




Проблема обеспечения качества сварных конструкций напрямую связана с метрологическим оснащением производства. Применение системы сбора данных позволяет оперативно контролировать режимы сварки в соответствии с технологией, что является определяющим фактором высокого качества контроля сварочных работ.
Ключевые слова: контроль качества сварочных работ, система сбора данных.
В настоящее время одной из важнейших целей машиностроительной отрасли является освоение и создание новых технологий производства, т. е. разработка и производство высококачественного, высокотехнологического продукта, востребованного и конкурентоспособного как на внутреннем, так и на внешнем рынке. Проблема качества отечественной машиностроительной продукции напрямую связана с метрологическим обеспечением производства, поскольку именно метрологическое обеспечение является основой системы качества любого машиностроительного предприятия.
Изложенное в полной мере относится к сварочному производству. Для того чтобы обеспечить высокое качество сварных конструкций, необходимо выполнять все операции правильно еще на рабочей площадке и обеспечивать поэтапный контроль выполнения сборочно-сварочных работ. Этого непросто добиться, используя традиционные методы. Например, проблема контроля производительности сварочных работ заключается в том, что производительность необходимо оценивать, основываясь на отдельных наблюдениях, которые часто неоднозначны и ненадежны. Систематический метод сбора данных позволяет избежать неопределенности. Оценка повышения производительности и развития производственных процессов может выполняться надежным способом. Применение системы сбора данных (ССД) позволяет оперативно контролировать режимы сварки в соответствии с технологией. Задачей системы является сбор максимально точных фактических данных. Эти фактические данные затем можно использовать в качестве основы для составления надежных планов развития производства за счет осведомленности о производственных затратах и принятия мер, основанных на фактических данных о сварке.
Необходимо отметить также, что Россия в настоящее время, после обострения отношений с Европой и США, фактически провозгласила курс на тотальное импортозамещение. Речи о необходимости поддержки отечественного производителя, введения мер протекционизма и замещения иностранной продукции звучали, в общем-то, всегда, особенно настойчивы они стали в момент присоединения России к ВТО. О фактическом курсе на импортозамещение объявил В. В. Путин еще в мае 2014 года на Санкт-Петербургском международном экономическом форуме. «Импортозамещение за счет модернизации промышленности и роста конкуренции поможет вернуть собственный рынок отечественным производителям» – сказал президент, пообещав провести перевооружение всех предприятий и переоценку всех производственных фондов в стране. По сути дела, речь идет о научно-технической революции. Вторя ему, премьер-министр Д. А. Медведев назвал развитие импортозамещающих производств одним из приоритетных направлений политики государства. Помимо финансовой поддержки отечественного производителя у властей в запасе есть и другие инструменты: от повышения пошлин на импортные товары до административных барьеров (прямых ограничений на закупку импорта государством и госкомпаниями) [1].
Система сбора данных (ССД), разработанная ИЦ РАДИС (г. Москва) предназначена для организации сбора данных об основных и вспомогательных параметрах процесса сварки, их предварительного допускового анализа и записи в долговременной памяти, последующего долговременного хранения протоколов сварки и их всестороннего анализа. Система состоит из программной части накопления и анализа данных и программно-аппаратного комплекса сбора данных. Структурная схема системы сбора данных приведена на рис. 1.
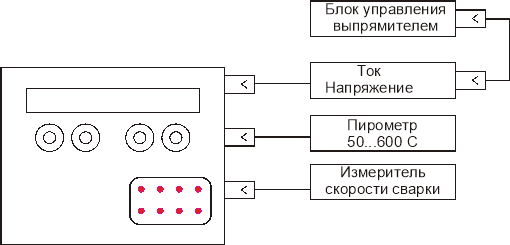
Рис. 1. Структурная схема системы сбора данных
Комплекс сбора данных является модульной системой, состоит из блока управления и хранения данных, модулей датчиков и карты памяти. Панель блока управления (рис. 2) состоит из многофункционального алфавитно-символьного дисплея, клавиатуры, индикатора питания и карты памяти, блока индикаторов выхода параметров за допустимую норму.
