полярностях объяснили влиянием толщины прослойки жидкого металла в сварочной ванне.
Подход к численному моделированию процесса прессования...
Представлены результаты моделирования процесса прямого прессования цилиндрических слитков из алюминиевых сплавов.
На высоких скоростях при визуализации алюминиевыми опилками были видны только прямые
Анализ процесса литья алюминия в кристаллизаторе...
Использование ультразвуковых волн для измерения расстояния...
Ультразвук является бесконтактным способом измерения, поэтому охватывает большое количество сфер для использования в повседневной
Таблица зависимости скорости звука от давления. Почти нет материалов, которые не смог бы обнаружить ультразвуковой датчик.
Технология изготовления корпуса парогенерирующего агрегата
Так же на данном этапе выполняется операция термообработки материала.
Контроль сплошности основного металла толстостенных обечаек производится ультразвуком, а сварных швов
Излишки металла слитка — это удаляемая часть, угар и технологические отходы.
Ультразвуковое кавитационное удаление заусенцев...
Ультразвуковая кавитация — образование и активность газовых или паровых пузырьков (полостей) в среде, облучаемой ультразвуком, а также эффекты
Предположительно, именно их можно подвергать обработке с помощью метода ультразвуковой кавитации.