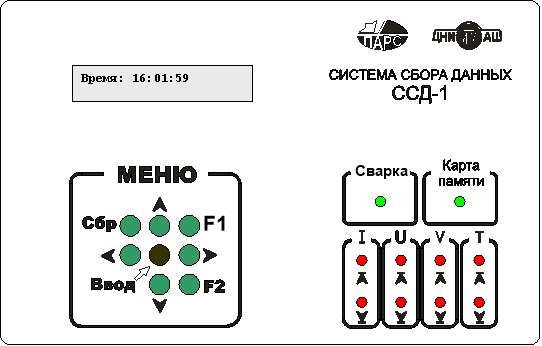
Рис. 2. Панель блока управления
Блок индикаторов параметров позволяет визуально вести наблюдение за соблюдением технологии сварки. Дисплей в рабочем режиме отображает числовые значения измеренных параметров сварки (силу сварочного тока, напряжение на дуге, время и скорость сварки, температуру подогрева и др.), в режиме настройки отображает меню, позволяющее устанавливать необходимые параметры, производить диагностику системы (примечание: меню различных исполнений системы сбора данных могут различаться в связи различиями в технологических процессах конкретных производств). Клавиатура предназначена для управления системой и настройки параметров.
Система имеет внутренние энергонезависимые часы, работающие от батареи CR2032. Время работы от одной батарей до 10 лет.
Программа анализа данных предназначена для работы на компьютерах под управлением ОС Windows версии не ниже XP и позволяет произвести полный анализ протоколов проведенных сварочных работ и загрузить их в базу данных. При запуске программы открывается диалог быстрого визуального анализа всех введенных в систему протоколов. Данный диалог позволяет просмотреть, какие протоколы присутствуют в базе данных с возможностью группировки по сварочным постам, работникам либо другим доступным атрибутам. После команды «График сварки» открывается диалог отображения подробных графиков (рис. 3).
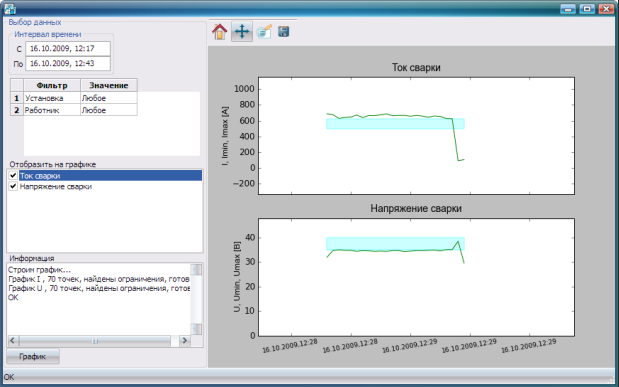 Рис. 3. Детальный просмотр протокола
Рис. 3. Детальный просмотр протокола
Левая часть окна диалога предназначена для ввода задания на построение графика и отображения дополнительной информации, правая часть окна выделена под графики и панель навигации по графикам. После открытия окна программа анализирует данные на предмет доступных графиков и атрибутов, по которым возможна фильтрация.
В верхнем левом поле окна отображается выбранный интервал времени. Ниже идет выбор фильтров, на случай если необходимо отобразить графики сварки конкретных единиц оборудования, работы конкретных сотрудников либо отфильтровать данные по другим доступным атрибутам.
Далее выбираются данные, которые необходимо визуализировать или сохранить. Если с выбранными данными связаны вспомогательные данные (например, минимальный и максимальный разрешенный сварочный ток для графика тока сварки), они отобразятся на графике автоматически. Построенные графики отображаются один над другим с общей осью времени. В поле «информация» отображается дополнительная информация, которая может быть полезной. Можно проследить историю ввода протоколов и краткую информацию о введенных протоколах сварки. Предусмотрено сохранение данных для численного анализа в программе Excel или других табличных процессорах в выбранном интервале времени.
Применение ССД позволяет оперативно контролировать режимы сварки в соответствии с технологией и нормировать сварочные работы, а также, в результате, объективно определять причины появления брака в процессе производства сварных конструкций на ранней стадии. Таким образом, ССД можно позиционировать, прежде всего, как эффективный способ профилактики брака. Кроме того, это – объективный и достаточно экономичный «помощник» для специалистов сварочного производства – мастеров, инженеров-технологов, нормировщиков и др.
Мониторинг процесса сварки, оперативная обработка данных позволяет в реальном масштабе времени произвести оценку текущей работы оборудования, соблюдение технологии, диагностику параметров режима сварки и многое другое, что, в конечном итоге, определяет качество сварочных работ и своевременный контроль его соблюдения.
Литература:
- Плаксина Л. Т. Взаимодействие профессионального обучения и современного наукоемкого производства / Л. Т. Плаксина // Актуальные проблемы развития вертикальной интеграции системы образования, науки и бизнеса: экономические, правовые и социальные аспекты: материалы IV Международной научно-практической конференции. Воронеж: ВЦНТИ, 2015. С. 61–66.
